1.本发明涉及工业机器人领域,具体涉及一种加工精密小圆的机器人末端结构及其使用方法。
背景技术:
2.现有的工业机器人加工精密小圆结构,一般会选用择出厂前做过轨迹精度校准的绝对精度机器人,该项要求会增加机器人采购成本,对一般工业机器人或现有已采购未做轨迹绝对精度校准的机器人来说几乎不能完成精密小圆加工。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种加工精密小圆的机器人末端结构,用于解决背景技术中提到的问题,为此,本发明还提供一种加工精密小圆的机器人末端结构的使用方法。
4.为实现上述目的及其他相关目的,本发明提供一种加工精密小圆的机器人末端结构,包括:
5.第一安装法兰,所述第一安装法兰通过机器人末端法兰与机器人末端旋转轴安装连接;
6.偏心连接件,所述第一安装法兰的一端水平延伸与所述偏心连接件垂直连接,所述偏心连接件的下部设有套孔、移动刻度读数孔、移动刻度指示线、移动紧固旋转手、直线位移小齿轮以及直线位移旋钮;
7.直线位移件,所述直线位移件安装于套孔内与所述偏心连接件相连接,所述直线位移件的表面设有直线位移刻度,所述直线位移件的两端设有限位挡块,所述直线位移件的底部设有与直线位移小齿轮相啮合的直线位移齿条,所述直线位移件的右端设有旋转角度刻度指示线;
8.旋转件,所述旋转件与直线位移件的右端相连接,所述旋转件包含旋转内齿、旋转旋钮、旋转小齿轮、旋转紧固旋转手以及旋转角度刻度,所述旋转小齿轮与旋转内齿相啮合;
9.第二安装法兰,所述第二安装法兰与旋转件的末端相连接,所述第二安装法兰上配合安装有加工工具;
10.线激光支架,所述线激光支架的端部设有支架旋转角度刻度和支架紧固旋转手;
11.线激光发生器,所述线激光发生器安装于线激光支架的端部,所述线激光发生器上设有线激光发生器旋转角度刻度指示线。
12.本实施例中,所述移动刻度读数孔与套孔相连通。
13.本实施例中,所述直线位移旋钮与直线位移小齿轮同轴设置且同步转动。
14.本实施例中,所述旋转旋钮与旋转小齿轮同轴设置且同步转动。
15.本实施例中,所述加工工具为激光加工头。
16.本发明提供一种加工精密小圆的机器人末端结构的使用方法,用于垂直于平面加工圆形,包括以下步骤:
17.步骤a、安装准备:将第一安装法兰通过机器人末端法兰与机器人末端旋转轴安装连接,将加工工具安装于第二安装法兰;
18.步骤b、调节旋转件:拧松旋转紧固旋转手,通过旋转旋钮带动旋转件旋转角度,直到旋转角度刻度指示线与旋转角度刻度的零刻度线重合,然后拧紧旋转紧固旋转手,将旋转件锁紧固定;
19.步骤c、调节直线位移件:拧松移动紧固旋转手,通过直线位移旋钮带动直线位移件左右移动,通过移动刻度指示线对应的直线位移刻度的读数精确定位所需位移,然后拧紧移动紧固旋转手,将直线位移件锁紧固定;
20.步骤d、调节线激光发生器:拧松支架紧固旋转手,通过发生器旋转角度刻度指示线对应的支架旋转角度刻度的读数精确调整线激光发生器的旋转角度,直到调整后的线激光与加工工具的加工端点重合,然后拧紧支架紧固旋转手,将线激光发生器锁紧固定;
21.步骤e、检查与校准:手动移动机器人至加工工件位置,旋转机器人末端轴,检查线激光和加工端点是否重合,若重合即表明加工位置正确,手动调节机器人位置,使线激光和加工端点在机器人末端轴运动中重合;
22.步骤f、机器人末端旋转轴开始运动,即可由加工工具完成小圆或圆弧的加工。
23.本发明还提供一种加工精密小圆的机器人末端结构的使用方法,用于带角度加工圆形,包括以下步骤:
24.步骤a、安装准备:将第一安装法兰通过机器人末端法兰与机器人末端旋转轴安装连接,将加工工具安装于第二安装法兰;
25.步骤b、调节旋转件:拧松旋转紧固旋转手,通过旋转旋钮带动旋转件旋转角度,直到旋转角度刻度指示线与旋转角度刻度的零刻度线重合,然后拧紧旋转紧固旋转手,将旋转件锁紧固定;
26.步骤c、调节直线位移件:拧松移动紧固旋转手,通过直线位移旋钮带动直线位移件左右移动,通过移动刻度指示线对应的直线位移刻度的读数精确定位所需位移,然后拧紧移动紧固旋转手,将直线位移件锁紧固定;
27.步骤d、调节线激光发生器:拧松支架紧固旋转手,通过发生器旋转角度刻度指示线对应的支架旋转角度刻度的读数精确调整线激光发生器的旋转角度,直到调整后的线激光与加工工具的加工端点重合,然后拧紧支架紧固旋转手,将线激光发生器锁紧固定;
28.步骤e、检查与校准:手动移动机器人至加工工件位置,旋转机器人末端轴,检查线激光和加工端点是否重合,若重合即表明加工位置正确,手动调节机器人位置,使线激光和加工端点在机器人末端轴运动中重合;
29.步骤f、再次调节旋转件:拧松旋转紧固旋转手,通过旋转旋钮带动旋转件旋转角度,通过旋转角度刻度指示线对应的旋转角度刻度的读数精确旋转角度d,角度调整好后拧紧旋转紧固旋转手,将旋转件锁紧固定;
30.步骤g、再次调节直线位移件:拧松移动紧固旋转手,通过直线位移旋钮带动直线位移件左右移动,通过移动刻度指示线对应的直线位移刻度的读数精确定位读数q,然后拧紧移动紧固旋转手,将直线位移件锁紧固定;
31.步骤h、由于不同的加工工具定位读数q会有所不同,根据以下公式,即可计算得出读数q的数值:
[0032][0033]
q=r (l1-l3)
[0034]
其中,l1为旋转件中心到加工工具轴线的垂线的距离,l2为加工工具tcp点到垂线的距离,l3为tcp点到旋转件中心的水平投影距离,d为旋转角度;
[0035]
步骤i、机器人末端旋转轴开始运动,即可由加工工具完成小圆或圆弧的加工。
[0036]
与现有技术相比,本发明的有益效果是:
[0037]
(1)本发明结合工业机器人的末端旋转轴(如工业六轴机器人第六轴),方便实现各种尺寸精密小圆的加工,并可快速精确设置tcp点位及加工角度,使用过程中仅需要调整末端轴姿态,因此极大增加了机器人灵活度,容易操作且提高效率;
[0038]
(2)本发明可以应用于一般工业机器人,无需在出厂前附加复杂的轨迹精度校准过程,降低了机器人的采购成本,也降低了对机器人的轨迹精度要求;
[0039]
(3)本发明扩展了现有已采购但轨迹精度不佳的工业机器人的应用范围,该机器人末端结构操作方便,灵活高效,不仅可应用于机器人激光精密加工领域,而且可应用于其他类似加工领域,适用广泛。
附图说明
[0040]
下面结合附图与具体实施例对本发明作进一步详细说明。
[0041]
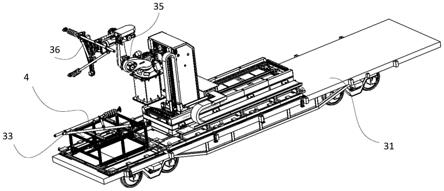
图1为本发明的整体结构示意图;
[0042]
图2为本发明中旋转件的结构示意图;
[0043]
图3为本发明中旋转件的局部放大示意图;
[0044]
图4为本发明中线激光支架的机构示意图;
[0045]
图5为本发明的使用示意图一;
[0046]
图6为本发明的使用示意图二。
[0047]
其中,附图标记具体说明如下:
[0048]
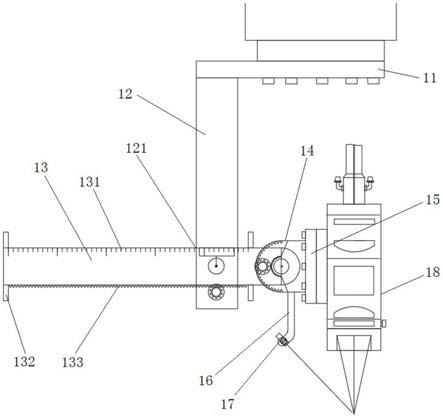
第一安装法兰11、偏心连接件12、套孔121、移动刻度读数孔122、移动刻度指示线123、移动紧固旋转手124、直线位移小齿轮125、直线位移旋钮126、直线位移件13、直线位移刻度131、限位挡块132、直线位移齿条133、旋转角度刻度指示线134、旋转件14、旋转内齿141、旋转旋钮142、旋转小齿轮143、旋转紧固旋转手144、旋转角度刻度145、第二安装法兰15、线激光支架16、支架旋转角度刻度161、支架紧固旋转手162、线激光发生器17、发生器旋转角度刻度指示线171、加工工具18。
具体实施方式
[0049]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易的了解本发明的其他优点及功效。
[0050]
须知,本说明书附图所示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产
生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0051]
如图1—图4所示,本发明提供一种加工精密小圆的机器人末端结构,包括:
[0052]
第一安装法兰11,第一安装法兰11通过机器人末端法兰与机器人末端旋转轴安装连接;
[0053]
偏心连接件12,第一安装法兰11的一端水平延伸与偏心连接件12垂直连接,偏心连接件12的下部设有套孔121、移动刻度读数孔122、移动刻度指示线123、移动紧固旋转手124、直线位移小齿轮125以及直线位移旋钮126;移动紧固旋转手124通过一根螺栓同时与直线位移件13和偏心连接件12螺纹连接,该螺栓随移动紧固旋转手124转动,使得直线位移件13向偏心连接件12抵紧而实现固定;移动刻度指示线123的一端固定安装于移动紧固旋转手124的中心,且不会随紧固旋转手124转动;
[0054]
直线位移件13,直线位移件13安装于套孔121内与偏心连接件12相连接,直线位移件13的表面设有直线位移刻度131,直线位移件13的两端设有限位挡块132,直线位移件13的底部设有与直线位移小齿轮125相啮合的直线位移齿条133,直线位移件13的右端设有旋转角度刻度指示线134;
[0055]
旋转件14,旋转件14与直线位移件13的右端相连接,旋转件14包含旋转内齿141、旋转旋钮142、旋转小齿轮143、旋转紧固旋转手144以及旋转角度刻度145,旋转小齿轮143与旋转内齿141相啮合;旋转紧固旋转手144通过一根螺栓同时与直线位移件13和旋转件14螺纹连接,该螺栓随移动旋转紧固旋转手144转动,使得旋转件14向直线位移件13抵紧而实现固定;旋转紧固旋转手144的中心与旋转角度刻度145的中心相重合,且位于旋转角度刻度指示线134的中点上;旋转角度刻度145绕中心设置于旋转紧固旋转手144的外侧,且随着旋转件14绕中心同步旋转;
[0056]
第二安装法兰15,第二安装法兰15与旋转件14的末端相连接,第二安装法兰15上配合安装有加工工具18;
[0057]
线激光支架16,线激光支架16的端部设有支架旋转角度刻度161和支架紧固旋转手162;支架紧固旋转手162通过一根螺栓同时与线激光支架16和线激光发生器17螺纹连接,该螺栓随支架紧固旋转手162转动,使得线激光发生器17向线激光支架16抵紧而实现固定;支架旋转角度刻度161固定设于支架紧固旋转手162的外围;
[0058]
线激光发生器17,线激光发生器17安装于线激光支架16的端部,线激光发生器17上设有发生器旋转角度刻度指示线171。
[0059]
本实施例中,移动刻度读数孔122与套孔121相连通,可通过移动刻度读数孔122读取移动刻度指示线123在直线位移刻度131上的精确读数。
[0060]
本实施例中,直线位移旋钮126与直线位移小齿轮125同轴设置且同步转动。通过旋转直线位移旋钮126带动直线位移小齿轮125转动,并啮合直线位移齿条133从而带动直线位移件13左右精确移动。
[0061]
本实施例中,旋转旋钮142与旋转小齿轮143同轴设置且同步转动。通过转动旋转旋钮142带动旋转小齿轮143转动,并啮合旋转内齿141从而带动旋转件14旋转角度。
[0062]
加工工具18可以为各种不同种类的工具,本实施例中采用激光加工头作为精密小圆的加工工具。
[0063]
本发明还提供一种加工精密小圆的机器人末端结构的使用方法,包括以下步骤:
[0064]
情况一、垂直平面加工圆形;
[0065]
步骤a、安装准备:将第一安装法兰11通过机器人末端法兰与机器人末端旋转轴安装连接,将加工工具安装于第二安装法兰;
[0066]
步骤b、调节旋转件14:拧松旋转紧固旋转手144,通过旋转旋钮142带动旋转件14旋转角度,直到旋转角度刻度指示线134与旋转角度刻度145的零刻度线重合(即加工工具18的轴线垂直于加工平面),然后拧紧旋转紧固旋转手144,将旋转件14锁紧固定;
[0067]
步骤c、调节直线位移件13:拧松移动紧固旋转手124,通过直线位移旋钮126带动直线位移件13左右移动,通过移动刻度指示线123对应的直线位移刻度131的读数精确定位所需位移(即加工圆的直径),然后拧紧移动紧固旋转手124,将直线位移件13锁紧固定;
[0068]
步骤d、调节线激光发生器17:拧松支架紧固旋转手162,通过发生器旋转角度刻度指示线171对应的支架旋转角度刻度161的读数精确调整线激光发生器17的旋转角度,直到调整后的线激光与加工工具的加工端点重合(重合位置即为设定的加工工具的tcp点(top central point:工具中心点)),然后拧紧支架紧固旋转手162,将线激光发生器17锁紧固定;
[0069]
需要注意的是,当加工工具18采用激光加工头时,需要考虑离焦量的影响:将激光加工头垂直于水平台面,并使水平台面位于激光头的工作距离d位置处,当需要某数值为n的正负离焦时,将激光加工头调整至水平台面的d
±
n位置处,打开激光头的激光,再调节线激光发生器17的旋转角度使得线激光与激光加工头的激光重合,则重合点即为tcp点。
[0070]
步骤e、检查与校准:手动移动机器人至加工工件位置,旋转机器人末端轴,检查线激光和加工端点是否重合,若重合即表明加工位置正确,手动调节机器人位置,使线激光和加工端点在机器人末端轴运动中重合(一般在圆周上等距选择三个观察点即可);
[0071]
步骤f、机器人末端旋转轴开始运动,即可由加工工具完成小圆或圆弧的加工。由于仅是单轴运动,因此再小的运行轨迹也不会出现机器人奇异点或加工不圆、速度不均匀等情况。
[0072]
情况二、带角度加工圆形;
[0073]
首先重复上述的步骤a~e,完成加工工具tcp点的设定,然后进行以下步骤:
[0074]
步骤f、再次调节旋转件14:拧松旋转紧固旋转手144,通过旋转旋钮142带动旋转件14旋转角度,通过旋转角度刻度指示线134对应的旋转角度刻度145的读数精确旋转角度d,角度调整好后拧紧旋转紧固旋转手144,将旋转件14锁紧固定;
[0075]
如图5所示,旋转的读数角度d等于加工工具轴线与竖直垂线的夹角b,即等于tcp点位处加工工具轴线与竖直垂线的夹角a。
[0076]
步骤g、再次调节直线位移件13:拧松移动紧固旋转手124,通过直线位移旋钮126带动直线位移件13左右移动,通过移动刻度指示线123对应的直线位移刻度131的读数精确定位读数q,然后拧紧移动紧固旋转手124,将直线位移件13锁紧固定;
[0077]
步骤h、由于不同的加工工具定位读数q会有所不同,根据以下公式,即可计算得出读数q的数值:
[0078][0079]
q=r (l1-l3)
[0080]
如图6所示,l1为旋转件14中心到加工工具轴线的垂线的距离,l2为加工工具tcp点到垂线的距离,l3为tcp点到旋转件14中心的水平投影距离,d为旋转角度;
[0081]
步骤i、机器人末端旋转轴开始运动,即可由加工工具完成小圆或圆弧的加工。
[0082]
综上,本发明结合工业机器人的末端旋转轴(如工业六轴机器人第六轴),方便实现各种尺寸精密小圆的加工,并可快速精确设置tcp点位及加工角度,使用过程中仅需要调整末端轴姿态,因此极大增加了机器人灵活度,容易操作且提高效率;本发明可以应用于一般工业机器人,无需在出厂前附加复杂的轨迹精度校准过程,降低了机器人的采购成本,也降低了对机器人的轨迹精度要求;本发明扩展了现有已采购但轨迹精度不佳的工业机器人的应用范围,该机器人末端结构操作方便,灵活高效,不仅可应用于机器人激光精密加工领域,而且可应用于其他类似加工领域,适用广泛。
[0083]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。