1.本发明涉及汽车发动机零件制造技术领域,尤其涉及一种高压燃油分配管及其制造方法。
背景技术:
2.高压燃油分配管又称高压燃油导轨或者高压油轨,高压燃油分配管是汽油机燃料喷射系统中的重要部件,其作用是用来存贮燃油,同时抑制由于高压泵供油和喷油器喷油产生的压力波动,确保汽油机燃料喷射系统压力稳定。随着缸内直喷发动机的技术进步,要求高压燃油分配管能够储存、分配更高油压的燃油,而采用钎焊技术制造的高压燃油分配管的机械强度无法满足更高油压的需求,因此出现了锻造式高压燃油分配管。现有的锻造式高压燃油分配管广泛使用奥氏体不锈钢作为基材进行锻造,然后进行淬火回火等热处理工艺,最后再进行酸洗钝化得到一体成型的高压燃油分配管。虽然奥氏体不锈钢的抗腐蚀性能较好,但是奥氏体不锈钢的锻造毛坯在进行机加工时普遍存在排屑困难、易黏刀且刀具寿命偏低等问题,使得制造成本较高。
技术实现要素:
3.本发明的目的在于提供一种高压燃油分配管及其制造方法,使所述高压燃油分配管不仅具备足够的强度以及较好的机加工性能,同时还具备较好的抗腐蚀性能。
4.为了达到上述目的,本发明提供了一种高压燃油分配管的制造方法,包括:
5.提供一马氏体不锈钢棒材;
6.将所述马氏体不锈钢棒材加热至第一预设温度后进行锻造以得到锻胚;
7.将所述锻胚加热至第二预设温度,并在加热过程中通入还原性气体;以及,
8.经预设时间后,将所述锻胚进行冷却以得到高压燃油分配管。
9.可选的,将所述锻胚加热至第二预设温度的设备为桥式贯通炉。
10.可选的,经预设时间后,在所述桥式贯通炉中将所述锻胚进行冷却以得到高压燃油分配管,且将所述锻胚冷却的工艺为分段式冷却工艺。
11.可选的,采用所述分段式冷却工艺冷却所述锻胚的步骤具体包括:所述锻胚的温度介于700℃~850℃之间时,控制所述锻胚的冷却速度大于65℃/min;所述锻胚的温度介于520℃~700℃之间时,控制所述锻胚的冷却速度介于45℃/min~65℃/min之间。
12.可选的,所述第一预设温度介于1100℃-1200℃之间。
13.可选的,所述第二预设温度介于980℃-1100℃之间。
14.可选的,所述预设时间大于或等于60s。
15.可选的,将所述锻胚加热至第二预设温度之后,且将所述锻胚进行冷却之前,所述高压燃油分配管的制造方法还包括:
16.对所述锻胚进行回火处理。
17.基于此,本技术还提供了一种高压燃油分配管,采用所述的高压燃油分配管的制
造方法制造而成。
18.本发明提供的高压燃油分配管的制造方法中,将马氏体不锈钢棒材作为锻造高压燃油分配管的基材,相比传统的奥氏体不锈钢制造的高压燃油分配管的机加工性能更好。并且,在加热过程中通入还原性气体不仅能与锻胚表面已生成的氧化膜反应,还能够避免锻胚表面继续生成氧化膜,从而提升了高压燃油分配管的抗腐蚀性能。该方法不需要进行淬火及酸洗钝化等工艺,优化了制造工艺,从而降低了生产成本。
附图说明
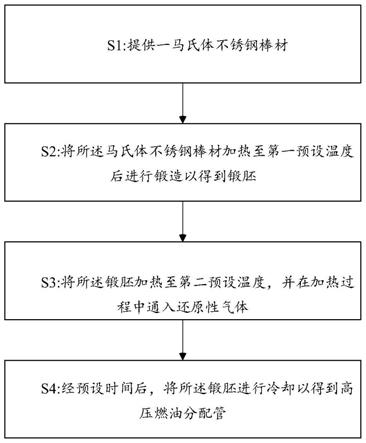
19.图1为本发明实施例提供的高压燃油分配管的制造方法的步骤图;
20.图2为本发明实施例提供的高压燃油分配管的结构示意图;
21.其中,附图标记为:
22.100-主油管;200-固定支架;300-喷油器座。
具体实施方式
23.正如背景技术所述,目前市面上普遍使用的高压燃油分配管采用奥氏体不锈钢作为锻造料坯的基材,而奥氏体不锈钢锻造高压燃油分配管的制造方法一般分六步:
24.步骤1:提供一奥氏体不锈钢棒材;
25.步骤2:将奥氏体不锈钢棒材放入中频反应炉加热至1100℃-1200℃;
26.步骤3:使用热模锻压机对所述经过中频加热的奥氏体不锈钢棒材进行预锻,锻压压力为1160t-1200t,始锻温度控制在1150℃-1200℃范围内,对经过预锻的奥氏体不锈钢棒材进行终锻并得到锻胚,终锻温度为850℃-1000℃;
27.步骤4:对上述终锻后的锻胚进行淬火,控制淬火前温度在850摄氏度以上;
28.步骤5:对淬火后的锻胚进行回火;
29.步骤6:使用10%盐酸中和液对回火后的锻胚进行酸洗钝化处理,酸洗钝化处理的温度介于60℃-80℃之间,时间介于15min-20min之间,以去除锻胚表面的氧化层,最终得到奥氏体不锈钢高压燃油分配管的成品。
30.发明人研究发现,利用奥氏体不锈钢作为基材锻造高压燃油分配管,通过锻造得到的锻胚在进行机加工时普遍存在排屑困难、易黏刀且刀具寿命偏低等问题,使得制造成本较高。同时经过进一步研究发现,使用马氏体不锈钢替代奥氏体不锈钢作为锻造的棒材时,得到的高压燃油分配管的抗腐蚀能力无法满足要求,需要增加额外的表面处理工艺(例如酸洗钝化工艺)提升抗腐蚀性能,使得成本过高。
31.基于上述发现,本实施例提供了一种采用马氏体不锈钢锻造高压燃油分配管的制造方法,以马氏体不锈钢棒材为锻造的基材,通过在加热过程中通入还原性气体不仅能与锻胚表面已生成的氧化膜反应,还能够避免锻胚表面继续生成氧化膜。相比于采用传统的奥氏体不锈钢或马氏体不锈钢作为基材锻造高压燃油分配管的方法,具有以下优势:
32.1、相比传统制造方法,省略淬火、回火等常规热处理工艺,极大地降低了生产成本。
33.2、相比传统制造方法,省略了酸洗钝化工艺,降低了生产成本,优化了工艺流程。
34.3、相比采用奥氏体不锈钢锻造的高压燃油分配管,优化了材料强度,比同类产品
的重量更轻。
35.4、相比采用奥氏体不锈钢锻造的高压燃油分配管,优化了机加工性能,提升了生产效率。
36.5、相比采用传统的马氏体不锈钢锻造的高压燃油分配管,由于在热处理的过程中通入了还原性气体,吸收了热处理炉设备的氧气,使得锻胚表面无法形成氧化层,提升了高压燃油分配管的抗腐蚀性能,不需要进行额外的酸洗钝化处理。
37.下面将结合示意图对本发明的具体实施方式进行更详细的描述。根据下列描述和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
38.如图1所示,本实施例提供了一种高压燃油分配管的制造方法,包括:
39.步骤s1:提供一马氏体不锈钢棒材;
40.步骤s2:将所述马氏体不锈钢棒材加热至第一预设温度后进行锻造,以得到锻胚;
41.步骤s3:将所述锻胚加热至第二预设温度,并在加热过程中通入所述还原性气体;以及,
42.步骤s4:经预设时间后,将所述锻胚进行冷却以得到高压燃油分配管。
43.具体的,在步骤s1中,提供一马氏体不锈钢棒材,马氏体不锈钢棒材是由不锈钢钢锭经过热轧或锻造而成,其综合性能较强,不仅具有良好的耐蚀性,还具有高强度、耐高温高压、防辐射及耐低温等性能。由于采用了马氏体不锈钢棒材作为锻造高压燃油分配管的基材,相比传统的奥氏体不锈钢具有更好的强度和硬度等力学性能,因此可以省略淬火、回火等热处理工艺,不仅优化了热处理工艺,还节约了生产成本。本实施例中,所述马氏体不锈钢棒材可采用马氏体不锈钢圆棒,选用德标1.4057(x17crni16-2)不锈钢,所述德标1.4057不锈钢属于低碳铬镍型耐蚀钢,具有较高的强度、硬度、韧性及耐腐蚀性,能够提升高压燃油分配管的力学性能和化学性能。当然,本技术对于马氏体不锈钢棒材的型号不作任何限制,可根据需求进行选择。
44.执行步骤s1之后,执行步骤s2,将所述马氏体不锈钢棒材加热至第一预设温度后进行锻造,并得到锻胚。本实施例中,可以利用中频反应炉将所述马氏体不锈钢棒材加热第一预设温度,以便于后续对所述马氏体不锈钢棒材进行锻造以获得所需的锻胚形状。所述第一预设温度介于1100℃-1200℃之间,加热时间小于1小时。中频反应炉通过建立中频磁场,使马氏体不锈钢棒材产生感应涡流并发热,从而达到加热的目的。由于中频反应炉具有热效率高、熔炼时间短、合金元素烧损少、熔炼材质广、对环境污染小、能精确控制金属液的温度和成分等优点,是加热马氏体不锈钢棒材比较好的选择。
45.采用热模锻工艺对所述加热后的马氏体不锈钢棒材进行锻造,并得到锻胚。本实施例中,将马氏体不锈钢棒材加热第一预设温度后,利用模具将马氏体不锈钢棒材塑性成形为所需的锻胚形状。具体的,所述热模锻工艺包括预锻、终锻及切边三个步骤,先使用热模锻压机对所述经过中频加热的马氏体不锈钢棒材进行预锻,控制锻压压力及锻压温度;然后对经过预锻的马氏体不锈钢棒材进行终锻;最后将经过终锻的马氏体不锈钢棒材放在装有切边模的冲压机上,去除锻压后产生的飞边,由此得到高压燃油分配管的锻胚。热模锻工艺生产效率高,劳动强度低,尺寸精确,加工余量小,并可锻制形状复杂的锻件,比较适用于批量生产的高压燃油分配管的制造方法。
46.本实施例中,本实施例中,所述步骤s3-s4均在桥式贯通炉中进行。桥式贯通炉包括多个贯通的处理腔,每个处理腔实现不同的热处理工艺,所述热处理工艺包括加热、保温以及冷却的工艺。通过改变锻胚内部的显微组织及锻胚表面的化学成分,以得到所需要的力学性能、物理性能和化学性能。在执行步骤s2之后,执行步骤s3之前,可将锻胚转移至桥式贯通炉中,通过水冷、油冷、风冷或自然冷却的方式使所述锻胚冷却,具体的冷却方式不予限制。
47.然后,可执行步骤s3,将所述锻胚加热至第二预设温度,并在加热过程中通入还原性气体一是所述锻胚在还原性气氛中加热。具体的,先将所述锻胚加热至第二预设温度,所述第二预设温度介于980℃-1100℃之间,加热时间小于1小时。同时,在加热所述锻胚的过程中需要持续通入还原性气体不仅可以作为保护气以维持炉内正压,还原性气体还可以将易于被还原的化合物还原。由于加热过程中水汽等物质的存在,使得所述锻胚表面可能生成氧化膜,通过所述还原性气体不仅能够与锻胚表面生成的氧化膜发生还原反应,同时还能够进一步抑制所述锻胚表面继续生成氧化膜,从而提升高压燃油分配管的抗腐蚀性能。因此,相比满足同样防锈要求的奥氏体不锈钢锻造的高压燃油分配管,省略了酸洗钝化工艺,降低了生产成本,优化了工艺流程。
48.还原性气体的具体实例包括氢气、甲醛、氨气、一氧化碳和乙烯。本实施例中,所述还原性气体包括氢气、氨气及一氧化碳中的一种或多种,成本较低且易于获取。例如,所述还原性气体可以是由99%以上的氢气与其它气体混合而成,也可以为由氢气/氨气为主的混合气体,本技术对此不作任何限制。
49.在执行步骤s3之后,执行步骤s4之前,所述高压燃油分配管的制造方法还包括:对所述锻胚进行回火处理。回火的温度控制在400℃-600
゜
℃之间,回火时间小于2小时。所述回火处理可在桥式贯通炉中进行,应理解的是,该步骤并非本技术的必不可少的步骤,而是可根据使用需求进行选择的工艺步骤。因为热处理设备的局限性,其保温时间有限,使得产品在有限的保温时间下可以通过增加额外的回火处理步骤来调整锻胚的硬度、强度、塑性、韧性以及机加工性能。虽然增加一个回火工艺会增加生产成本,但是相比现目前采用的酸洗钝化工艺,这种增加额外热处理工艺的方式对比原先经淬火、回火及酸洗钝化的标准工艺仍具有一定的成本优势,故对所述锻胚进行回火处理为本技术的可选方案。
50.最后执行步骤s4,经预设时间后,将所述锻胚冷却以得到高压燃油分配管。将所述锻胚加热至第二预设温度后,使所述锻胚的温度保持预设时间后再进行冷却,使得获得的高压燃油分配管的力学性能更好。本实施例中,所述预设时间大于或等于60s,相当于锻胚加热到第二预设温度后,需要保温大于或等于60s,然后采用分段式冷却的工艺冷却所述锻胚,所述冷却过程可在所述桥式贯通炉中的不同处理腔中分步进行。通过分段式冷却的方式来控制冷却速度,调整高压燃油分配管的力学性能。本实施例中,当所述锻胚的温度介于700℃-850℃之间时,控制所述锻胚的冷却速度大于65℃/min,当所述锻胚的温度介于520℃-700℃之间时,控制所述锻胚的冷却速度介于45℃/min-65℃/min之间。
51.基于此,本技术还提供了一种高压燃油分配管,采用所述的高压燃油分配管的制造方法制造而成。
52.具体的,如图2所示,所述高压燃油分配管为一体成型结构,包括主油管100、至少两个固定支架200及至少两个喷油器座300。所述固定支架200与所述喷油器座300沿所述主
油管100的轴向交替设置,且相邻的所述固定支架200与所述喷油器座300相互连接。所述主油管100通过所述固定支架200固定在发动机上,所述喷油器座300的一端与所述主油管100连通,另一端与一喷油器连通。通过所述的高压燃油分配管的制造方法制造得到一体成型的高压燃油分配管,能够增加高压燃油分配管各部件的强度和抗腐蚀性能,延长高压燃油分配管的使用寿命。
53.具体的,所述固定支架200位于所述主油管100的一侧,其上设置有螺纹孔,通过螺纹连接的方式将所述主油管100固定于发动机的缸体上。本实施例中,所述固定支架200为柱状体,其数量例如为四个,四个所述固定支架200沿所述主油管100的轴向等间距设置。
54.具体实施时,所述喷油器座300与所述固定支架200位于所述主油管的同侧并沿所述主油管100的轴向交替设置,相邻的所述喷油器座300与所述固定支架200通过锻造一体连成型。本实施例中,所述喷油器也为柱状体,其内部具有一腔体,所述腔体的一端与主油管100连通,另一端与喷油器连通,用于将主油管100中储存的燃油输送给喷油器。
55.当然,所述高压燃油分配管还可以包括传感器接头、进油管接头等本领域技术人员熟知的结构,本技术不再赘述。
56.综上,本发明实施例提供了一种高压燃油分配管的制造方法,以马氏体不锈钢棒材为锻造的基材,通过在加热过程中通入还原性气体不仅能与锻胚表面已生成的氧化膜反应,还能够避免锻胚表面继续生成氧化膜。相比于采用奥氏体不锈钢锻造高压燃油分配管的方法,省略了淬火、回火以及酸洗钝化等工艺,优化了工艺流程,降低了生产成本,且提高了锻胚的机加工性能。基于此,本技术还提供了一种高压燃油分配管,采用所述的高压燃油分配管的制造方法制造而成,具有较好的强度和抗腐蚀性能,使用寿命更长。
57.上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。