用于燃气涡轮发动机的组件的涂层系统
1.相关申请的交叉引用本专利申请要求2020年8月18日提交的欧洲专利申请20425031.0号的优先权,其全部公开内容通过引用并入本文中。
技术领域
2.本发明涉及用于燃气涡轮发动机的组件的涂层系统。
背景技术:
3.燃气涡轮发动机包括压缩机、一个或多个顺序燃烧室(在其间具有或不具有高压涡轮或稀释器)和涡轮(低压涡轮)。空气在压缩机处被压缩,燃料与压缩空气混合并在燃烧器处燃烧,从而产生在涡轮中膨胀的高压热气体。
4.燃气涡轮发动机的与热气体接触的组件受到高的热应力,并且通常也受到高的机械应力。例如,这些组件可包括燃烧室及其组件,例如衬套、燃烧器等,涡轮及其组件,例如静叶(非旋转叶片)、叶片(旋转叶片)、隔热屏等。
5.为了增加这些组件的寿命,通常它们由基础材料(如金属合金或陶瓷材料)制成,然后它们用涂层系统涂布,所述涂层系统包括例如由mcraly合金(在金属bc层的情况下)制成的粘结涂层(bc层)和例如由用氧化钇完全稳定或部分稳定的氧化锆(ysz)制成的陶瓷热障涂层(tbc层)。
6.传统上,在涂层系统损坏的情况下,由其保护的部件表现出增强的降解或消耗,但是损坏不会导致故障或强制停机。
7.新的燃气涡轮发动机具有增加的火焰温度,这导致更高的材料温度,和/或它们需要更长的寿命;因此,涂层必须提供更高的承温能力和/或更长的最短寿命。
8.为了改善这些特征,已经研究了bc层和tbc层的许多不同组成。或者,已经研究了喷涂方法和设备,目的是改善涂层系统的稳定和可再现的形成方法。
9.使用不同的方法,asme turbo expo 2008, gt2008-51366,
ꢀ“
manufacturing optimization for bondcoat/thermal barrier coating systems (粘结涂层/热障涂层系统的制造优化)”调查首先彼此独立地影响(一阶影响)涂层系统的寿命的参数,以及然后成对地影响(二阶影响)涂层系统的寿命的参数。研究的结果是,没有观察到累积效应,即,参数对的影响对于每个对是变化的,并且预期通过生产具有所有最佳参数的组合的系统所获得的益处将不是一阶影响的累积效应。
技术实现要素:
10.本发明的一个方面包括提供一种用于燃气涡轮发动机的热气部件的组件的涂层系统,其具有更长的最短寿命。
11.这些和其他方面通过提供根据所附权利要求所述的涂层系统来实现。
12.本发明基于以下认识:可以选择bc层粗糙度、bc层厚度、tbc层厚度和tbc层孔隙率
的紧密范围(比现有解决方案更紧密),以便实现与选择其他参数相比,或者对于所选参数,与更宽的范围相比,显示出令人惊讶的高峰值的最短寿命。
13.当所选参数具有在所确定范围内的值时,用不同材料和参数组合的涂层系统对大量样品进行的循环测试显示显著更高的最短和平均寿命。
附图说明
14.从对在附图中以非限制性实施例的方式示出的涂层系统的优选但非排他性实施方案的描述中,另外的特征和优点将变得更加明显,在附图中:图1和图2显示涂层系统的实施例;图3显示具有1、2、3或4个在确定范围内的参数以及4个在特别有利的范围内的参数的涂层系统的最短fct-寿命;图4至图7显示一些所研究样品的fct-寿命与分别地bc厚度、bc粗糙度、tbc厚度、tbc孔隙率之间的关系。
具体实施方式
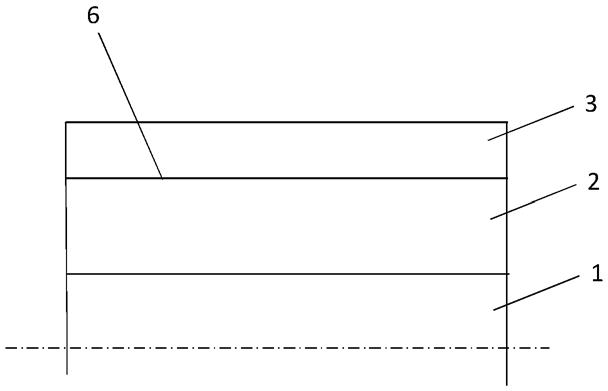
15.参照图1和图2,燃气涡轮发动机的热气部件的组件包括基础元件1和具有bc层2 (粘结涂层)和tbc层3 (热障涂层)的涂层系统;任选地,第二tbc层4 (第二热障涂层)可设置在tbc层3上;在这种情况下,第二tbc层4是涂层的外层,并且tbc层3是在bc层2和第二tbc层4之间的中间层。例如,基础元件1可由镍超合金制成,bc层2由mcraly合金制成,tbc层3由氧化钇部分稳定的氧化锆(例如,7ysz,其中7ysz表示用7重量%氧化钇部分稳定的氧化锆)制成,并且第二tbc层4 (如果设置)由氧化钇完全稳定的氧化锆(例如,14ysz,即用14重量%氧化钇完全稳定的氧化锆)制成。
16.已经发现,通过适当地选择bc层和tbc层的一些特征,可以增加涂层系统的最短寿命,并且这可以独立于bc层、tbc层和(如果设置)第二tbc层的特定材料来实现。
17.bc层的厚度在180-300微米范围内,并且其面对tbc层的表面6的粗糙度ra在12.8-19.0微米范围内。此外,tbc层的厚度在200-700微米范围内且孔隙率在15.0-23.0体积%范围内。在上述范围中,范围的端点被认为包括在所述范围内。
18.所述范围的有利实施方案包括:bc层,其厚度在185-280微米范围内且其面对tbc层的表面的粗糙度ra在13.0-18.0微米范围内;和tbc层,其厚度在210-640微米范围内且孔隙率在15.5-20.2体积%范围内,其中范围的端点包括在所述范围内。
19.另外优选的实施方案包括bc层,其厚度在201-217微米范围内且其面对tbc层的表面的粗糙度ra在13.0-16.5微米范围内,和tbc层,其厚度在220-249微米范围内且孔隙率在15.6-20.2体积%范围内,其中范围的端点包括在所述范围内。
20.下表总结了范围。
21.进行了许多测试以研究bc层厚度和粗糙度以及tbc层厚度和孔隙率的不同值的涂层系统行为。
22.对具有不同涂层系统的样品进行测试,并且目的在于评价“fct-寿命”,即在1100℃下进行的循环测试中每个样品的寿命,以小时计。
23.样品是由设置有不同涂层系统的镍超级合金制成的圆盘。
24.对于涂层系统的bc层和tbc层(并且当设置时,也对于第二tbc层),使用不同的市售可得的材料;此外,也使用由不同供应商提供的相同材料。来自不同供应商的不同材料和相同材料单独使用或以不同比例彼此混合。此外,样品的涂层系统都不具有在范围r1、r2、r3内的相关参数(即,bc层厚度和粗糙度以及tbc层厚度和孔隙率) (这些范围总结在上表中),或者具有在范围r1、r2、r3内的仅一个或两个或三个或所有四个相关参数。
25.如下进行测试:a. 将每个样品在管式炉中在1100℃的温度下保持23小时;b. 然后将每个样品在静止的环境空气中冷却1小时;环境空气具有约20-30℃的温度;c. 然后将每个样品放回到炉中,并且重复步骤a和b,直到达到最终寿命;d. 在周末期间,将样品在炉中在1100℃的温度下保持约71小时;e. 当每个样品的25%的表面脱层,即tbc层自bc层脱离时,认为每个样品达到寿命终止。
26.bc层由不同的mcraly合金制成。
27.bc厚度,即bc层的以微米计的厚度,通过切割每个样品的横截面并通过横截面的光学显微术获得图像,然后应用基于计算机的图像分析以获得所需的测量来测量。使用光学显微镜捕获横截面的图像,并且基于这些图像,通过适当的软件测量厚度。用于这个任务的市售可得的软件是media cybernetic的image pro premier。
28.bc粗糙度,即bc层的面对tbc层的表面的粗糙度,即参照图1和图2,这是表面6的粗糙度,通过粗糙度测试仪(perthometer)使用2.5 mm截止波长测量;或者,所述粗糙度可以通过基于计算机的图像分析技术测量;在这种情况下,必须以所需的放大率来捕获图像。
29.tbc层由7ysz por,即用7重量%氧化钇部分稳定的多孔氧化锆制成。
30.在一些样品中,tbc层通过喷涂技术施加,在这种情况下,所需的孔隙率通过用等离子体喷枪喷涂尺寸为20-90微米的氧化锆粉末来实现。在其他样品中,通过将聚丙烯(或其他聚合物粉末)混合到尺寸为20-120微米的7ysz粉末中,然后通过用等离子体枪喷涂施加混合粉末来施加tbc层,其中等离子体枪的参数不使聚合物颗粒完全燃烧;在喷涂之后,
在空气中进行热处理以燃烧包埋在tbc中的聚合物颗粒,产生孔隙。
31.tbc厚度,即tbc层的以微米计的厚度,以与bc层的厚度相同的方式测量。
32.tbc孔隙率,即以体积%计的tbc层的孔隙率,通过基于计算机的图像分析技术在tbc层的横截面上测量;优选地,在与测量tbc层厚度相同的位置测量tbc层的孔隙率。通过测量有材料的横截面积和无材料的横截面积(空面积)来测量孔隙率,因此通过将空面积除以总面积(即,材料面积 空面积)来获得孔隙率。
33.一些样品还设置有在tbc层上方设置的第二tbc层,所述第二tbc层的材料是通过喷涂技术施加的用14重量%氧化钇完全稳定的多孔氧化锆。
34.图3显示分别具有1、2、3和4个在范围r1内的参数的样品的最短fct-寿命;同一图3还显示具有4个在范围r2和r3内的参数的样品的最短fct-寿命。
35.从所述图中可以明显看出,有四个参数在范围r1内时,最短fct-寿命是有少于四个参数在范围r1内时fct-寿命的两倍。
36.从图3中还可以得出,优选的范围r2和r3提供了另外有利的实施方案,其中最短fct-寿命进一步增加。
37.用具有由多种不同材料制成的涂层系统的样品进行的测试表明,结果与具体选择的材料无关,但由选择的范围组合决定。
38.图3显示当所有四个参数的值都在范围r1内时,最短fct-寿命是2004小时,而当少于四个参数位于范围r1内时,对于三个参数,最短寿命急剧下降到1024小时,或者对于两个参数,最短寿命急剧下降到535小时,或者对于所选范围内的仅一个参数,最短寿命急剧下降到1187小时。因此,具有所有四个参数在范围r1内的样品的最短fct-寿命至少是具有3个或更少参数在范围r1内的样品的fct-寿命的约两倍。参数在范围r2内的样品显示2305小时的增加的最短fct-寿命,并且参数在范围r3内的样品显示4100小时的进一步增加的最短fct-寿命。
39.这里注意到,当考虑到燃气涡轮中的材料通常在其性质的极限下工作时,所实现的结果的相关性,并且温度的少量增加或降低(大约差不多10℃)可以导致组件的fct-寿命的长期降低或增加。
40.还注意到,最短寿命(fct-寿命)与涂层系统的最大或甚至平均寿命相比的相关性,因为组件的设计通常基于涂层系统的最短寿命进行;因此,能够实现更长的最短寿命的涂层系统通常优于具有从非常短到非常长寿命的分散寿命的涂层系统。
41.图4-7显示在测试期间不同样品所达到的fct-寿命;图4-7是相关的,因为每个样品的涂层系统的四个参数是参照所实现的fct-寿命来显示的。
42.这些图显示结合选择的范围r1、r2和r3进行的大量测试和实现的令人惊奇的高fct-寿命。这些测试还表明,所实现的高fct-寿命与每个样品的涂层系统所用的材料无关,因为取决于bc层厚度和粗糙度与tbc层厚度和孔隙率的确定组合,涂层系统始终达到fct-寿命,并且与涂层系统的具体材料无关。
43.与现有的涂层系统相比,所提出的涂层系统实现了更长的最短寿命(和/或更高的承温能力)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。