1.本发明属于非织造布技术领域,本发明涉及一种吸水复合非织造布及其制造方法。
背景技术:
2.纺粘非织造布是将聚合物挤出、拉伸,形成连续长丝后,长丝铺设成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法,使纤网变成无纺布。传统的纺粘布缺点比较显著,比如手感偏硬、拒水等等。
3.而随着多元化、差异化、功能化的市场需求,传统纺粘布已经无法满足市场需求,如口罩里层的熔喷布希望亲肤、柔软、透气、透水、亲水等性能。而目前一些特色化产品是经过后处理或多层复合加工生产,大大增加生产成本,且产品稳定性一般。
技术实现要素:
4.本发明的目的是克服上述背景技术中的不足,提供一种吸水复合非织造布及其制造方法,是一种可以一步法生产工艺的制造方法。减少成本。提高非织造布稳定性。
5.本发明解决其技术问题所采用的技术方案是:
6.上述一种吸水复合非织造布制造方法;其具体步骤如下所示:
7.(1)pp切片原料经真空气泵作用吸入挤出机料槽内;
8.(2)挤出机以约70转/分钟的速度将pp切片熔融、均化输送至300目过滤精度的预过滤器,经预过滤器过滤掉杂质后将原料送至300cc规格计量泵精确计量;
9.(3)计量泵后的pp熔体进入纺丝模头均匀从孔径长径比1:4的喷丝板挤出,经大狭缝被成网机负压风牵伸成纤度小于2.4旦的纤维长丝;
10.(4)pp纤维长丝均匀铺在成网机成网网帘上,在负压风的作用下纤维紧密结合吸附在透气的网帘上;
11.(5)开包机将3mm黏胶短纤开松后喂入开包机计量称,经过计量的开松短纤维再由输棉风机吹入气流成网装置内;
12.(6)短纤维在气流成网设备内经喂入对辊均匀将短纤维送至真空吸移辊上表面;
13.(7)真空吸移辊根据设定需要克重调整喂入转速向成网机网帘输送5g/
㎡
的均匀黏胶短纤维纤网;
14.(8)短纤维纤网落在20g/
㎡
的pp纤维长丝网的上表面,根据要求的布面厚度、蓬松度等指标设定成网机负压风机的开度;根据需要的布面要求也可在短纤维纤网上表面复合有pp纤维长丝网;
15.(9)经热轧机固结将短纤维与pp纤维长丝网固结在一起,热轧固结温度在130℃;
16.(6)最后卷绕、分切。
17.所述制造方法为一步法生产工艺。
18.上述制造方法制备三层非织造布时具体工艺如下:
19.1)pp切片原料经真空气泵作用吸入挤出机料槽内;
20.(2)挤出机将pp切片熔融、均化输送至预过滤器,经预过滤器过滤掉杂质后将原料送至计量泵精确计量;
21.(3)计量泵后的pp熔体进入纺丝模头均匀从喷丝板挤出,经大狭缝被成网机负压风牵伸成纤维长丝;
22.(4)pp纤维长丝均匀铺在成网网帘上,在负压风的作用下纤维紧密结合吸附在网帘上;
23.(5)开包机将短纤开松后喂入开包机计量称,经过计量的开松短纤维再由输棉风机吹入气流成网装置内;
24.(6)短纤维在气流成网装置内经喂入均棉罗拉均匀将短纤维送至真空吸移辊上表面;
25.(7)真空吸移辊根据设定需要克重调整喂入转速向成网机网帘输送短纤维纤网;
26.(8)短纤维纤网落在纤维长丝网的上表面,根据要求的布面厚度、蓬松度等指标设定成网机负压风机的开度;
27.(9)纺粘输送机b计量泵后的pp熔体进入纺丝模头均匀从喷丝板挤出,经大狭缝被成网机负压风牵伸成纤维长丝;
28.(10)pp纤维长丝均匀铺在短纤维纤网上,在负压风的作用下三层纤网紧密结合吸附在成网网帘上;
29.(11)经热轧机固结将纺粘b、短纤维与纺粘a固结在一起;
30.(12)最后卷绕、分切。
31.上述一种吸水复合非织造布制造方法中的成网设备:包括成网机,所述成网机的上方依次顺序设有纺粘输送机a、纺粘输送机b;所述纺粘输送机a与纺粘输送机b之间设有气流成网装置和真空吸移辊,所述气流成网装置设置在真空吸移辊的上方,所述成网机的末端设置热轧固结装置。
32.所述气流成网装置包括箱体,箱体上端一侧开设有开包机输棉风机接口,箱体的上端设有吊耳,所述箱体侧面设有伺服电机,伺服电机通过同步皮带轮和轴承与均棉罗拉连接,均棉罗拉设置在箱体内部,均棉罗拉包括轴,轴上等距设有若干个导向梳理钉;所述均棉罗拉设有两组以上,所述箱体底部设有料位上限检测传感器和料位下限检测传感器。所述气流成网装置与纺粘钢平台之间设有蜗轮蜗杆升降机。所述气流成网装置通过开包机输棉风机接口连接开包机输棉风机。
33.所述气流成网装置与真空吸移辊之间设有间距为隔距,所述真空吸移辊包括芯体,芯体外套设有镍网外套,芯体与镍网外套之间设有若干个负压区隔板,芯体两端分别设有真空吸移辊驱动侧轴承、真空吸移辊操作侧轴承,真空吸移辊驱动侧轴承、真空吸移辊操作侧轴承分别对应连接操作侧支架、驱动侧支架;所述操作侧支架和驱动侧支架用于将真空吸移辊滚定在成网机的墙板上,真空吸移辊还连接有负压风机。
34.所述开包机输棉风机接口为天圆地方管路接口,即一端为圆形口一端为方形口,方形口用于与开包机输棉风机连接。
35.所述真空吸移辊配设有电机,所述真空吸移辊、伺服电机、蜗轮蜗杆升降机、料位上限检测传感器和料位下限检测传感器、成网机分别与plc系相连接。
36.所述气流成网装置前序还配设有短纤开松装置,所述吊耳用于将气流成网装装置固定;气流成网装置通过吊耳吊于纺粘钢平台下方。根据制备非织造布的需求,包括风格、厚度等指标设定隔距,plc系统调节蜗轮蜗杆升降机达到设定的隔距,根据设定的隔距和需求克重控制真空吸移辊转速,料位上限检测传感器和料位下限检测传感器反馈信号,plc系统接收信号后控制开包机输棉风机,当料位达到上限,开包机输棉风机停止,当料位达到下限,开包机输棉风机启动。
37.采用开包机输棉风机将开松后的短纤维输送至气流成网装置内;气流成网装置内的开松纤维经过喂入均棉罗拉进一步开松、计量喂入给气流成网装置下方的真空吸移辊;真空吸移辊将厚度均匀的短纤维转移至成网机成网网帘;在成网机内气流成网机构上设有负压抽吸系统,将短纤维网吸附到纺粘a表面;纺粘输送机b根据要求可开可不开,最后经热轧固结装置中的热轧辊将短纤维与纺粘布热轧固结在一起。
38.采用上述制造方法制备的一种吸水复合非织造布,由纺粘层a、气流成网短纤维层、纺粘层b组成三层结构,最顶层为纺粘层a,中间层为气流成网短纤维层,底层为纺粘层b;该吸水复合非织造布是由纺粘层a、气流成网短纤维层、纺粘层b按照由上至下的顺序依次铺设形成的三层结构的非织造布。
39.所述纺粘层a和纺粘层b的原料为聚丙烯或pla,克重每层分别为8-20gsm。
40.所述气流成网短纤维层原料为粘胶纤维,克重为3-10gsm。
41.所述粘胶纤维长度为2-5mm。
42.本发明与现有技术相比具有的有益效果是:
43.本发明提供的一种吸水复合非织造布制造方法,将带有差异性、功能性、特色化的短纤维采用气流成网技术与传统纺粘布结合到一起,最后再经热轧固结成布。该方法操作简单,弥补了现有生产和制备的技术空缺。
44.气流成网可以加黏胶纤维,改善纺粘无纺布的吸水性、亲水性,并且粘胶纤维还会提高纺粘布的质感,且所有性能都是永久性的,这是助剂等后处理所达不到的效果。
附图说明
45.下面结合附图和实施例对本发明进一步说明:
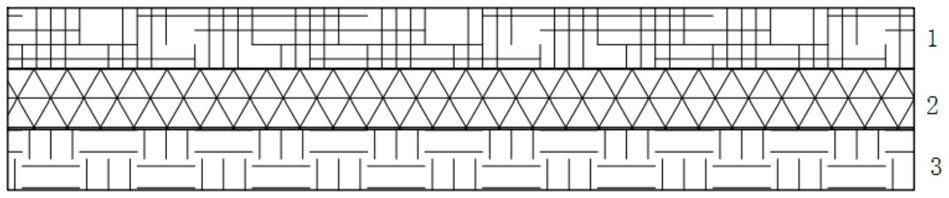
46.图1是本发明一种吸水复合非织造布结构示意图。
47.图2是本发明成网设备结构示意图。
48.图3是本发明气流成网装置和真空吸移辊的主视剖视图。
49.图4是本发明气流成网装置真空吸移辊的侧视剖视图。
50.图中1.纺粘层a,2.气流成网短纤维层,3.纺粘层b,4.气流成网装置,5.真空吸移辊,6.纺粘输送机a,7.纺粘输送机b,8.成网机,9.热轧固结装置,401.开包机输棉风机接口a,402.开包机输棉风机接口b,403.同步皮带轮,404.伺服电机,405,箱体,406.吊耳,407.均棉罗拉,501.真空吸移辊驱动侧轴承,502.真空吸移辊操作侧轴承,503.操作侧支架,504,驱动侧支架,505.真空吸移辊皮带轮,506.芯体,507,镍网外套,508.负压区隔板,509.料位上限检测传感器,510.料位下限检测传感器,511.负压风机连接端,512.隔距。
具体实施方式
51.以下结合说明书附图,对本发明进一步说明,但本发明并不局限于以下实施例。
52.实施例1
53.一种吸水复合非织造布,如图1所示,由纺粘层a 1、气流成网短纤维层2组成两层结构,最顶层为纺粘层a 1,底层为气流成网短纤维层2;该吸水复合非织造布是由纺粘层a 1、气流成网短纤维层2按照由上至下的顺序依次铺设形成的两层结构的非织造布。
54.上述吸水复合非织造布以25g制作示例如下:
55.(1)pp切片原料经真空气泵作用吸入挤出机料槽内;
56.(2)挤出机以约70转/分钟的速度将pp切片熔融、均化输送至300目过滤精度的预过滤器,经预过滤器过滤掉杂质后将原料送至300cc规格计量泵精确计量;
57.(3)计量泵后的pp熔体进入纺丝模头均匀从孔径φ0.42mm长径比1:4的喷丝板挤出,经大狭缝被成网机负压风牵伸成纤度小于2.4旦的纤维长丝;
58.(4)pp纤维长丝均匀铺在成网网帘上,在负压风的作用下纤维紧密结合吸附在透气的网帘上;
59.(5)开包机将3mm黏胶短纤维开松后喂入开包机计量称,经过计量的开松黏胶短纤维再由输棉风机吹入气流成网装置内;
60.(6)黏胶短纤维在气流成网装置内经喂入均棉罗拉均匀将黏胶短纤维送至真空吸移辊上表面;
61.(7)真空吸移辊根据设定需要克重调整喂入转速向成网机网帘输送5g/
㎡
的均匀黏胶短纤维纤网;
62.(8)黏胶短纤维纤网落在20g/
㎡
的pp纤维长丝网的上表面,根据要求的布面厚度、蓬松度等指标设定成网机负压风机的开度;得到气流成网短纤维层2。
63.(9)经热轧机固结将气流成网短纤维层2与纺粘层a 1固结在一起,热轧固结温度在130℃;
64.(6)最后卷绕、分切。
65.实施例2
66.一种吸水复合非织造布,如图1所示,由纺粘层a 1、气流成网短纤维层2、纺粘层b 3组成三层结构,最顶层为纺粘层a 1,中间层为气流成网短纤维层2,底层为纺粘层b 3;该吸水复合非织造布是由纺粘层a 1、气流成网短纤维层2、纺粘层b 3按照由上至下的顺序依次铺设形成的具有夹心结构的三层非织造布。
67.所述纺粘层a(1)和纺粘层b(3)的原料为聚丙烯或pla,克重每层分别为8-20gsm。
68.所述气流成网短纤维层(2)原料为粘胶纤维,克重为3-10gsm。
69.所述粘胶纤维长度为2-5mm。
70.上述吸水复合非织造布以25g制作示例如下:
71.(1)pp切片原料经真空气泵作用吸入挤出机料槽内;
72.(2)挤出机以约70转/分钟的速度将pp切片熔融、均化输送至300目过滤精度的预过滤器,经预过滤器过滤掉杂质后将原料送至300cc规格计量泵精确计量;
73.(3)纺粘输送机a计量泵后的pp熔体进入纺丝模头均匀从孔径φ0.42mm长径比1:4的喷丝板挤出,经大狭缝被成网机负压风牵伸成纤度小于2.4旦的纤维长丝;
74.(4)pp纤维长丝均匀铺在成网网帘上,在负压风的作用下纤维紧密结合吸附在透气的网帘上;
75.(5)开包机将3mm黏胶短纤开松后喂入开包机计量称,经过计量的开松短纤维再由输棉风机吹入气流成网装置内;
76.(6)短纤维在气流成网装置内经喂入均棉罗拉均匀将短纤维送至真空吸移辊上表面;
77.(7)真空吸移辊根据设定需要克重调整喂入转速向成网机网帘输送5g/
㎡
的均匀黏胶短纤维纤网;
78.(8)短纤维纤网落在10g/
㎡
的pp纤维长丝网的上表面,根据要求的布面厚度、蓬松度等指标设定成网机负压风机的开度;
79.(9)纺粘输送机b将计量泵后的pp熔体进入纺丝模头均匀从孔径φ0.42mm长径比1:4的喷丝板挤出,经大狭缝被成网机负压风牵伸成纤度小于2.4旦的纤维长丝;
80.(10)pp纤维长丝均匀铺在短纤维纤网上,在约8500pa的负压风的作用下三层纤网紧密结合吸附在透气率约8000m3/h/
㎡
的网帘上;
81.(11)经热轧机固结将纺粘层b 3、短纤维气流成网短纤维层2与纺粘层a 1固结在一起,热轧固结温度在130℃;
82.(12)最后卷绕、分切。
83.上述实施例制备的吸水复合非织造布通过下述设备制备,成网设备:包括成网机8,所述成网机8的上方依次顺序设有纺粘输送机a 6、纺粘输送机b 7;所述纺粘输送机a 6与纺粘输送机b 7之间设有气流成网装置4和真空吸移辊5,所述气流成网装置4设置在真空吸移辊5的上方,所述成网机8的末端设置热轧固结装置9。
84.所述气流成网装置4包括箱体405,箱体405上端一侧开设有开包机输棉风机接口,箱体405的上端设有吊耳406,所述箱体405侧面设有伺服电机404,伺服电机404通过同步皮带轮403和轴承与均棉罗拉407连接,均棉罗拉407设置在箱体405内部,均棉罗拉407包括轴,轴上等距设有若干个导向梳理钉;所述均棉罗拉407设有两组以上,所述箱体405底部设有料位上限检测传感器509和料位下限检测传感器510。所述气流成网装置4与纺粘钢平台之间设有蜗轮蜗杆升降机。所述气流成网装置4通过开包机输棉风机接口连接开包机输棉风机。
85.所述气流成网装置4与真空吸移辊5之间设有间距为隔距512,所述真空吸移辊5包括芯体506,芯体506外套设有镍网外套507,芯体506与镍网外套507之间设有若干个负压区隔板508,芯体506两端分别设有真空吸移辊驱动侧轴承501、真空吸移辊操作侧轴承502,真空吸移辊驱动侧轴承501、真空吸移辊操作侧轴承502分别对应连接操作侧支架503、驱动侧支架504;所述操作侧支架503和驱动侧支架504用于将真空吸移辊5滚定在成网机8的墙板上,真空吸移辊5还连接有负压风机。
86.所述开包机输棉风机接口为天圆地方管路接口,即一端为圆形口一端为方形口,方形口用于与开包机输棉风机连接。
87.所述真空吸移辊5配设有电机,所述真空吸移辊5、伺服电机404、蜗轮蜗杆升降机、料位上限检测传感器509和料位下限检测传感器510、成网机分别与plc系相连接。
88.所述气流成网装置4前序还配设有短纤开松装置,所述吊耳406用于将气流成网装
装置4固定;气流成网装置4通过吊耳406吊于纺粘钢平台下方。根据制备非织造布的需求,包括风格、厚度等指标设定隔距512,plc系统调节蜗轮蜗杆升降机达到设定的隔距,根据设定的隔距和需求克重控制真空吸移辊5转速,料位上限检测传感器509和料位下限检测传感510器反馈信号,plc系统接收信号后控制开包机输棉风机,当料位达到上限,开包机输棉风机停止,当料位达到下限,开包机输棉风机启动。
89.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。