1.本发明涉及基板内置连接器及基板内置连接器的链式端子的制造方法。
背景技术:
2.连接器有时被缠绕在线束上而固定。在该情况下,内置有基板的基板内置连接器有时被要求以与未内置有基板的连接器同等的尺寸、形状被收纳。
3.在日本特开2010-231895号公报中公开了一种基板内置连接器,其具备:弯曲成“l”字状的多个方线材;保持该方线材的框体;以及在方线材的从该框体突出的部位设置的基板。
技术实现要素:
4.发明欲解决的技术问题
5.然而,在日本特开2010-231895号公报的基板内置连接器中,由于将多个端子全部与基板连接,因此需要用于将端子与基板连接的面积。即,需要将多根端子全部隔开规定间隔(以规定的间距)地与基板连接,因此需要增大在厚度方向上观察时的基板的大小。
6.本发明的目的在于提供一种能够使基板尺寸小型化并使外形收敛于实用的尺寸、形状的基板内置连接器以及该基板内置连接器的链式端子的制造方法。
7.用于解决问题的技术手段
8.实施方式所涉及的基板内置连接器,具有:链式端子,所述链式端子具备:连锁部;第一突片部,所述第一突片部从所述连锁部向规定的方向突出;和第二突片部,所述第二突片部从所述连锁部向与所述第一突片部突出的方向不同的方向突出;壳体,所述壳体以所述第一突片部和所述第二突片部突出的方式设置有所述链式端子;以及基板,所述基板与从所述壳体突出的所述第二突片部连接。
9.另外,在所述基板内置连接器中,也可以是,通过使所述连锁部与所述壳体卡合,从而使所述链式端子设置于所述壳体。
10.另外,在所述基板内置连接器中,也可以是,所述链式端子的所述连锁部在规定的一个方向上较长,所述链式端子的所述第一突片部设置有1个或多个,并且在与所述连锁部的长度方向正交的规定的另一个方向上,向所述连锁部的一侧即第一侧突出,所述链式端子的所述第二突片部设置有1个或多个,并且在所述规定的另一个方向上向所述连锁部的另一侧即第二侧突出,至少一部分所述第一突片部的位置和至少一部分所述第二突片部的位置在所述规定的一个方向上相互不同。
11.另外,所述基板内置连接器的链式端子的制造方法具有:中途成型品成型工序,通过将具备规定的厚度和规定的宽度的细长的平板状的坯料在该厚度方向上挖通,从而成型中途成型品,所述中途成型品具备:细长的1个连锁部形成部,所述连锁部形成部形成所述连锁部;多个所述第一突片部,所述第一突片部从所述连锁部形成部突出;和多个所述第二突片部,所述第二突片部从所述连锁部形成部突出;以及链式端子成型工序,通过将在所述
中途成型品成型工序中形成的中途成型品的至少所述连锁部形成部的一部分切断或切除,从而成型所述链式端子。
12.发明效果
13.根据上述结构,能够提供一种能够使基板尺寸小型化并使外形收敛于实用的尺寸、形状的基板内置连接器以及该基板内置连接器的链式端子的制造方法。
附图说明
14.图1是本实施方式所涉及的基板内置连接器的立体图。
15.图2是图1中的ii箭头方向观察图。
16.图3是表示从图1所示的基板内置连接器取下外壳和盖的状态的图。
17.图4是表示从图1所示的基板内置连接器取下外壳、盖和内壳的状态的图,是表示链式端子和基板的立体图。
18.图5是从与图1不同的方向观察本实施方式所涉及的基板内置连接器的立体图,是表示取下盖的状态的图。
19.图6是图5中的vi箭头方向观察图。
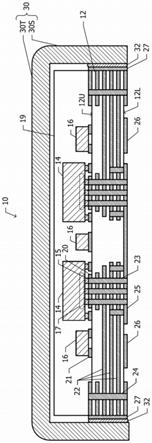
20.图7是表示图2中的vii-vii剖面的图。
21.图8a、图8b、图8c是表示本实施方式所涉及的基板内置连接器的组装顺序的图。
22.图9a、图9b、图9c是表示本实施方式所涉及的基板内置连接器的组装顺序的图。
23.图10是表示本实施方式所涉及的基板内置连接器的链式端子的制造工序的图。
24.图11是表示本实施方式所涉及的基板内置连接器的一个使用方式的图。
25.图12是表示本实施方式所涉及的基板内置连接器的一个使用方式的图。
26.图13是本实施方式所涉及的基板内置连接器的链式端子(变形例所涉及的链式端子)的立体图。
具体实施方式
27.本实施方式所涉及的基板内置连接器1例如在车载网络(can:controller area network)3中作为带终端电阻的滤波器而与对侧连接器85连接地使用。车载网络3如图11所示,对侧连接器85如图12所示。如图1至图9c所示,基板内置连接器1构成为具备链式端子(连结端子)5、壳体(例如内壳)7以及基板(电路基板)9。另外,也可以将基板内置连接器1称为与对侧连接器连接的电气部件。
28.在此,为了便于说明,将基板内置连接器1中的规定的一个方向设为纵向,将与纵向正交的规定的一方向设为横向,将与纵向和横向正交的方向设为前后方向。
29.链式端子5由金属等具备导电性的材料构成,构成为具备:连锁部(连结部;中间部)11、第一突片部13和第二突片部15。第一突片部13从连锁部11向规定的方向(例如前后方向的前侧)突出。第二突片部15从连锁部11向与第一突片部13突出的方向不同的方向(例如前后方向的后侧)突出。
30.连锁部11中的第一突片部13突出的部位的位置与连锁部11中的第二突片部15突出的部位的位置彼此不同。即,第一突片部13的基端(连锁部11与第一突片部13的交界)的位置与第二突片部15的基端(连锁部11与第二突片部15的交界)的位置例如在横向上彼此
不同。
31.内壳7由合成树脂等具备绝缘性的材料一体成型。在内壳7,以第一突片部13和第二突片部15从内壳7的壁部向内壳7的外部(例如前后方向)突出的方式一体地设置有链式端子5。
32.基板9例如通过焊接来与从内壳7的壁部突出的第二突片部15连接。另外,基板9向链式端子5的设置是在将链式端子5设置于内壳7之后进行。
33.在基板内置连接器1设置有外壳17、盖19以及铁氧体23。在外壳17一体地设置有盖19、铁氧体23、内壳组装体21(参照图8c)。内壳组装体21是设置有基板9和链式端子5的内壳7。外壳17由合成树脂等具备绝缘性的材料一体成型,盖19也由合成树脂等具备绝缘性的材料一体成型。
34.进一步说明,在内壳组装体21上一体地设置铁氧体23。通过将设置有铁氧体23的内壳组装体21和盖19设置于外壳17,从而得到基板内置连接器1。
35.在基板内置连接器1中,第一突片部13从外壳17的开口部(位于前侧的第一开口部)25露出。而且,如上所述,在第一突片部15连接有对侧连接器85的端子(例如阴型连接器的阴型端子)(参照图12)。
36.在基板内置连接器1中,基板9和第二突片部15的从基板9稍微向后侧突出的部位29从外壳17的另一个开口部(位于后侧的第二开口部)27露出。盖19以封闭第二开口部27的方式一体地设置于外壳17。通过使盖19封堵外壳17的第二开口部27,从而基板内置连接器1的基板9以及第二突片部15成为不从基板内置连接器1的外部露出的结构。
37.通过仅连锁部11与内壳7卡合(例如被压入),从而链式端子5与内壳7一体地设置。另外,也可以是通过连锁部11和连锁部11附近的各突片部13、15的部位与内壳7卡合,从而链式端子5设置于内壳7的结构。
38.链式端子5的连锁部11在规定的一个方向(例如横向)上变长。链式端子5的第一突片部13设置有1个或多个。第一突片部13在与连锁部11的长度方向正交的规定的另一个方向(例如前后方向)上从连锁部11朝向连锁部11的一侧即第一侧(例如前侧)突出。
39.在设置有多个第一突片部13的情况下,多个第一突片部13分别彼此分离且平行地从连锁部11突出。多个第一突片部13的突出长度例如彼此相等。
40.链式端子5的第二突片部15设置有1个或多个。第二突片部15在与连锁部11的长度方向正交的规定的另一个方向(例如前后方向)上从连锁部11朝向连锁部11的另一侧即第二侧(例如后侧)突出。
41.即使在设置有多个第二突片部15的情况下,多个第二突片部15分别彼此分离且平行地从连锁部11突出。多个第二突片部15的突出长度例如彼此相等。
42.当在突片部13、15的突出方向即规定的另一个方向(例如前后方向)观察链式端子5时,至少一部分第一突片部13的位置与至少一部分第二突片部15的位置相互不同。如图4所示,例如,多个第一突片部13的全部和第二突片部15的全部在连锁部11的长度方向即规定的一个方向(例如横向)上位于相互不同的位置。即,当在前后方向上观察时,多个第一突片部13中的任一个第一突片部13都不与多个第二突片部15中的任一个第二突片部15重叠。
43.另外,1个基板内置连接器1例如构成为具备:多个链式端子5、1个内壳7、1个基板9、1个外壳17和1个盖19。多个链式端子5各自的形状有时彼此不同,也存在彼此相同的情
况。并且,也存在多个链式端子5中的一部分的多个链式端子5彼此的形状相互相同的情况。
44.在此,参照图10对基板内置连接器1的链式端子5的制造方法进行说明。链式端子5通过中途成型品成型工序和链式端子成型工序来制造。
45.在中途成型品成型工序中,通过将具备规定的厚度和规定的宽度的细长的平板状的坯料31在该厚度方向上挖通(例如通过冲裁),从而成型中途成型品33。在图10中,在该厚度方向上观察坯料31等。
46.中途成型品33具备:形成连锁部11的细长的1个连锁部形成部35;从该连锁部形成部35突出的多个第一突片部13;以及从连锁部形成部35突出的多个第二突片部15。第一突片部13、第二突片部15形成为细长的四棱柱状。即,形成为方线材状。
47.在链式端子成型工序中,对于在中途成型品成型工序中形成的中途成型品33,至少切断或切除连锁部形成部35的一部分。通过进行该切断或切除,将连锁部形成部35在该长度方向上切断而形成多个连锁部11,由此得到多个链式端子5。
48.进一步说明,当在该厚度方向观察坯料31时,形成为具备规定的宽度尺寸而较长地延伸的细长的矩形状。另外,坯料31的宽度方向相当于基板内置连接器1的前后方向,坯料31的长度方向相当于基板内置连接器1的横向,坯料31的厚度方向相当于基板内置连接器1的纵向。
49.当在坯料31的厚度方向上观察中途成型品33时,连锁部形成部35形成为比坯料31细长(宽度尺寸的值小)的矩形状,在坯料31的宽度方向的中间部沿坯料31的长度方向较长地延伸。
50.当在坯料31的厚度方向上观察中途成型品33时,第一突片部13比连锁部形成部35细。另外,当在坯料31的厚度方向上观察中途成型品33时,第一突片部13从连锁部形成部35的宽度方向的一端即第一端(前侧的端)向坯料31的宽度方向的一侧(前侧)突出。当在坯料31的厚度方向上观察中途成型品33时,第一突片部13的顶端与坯料31的宽度方向的第一端(前端)对齐或位于第一端的附近的位置。第一突片部13设置有多个。另外,当在坯料31的厚度方向上观察中途成型品33时,多个第一突片部13在坯料31(连锁部形成部35)的长度方向上隔开一定的间隔地排列。
51.当在坯料31的厚度方向上观察中途成型品33时,中途成型品33中的第二突片部15与第一突片部13同样地比连锁部形成部35细。当在坯料31的厚度方向上观察中途成型品33时,第二突片部15从连锁部形成部35的宽度方向的另一端即第二端(后侧的端部)向坯料的宽度方向的另一侧(后侧)突出。当在坯料31的厚度方向上观察中途成型品33时,第二突片部15的顶端与坯料31的宽度方向的第二端(后端)对齐或位于第二端的附近的位置。第二突片部15设置有多个。另外,当在坯料31的厚度方向上观察中途成型品33时,多个第二突片部15在坯料31(连锁部形成部35)的长度方向上隔开与第一突片部13相同的一定的间隔地排列。
52.另外,从连锁部形成部35突出的第一突片部13的突出长度大于从连锁部形成部35突出的第二突片部15的突出长度。当在坯料31的厚度方向上观察中途成型品33时,则在坯料31的长度方向上,多个第一突片部13各自的位置与多个第二突片部15各自的位置相互不同。进一步说明的话,在连锁部形成部35(坯料31)的长度方向上,第二突片部15位于彼此相邻的2个第一突片部13的中央。换言之,在连锁部形成部35的长度方向上,第一突片部13位
于彼此相邻的2个第二突片部15的中央。
53.在链式端子成型工序中,例如以彼此邻接的3个第一突片部13和位于该3个第一突片部13之间的2个第二突片部15从连锁部11突出的方式来切断连锁部形成部35。之后,在链式端子成型工序中,除去2个第二突片部15中的1个第二突片部15(参照图10的斜线部39)。由此,得到图10所示的链式端子5a。
54.另外,在链式端子成型工序中,例如以彼此邻接的多个第一突片部13中的一个第一突片部13和与该1个第一突片部13邻接的1个第二突片部15从连锁部11突出的方式,切断连锁部形成部35(参照图10的斜线部37)。由此,得到图10所示的链式端子5b。
55.在此,对基板内置连接器1进一步详细地进行说明。
56.外壳17构成为具备外壳主体部41、第一筒状部43和第二筒状部45。第一筒状部43形成为矩形的筒状,第二筒状部45也形成为矩形的筒状,第一筒状部43的筒的中心轴与第二筒状部45的筒的中心轴相互一致且沿前后方向延伸。第一筒状部43从外壳主体部41向前侧突出,第二筒状部45从外壳主体部41向后侧突出。
57.外壳主体部41例如形成为平板状,在前后方向上位于第一筒状部43与第二筒状部45之间,划分第一筒状部43的内部的空间和第二筒状部45的内部的空间。
58.在外壳17设置有内壳设置部51、内壳卡止部53以及盖卡止部55。另外,在外壳主体部41设置有供链式端子5的第一突片部13贯通的贯通孔。
59.内壳7具备底壁部57和侧壁部59,形成为大致矩形的斗状。侧壁部59从底壁部57向前侧突出。另外,在内壳7设置有突出部61。突出部61例如在横向的两端部从底壁部57向后侧突出。
60.在底壁部57设置有将其壁部在前后方向上贯通的贯通孔63,贯通孔63的前侧部位成为供链式端子5的连锁部11压入的连锁部压入部69。链式端子5的第二突片部15贯通于贯通孔63的后侧部位。在比将链式端子5的连锁部11压入的连锁部压入部69靠前侧的部位设置有铁氧体设置部71,该铁氧体设置部71设置有铁氧体23,该铁氧体23设置有贯通孔65。
61.在内壳7设置有被卡止部67,在内壳7设置于外壳17时,被卡止部67卡止于内壳卡止部53。而且,成为防止内壳7从外壳17脱落的结构。
62.在链式端子5和铁氧体23设置于内壳7的状态下,连锁部11被压入到连锁部压入部69。另外,在上述状态下,第一突片部13从内壳7向前侧突出,第二突片部15从内壳7向后侧突出。而且,在上述状态下,第一突片部13将铁氧体23的贯通孔65贯通,第一突片部13还从铁氧体23向前侧突出。
63.基板9构成为具备矩形板状的基板主体部73、电路图案75以及电子部件77。另外,通过使电路图案75的一部分与链式端子5的第二突片部15的顶端部(后端部)连接,从而基板9设置于链式端子5。另外,如图5、图6等所示,由于链式端子5的第二突片部15的部位29从基板9稍微向后侧突出,因此容易在基板9的后侧的面(背面)确保用于设置电子部件77的空间。
64.而且,在前后方向上,链式端子5的第二突片部15的顶端(后端)可以位于与基板主体部73的后端的平面相同的位置,也可以位于比基板主体部73的后端的平面靠前侧的位置。基板主体部73的后端的平面是指基板主体部73的厚度方向的一个面即朝向后侧的面。
65.盖19构成为具备用于将第二筒状部45的开口部封闭的盖主体部80和与外壳17的
盖卡止部55卡止的被卡止部79。在盖19设置于外壳17时,被卡止部79卡止于盖卡止部55,成为防止盖19从外壳17脱落的结构。
66.另外,如已经理解的那样,基板9经由链式端子5一体地设置于内壳7。
67.进一步说明,由外壳17、内壳7和盖19形成封闭空间81。链式端子5的第二突片部15在该封闭空间81内突出。该突出的第二突片部15与外壳17和盖19分离。基板9与第二突片部15接合,并且与外壳17和盖19分离。由此,即使对基板内置连接器1的外表面施加力,该力也不会传递到基板9。
68.另外,在基板内置连接器1中,外壳17与内壳7相互直接接合而一体化,内壳7与链式端子5相互直接接合而一体化。另外,在基板内置连接器1中,链式端子5与基板9相互直接接合而一体化。
69.接着,参照图8a-c、图9a-c对基板内置连接器1的组装顺序进行说明。
70.首先,如图8a所示,在内壳7设置链式端子5。该链式端子5的设置通过使链式端子5相对于内壳7向后侧移动来设置。接着,如图8b所示,在链式端子5上设置基板9。该基板9的设置通过使基板9相对于链式端子5向前侧移动来设置。接着,如图8c所示,在内壳7(内壳组装体21)设置铁氧体23。该铁氧体23的设置通过使铁氧体23相对于内壳组装体21向后侧移动来设置。
71.接着,如图9a所示,将内壳7(内壳组装体21和铁氧体23)设置于外壳17。该内壳组装体21的设置通过使内壳组装体21相对于外壳17向前侧移动来设置。接着,如图9b所示,通过在外壳17设置盖19,如图9c所示,能够得到基板内置连接器1。盖19的设置通过将盖19相对于外壳17向前侧移动来设置。
72.接着,参照图12对基板内置连接器1向线束83的设置进行说明。
73.首先,在基板内置连接器1设置对侧连接器85。电线等配线87从对侧连接器85延伸。接着,使用带89等基板内置连接器设置体,将基板内置连接器1设置于线束83等被设置材料。另外,基板内置连接器1向线束83的设置例如通过将带89卷绕于线束83和与线束83接触的基板内置连接器1来设置。
74.另外,在基板内置连接器1的外壳17设置有例如形成为环状(矩形的筒状)的外壳设置部91。也可以通过将绳状的设置部件(未图示)穿过该环状的外壳设置部91,进而将上述设置部件捆绑或卷绕于线束83,从而将基板内置连接器1设置于线束83。
75.基板内置连接器1构成为具备链式端子5、内壳7以及基板9。链式端子5具备连锁部11、从该连锁部11突出的第一突片部13、以及从连锁部11向与第一突片部13不同的方向突出的第二突片部15。在内壳7上,以第一突片部13和第二突片部15突出的方式设置有链式端子5。基板9与从内壳7突出的第二突片部15连接。
76.通过这样构成,能够使基板9的尺寸小型化。通过使基板9的尺寸小型化,从而能够使基板内置连接器1的外形收纳于实用的尺寸、形状。
77.即,通过在链式端子5设置连锁部11,将链式端子5作为连结端子形态使链式端子5的连锁部11具有基板9的电路接合功能,由此能够在基板9的任意位置连接端子(第二突片部15)。即,通过自由地设定第二突片部15相对于基板9以及第一突片部13的位置,能够使基板9的尺寸小型化。
78.而且,由于能够将链式端子5(第二突片部15)与基板9的连接数量设为最小限度,
因此容易确保基板焊盘之间的间距。另外,能够确保与连接于第一突片部13的通用产品阴型连接器(对侧连接器)85的互换性。即,能够确保与通用产品的对侧连接器85的连接。另外,在将链式端子5压入内壳7后,无需追加进行端子的弯曲加工。
79.接着,对比较例进行说明。比较例所涉及的基板内置连接器具备:弯曲成“l”字状的多个方线材;保持该方线材的框体;以及在方线材的从该框体突出的部位设置的基板。
80.比较例所涉及的基板内置连接器构成为具备外壳、内壳、端子以及基板。作为端子,使用形成为细长的四棱柱状的金属制的方线材。设置有多个端子,各端子例如通过压入而设置于内壳。端子的一个端部即第一端部从内壳的一个端面即第一端面突出。另外,端子的另一个端部即第二端部从内壳的另一个端面即第二端面突出。
81.基板设置在端子的第二端部。设置有端子和基板的内壳被设置于外壳内。在外壳设置有2个筒状部。在两个筒状部中的一个筒状部即第一筒状部内配置有端子的从内壳突出的第一端部。在两个筒状部中的另一个筒状部即第二筒状部内配置有端子的从内壳突出的第二端部和基板。
82.然而,在比较例所涉及的基板内置连接器中,由于将多根端子全部与基板连接,因此需要用于将端子与基板连接的面积。即,需要将多根端子全部隔开规定的间隔(以规定的间距)地与基板连接,因此需要增大在厚度方向上观察时的基板。
83.作为与基板内置连接器连接的对侧连接器,一般使用通用产品,因此难以变更各端子间的间距来使基板的面积小型化。
84.在本实施方式所涉及的基板内置连接器1中,构成为通过将链式端子5的连锁部11压入到内壳7,从而将链式端子5设置于内壳7。通过这样构成,在将链式端子5压入内壳7时,只要对连锁部11施加载荷即可,能够防止因压入载荷引起的链式端子5(特别是突片部13、15)的变形。
85.另外,在基板内置连接器1中,在前后方向上观察,至少一部分第一突片部13的位置与至少一部分第二突片部15的位置相互不同。由此,能够任意地改变第二突片部15相对于第一突片部13的位置,能够使上述的基板9的小型化,并且能够使用作为通用产品的对侧连接器85。
86.另外,基板内置连接器1的链式端子5是经由中途成型品成型工序和链式端子成型工序而制造的。在中途成型品成型工序中,对细长的平板状的坯料31进行冲裁而成型具备连锁部形成部35、多个第一突片部13和多个第二突片部15的中途成型品33。在链式端子成型工序中,将中途成型品33的连锁部形成部35的一部分切断等来成型链式端子5。由此,能够提高链式端子5的制造效率。
87.另外,在上述说明中,通过对平板状的坯料31进行冲裁,从而链式端子5形成为平板状的规定形状(在厚度方向上观察为规定形状)。即,链式端子5形成为二维形状。与此相对,如图13所示,例如也可以将链式端子5的连锁部11折弯等,将链式端子5形成为三维形状。在该变形例中,多个第一突片部13的全部和第二突片部15的全部在横向上位于彼此不同的位置。即,当在前后方向上观察时,多个第一突片部13中的任一个第一突片部13都不与多个第二突片部15中的任一个第二突片部15重叠。
88.以上,对本发明的几个实施方式进行了说明,但这些实施方式是作为例子而提出的,并不意图限定发明的范围。这些新的实施方式能够以其他各种方式实施,在不脱离发明
的主旨的范围内,能够进行各种省略、置换、变更。这些实施方式及其变形包含在发明的范围或主旨中,并且包含在权利要求书所记载的发明及其均等的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。