1.本实用新型涉及汽车散热器水室扣压机。
背景技术:
2.汽车散热器水室一般包括散热器芯体和水室,水室一般安装在散热器芯体的侧部,并被散热器芯体侧部的爪齿或者扣件牢牢钩住,使得水室与芯体紧密组合成一体,形成密闭的容器。现有的爪齿或者扣件扣压工序大部分采用人工操作扣压,或者借助简易手动扣压装置进行扣压,然而,这种方式的扣压工艺,不仅加工效率低,加工时间长,难以适应流水线的快速加工需求,还造成产品的质量不稳定,亟需改进。
技术实现要素:
3.本实用新型为解决上述技术问题,提出一种能够提高加工效率和质量的汽车散热器水室扣压机。
4.汽车散热器水室扣压机,包括机架、侧部扣压部件、后端部扣压部件和前端部扣压部件。
5.机架,包括两个间隔设置的安装平台。
6.两组侧部扣压部件,分别安装在两所述安装平台上,平行间隔且相对设置。所述侧部扣压部件包括至少一个扣压机构。
7.后端部扣压部件,安装在所述安装平台上,且位于两组侧部扣压部件的间隔终端。所述后端部扣压部件包括至少一个扣压机构。
8.前端部扣压部件,安装在所述安装平台上。所述前端部扣压部件包括至少一个扣压机构和移动座,所述移动座带动所述前端部扣压部件的扣压机构靠近或者远离两组侧部扣压部件的间隔起点。
9.使用时,将待加工的汽车散热器放入两组侧部扣压部件的间隔,启动各个扣压机构先后或者同时对汽车散热器上的扣件进行折弯,让扣件能够将水室与散热器芯体牢牢扣合一起,自动化程度高,加工效率高,且加工效果稳定可靠,产品的质量稳定性得到提高。
10.优选的,所述扣压机构包括底座、侧板压紧块、扣压组件和驱动组件。
11.所述底座安装在安装平台上或者通过移动座安装在安装平台上。
12.所述侧板压紧块通过第一水平轨道安装在底座上,朝向两组所述侧部扣压部件的间隔的一端为前端,前端设有压紧头部,能够前进并顶住扣件底部的板件,防止扣件在被折弯时,板件或者板件与扣件的连接部位变形。
13.所述扣压组件包括移动板和扣压块。所述移动板通过第二水平轨道安装在侧板压紧块上,且所述第二水平轨道平行于第一水平轨道。所述扣压块的前端铰接安装在移动板上,且所述铰接轴垂直第一水平轨道。所述扣压块的前端设有扣压头部,所述扣压头部在压紧头部的上方。
14.所述驱动组件安装在底座上,工作时,所述驱动组件带动所述侧板压紧块和扣压
组件在水平方向上往复移动,即所述侧板压紧块前进顶住或者远离松开连接扣件的板件,所述扣压组件前进并通过扣压头部顶弯扣件或者后退并从扣件上退出。所述驱动组件还带动所述扣压块绕着铰接轴转动,所述扣压块带动扣压头部下压被折弯的扣件,让扣件进一步扣合到位。
15.优选的,所述压紧头部的底部安装在侧板压紧块的前端部,顶部向外折弯,且顶部的端部形成竖直平整的顶压面,所述顶压面的底部设有支撑台阶。所述扣压头部的底部安装在移动板的前端,顶部向外延伸,且延伸部的前端面形成折弯面,延伸部的底面形成压紧面。
16.优选的,所述侧板压紧块的前端部设有限位挡块。所述驱动组件顶推所述扣压组件前进,所述扣压组件顶住限位挡块并顶推所述侧板压紧块前进,通过设置限位挡块,能够让驱动组件只推动扣压组件即可,实现精简机构。
17.所述驱动组件包括驱动件和顶推块,所述驱动件连接并带动顶推块上下往复移动。所述移动板的后端从侧板压紧块的后端延伸出,所述扣压块的后端从移动板的后端延伸出。所述顶推块设置在扣压块后端的下方,所述顶推块的顶面为顶起面,所述顶推块在朝向移动板的后端处设有推动斜面,所述推动斜面位于移动板的后端面的下方。工作时,所述顶推块向上移动,所述推动斜面接触并推动扣压组件和侧板压紧块前进,所述顶推块继续向上移动,所述顶起面接触并顶起扣压块的后端,所述扣压头部绕着转轴线下移动。
18.优选的,所述扣压块上设有第一调节结构,所述第一调节结构包括第一调节螺孔和第一调节螺杆。所述第一调节螺孔设置在扣压块与移动板重合的位置,所述第一调节螺杆拧入第一调节螺孔并顶住移动板,通过调节第一调节螺杆伸出第一调节螺孔并顶住移动板的伸出长度,控制扣压块的起始翘起角度,例如,当扣件的长度较短时,就需要扣压块的起始翘起角度大点,才能够让扣压头部在前进时顶弯扣件,如果角度太小,扣压头部的位置偏高,则无法顶到扣件,会导致下一步的下压动作让扣件外翻。
19.所述扣压块上设有第二调节结构,所述第二调节结构包括第二调节螺孔和第二调节螺杆。所述第二调节螺孔设置在扣压块与顶推块接触的位置,所述第二调节螺杆拧入第二调节螺孔并指向顶推块。通过调整第二调节螺杆向下伸出扣压块的长度,能够在顶推块行程不变的情况下,调整扣压块被顶起翻转的角度。
20.优选的,所述移动板朝向推动斜面的位置设有滚轮,能够减少移动板与顶推块之间的摩擦。
21.所述驱动件为气缸或者包含齿轮齿条的电机驱动件,且相邻的所述扣压机构的驱动件可以采用同一个,精简机构。
22.优选的,所述侧板压紧块与底座之间设有复位弹簧。所述移动板和侧板压紧块之间设有复位弹簧,当驱动组件撤掉驱动力时,侧板压紧块和移动板都能够各自复位,等待下一次动作。
23.优选的,所述移动座通过安装在安装平台上的驱动电机带动,当工件放置在加工位置时,能够自动靠近工件。
24.优选的,还包括按压固定部件,能够将待加工的汽车散热器水室按压住,让水室和散热器芯体稳定对接。所述按压固定部件包括按压块和气缸。所述机架包括顶架,所述气缸安装在顶架上,活塞杆竖直朝下并指向两组所述侧部扣压部件的间隔,所述按压块安装在
活塞杆的端部,工作时,气缸带动按压块上下移动,以按住或者松开工件。
25.优选的,所述按压固定部件还包括水平调整组件,所述水平调整组件包括滑杆、水平架、套筒、丝杠螺母和调整电机。所述滑杆有两根,间隔平行安装在所述顶架上,且垂直于两组所述侧部扣压部件的间隔。所述水平架的两侧通过侧部导孔滑动安装在滑杆上,气缸安装在所述水平架的底部。所述套筒平行于滑杆,且一端固定于水平架的侧部,另一端连接螺母并对接丝杠。所述调整电机连接并带动所述丝杠转动。
26.由上述对本实用新型的描述可知,本实用新型具有以下有益效果:
27.1、通过设置侧部扣压部件、后端部扣压部件和前端部扣压部件,能够自动将汽车散热器水室周部的扣件都扣压,解决了传统手工扣压和工具扣压带来的加工效率低,加工质量不稳定的问题;
28.2、设置结构精简的扣压机构,能够大幅度减少设备成本,且提高组装和维护效率;
29.3、设置的扣压机构,其工作时,由单个驱动件带动多个动作,实现动作步骤精简且统一连贯,不仅能够降低成本,提高加工效率,还能够让加工步骤依次有序进行,提高了设备的可靠性,减少待加工件的损坏;
30.4、通过在扣压机构中设置侧板压紧块,能够在折弯扣件的同时,将扣件底部的连接板件压紧,防止板件变形或者连接部位变形,提高组装产品的质量,降低产品报废率;
31.5、对扣件具有两个步骤,先是预折弯,再对折弯的扣件进一步折弯以扣紧水室,通过多步进行扣件扣压,能够减少一步到位扣压所带来的扣压不紧或者扣件受力过大损坏的情况;
32.6、通过设置第一调节结构和第二调节结构,能够对扣压机构的初始角度和被顶起后的最终角度进行微调,以适应不同长短或者不同高低的扣件,提高设备的实用性;
33.7、通过在移动板的尾部设置滚轮,能够减少扣压机构中驱动件与移动板的摩擦,减少材料损耗,提高设备使用寿命,且减少设备工作时带来的噪音;
34.8、通过设置按压固定部件,能够让水室和散热器芯体在扣合之前保持对接状态,为接下去的扣合扣件工作做好准备,同时,也能够在扣合时,减少散热器上面的振动,或者避免水室和散热器芯体在扣合时受力偏移。
附图说明
35.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
36.其中:
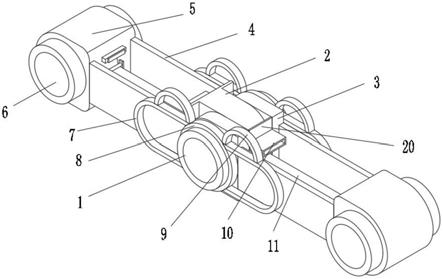
37.图1是汽车散热器水室扣压机的轴侧视图一;
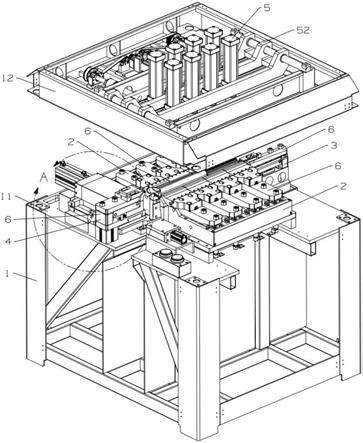
38.图2是汽车散热器水室扣压机的轴侧视图二;
39.图3是汽车散热器水室扣压机的正视图;
40.图4是汽车散热器水室扣压机的侧视图;
41.图5是汽车散热器水室扣压机的俯视图;
42.图6是图1中a部的局部放大图(前端部扣压部件);
43.图7是前端部扣压部件的扣压机构的轴侧视图一;
44.图8是前端部扣压部件的扣压机构的轴侧视图二;
45.图9是前端部扣压部件的扣压机构的正视图;
46.图10是前端部扣压部件的扣压机构的俯视图;
47.图11是前端部扣压部件的扣压机构的剖视图;
48.图1到图11中的标识分别是:机架1、安装平台11、顶架12、侧部扣压部件2、后端部扣压部件3、前端部扣压部件4、移动座41、按压固定部件5、压块51、水平调整组件52、扣压机构6、底座61、第一水平轨道611、侧板压紧块62、顶压面621、支撑台阶622、第二水平轨道623、限位挡块624、扣压组件63、移动板631、扣压块632、折弯面6321、压紧面6322、第一调节螺杆6323、第二调节螺杆6324、驱动组件64、驱动件641、顶推块642、顶起面6421、推动斜面6422。
具体实施方式
49.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
50.请参阅图1到图11,汽车散热器水室扣压机,包括机架1、侧部扣压部件2、后端部扣压部件3、前端部扣压部件4和按压固定部件5。
51.水室机架1包括两个间隔设置的安装平台11和顶架12。
52.侧部扣压部件2有两组,分别安装在两安装平台11上,平行间隔且相对设置。侧部扣压部件2包括四个扣压机构6,在其他实施例中,可以是其它数量的扣压机构6。
53.后端部扣压部件3安装在安装平台11上,且位于两组侧部扣压部件2的间隔终端。后端部扣压部件3包括一个扣压机构6。
54.前端部扣压部件4安装在安装平台11上。前端部扣压部件4包括一个扣压机构6和移动座41,移动座41带动前端部扣压部件4的扣压机构6靠近或者远离两组侧部扣压部件2的间隔起点。
55.以下介绍本实施例采用的扣压机构6,以前端部扣压部件4的扣压机构6为例,其它部位的扣压机构6只是在底座61形状或者其它部件的尺寸上稍有改进,工作原理相同,请参阅图7到图11:
56.扣压机构6包括底座61、侧板压紧块62、扣压组件63和驱动组件64。
57.具体的,底座61安装在安装平台11上或者通过移动座41安装在安装平台11上。
58.侧板压紧块62通过第一水平轨道611安装在底座61上,朝向两组侧部扣压部件2的间隔的一端为前端,前端设有压紧头部,能够前进并顶住扣件底部的板件,防止扣件在被折弯时,板件或者板件与扣件的连接部位变形。
59.本实施例中,压紧头部的底部安装在侧板压紧块62的前端部,顶部向外折弯,且顶部的端部形成竖直平整的顶压面621,顶压面621的底部设有支撑台阶622。
60.扣压组件63包括移动板631和扣压块632。移动板631通过第二水平轨道623安装在侧板压紧块62上,且第二水平轨道623平行于第一水平轨道611。扣压块632的前端铰接安装在移动板631上,且铰接轴垂直第一水平轨道611。扣压块632的前端设有扣压头部,扣压头部在压紧头部的上方。
61.本实施例中,扣压头部的底部安装在移动板631的前端,顶部向外延伸,且延伸部的前端面形成折弯面6321,延伸部的底面形成压紧面6322。
62.驱动组件64安装在底座61上,工作时,驱动组件64带动侧板压紧块62和扣压组件63在水平方向上往复移动,即侧板压紧块62前进顶住或者远离松开连接扣件的板件,扣压组件63前进并通过扣压头部顶弯扣件或者后退并从扣件上退出。驱动组件64还带动扣压块632绕着铰接轴转动,扣压块632带动扣压头部下压被折弯的扣件,让扣件进一步扣合到位。
63.为了能够让结构更加精简,让一个驱动件能够带动多个工作进行,优选的,侧板压紧块62的前端部设有限位挡块624。驱动组件64顶推扣压组件63前进,扣压组件63顶住限位挡块624并顶推侧板压紧块62前进,通过设置限位挡块624,能够让驱动组件64只推动扣压组件63即可。同时,移动板631的后端从侧板压紧块62的后端延伸出,扣压块632的后端从移动板631的后端延伸出。
64.对应的,驱动组件64包括驱动件641和顶推块642,这里的驱动件641为气缸,驱动件连接并带动顶推块642上下往复移动。顶推块642设置在扣压块632后端的下方,顶推块642的顶面为顶起面6421,顶推块642在朝向移动板631的后端处设有推动斜面6422,推动斜面6422位于移动板631的后端面的下方,移动板631设有滚轮,能够减少移动板631与顶推块642之间的摩擦。工作时,顶推块642向上移动,推动斜面6422接触并推动扣压组件63和侧板压紧块62前进,顶推块642继续向上移动,顶起面6421接触并顶起扣压块632的后端,扣压头部绕着转轴线下移动。
65.从而,一个驱动件能够带动三个动作:顶住板件动作、初步折弯扣件动作,再次折弯扣件动作。
66.为了能够在驱动组件64撤掉驱动力时,侧板压紧块62和移动板631都能够各自复位,等待下一次动作,侧板压紧块62与底座61之间设有复位弹簧,移动板631和侧板压紧块62之间设有复位弹簧。
67.本实施例中,为了提高设备对不同尺寸的扣件的适应性,提高设备的实用性,扣压块632上设有第一调节结构,第一调节结构包括第一调节螺孔和第一调节螺杆6323。第一调节螺孔设置在扣压块632与移动板631重合的位置,第一调节螺杆6323拧入第一调节螺孔并顶住移动板631,通过调节第一调节螺杆6323伸出第一调节螺孔并顶住移动板631的伸出长度,控制扣压块632的起始翘起角度,例如,当扣件的长度较短时,就需要扣压块632的起始翘起角度大点,才能够让扣压头部在前进时顶弯扣件,如果角度太小,扣压头部的位置偏高,则无法顶到扣件,会导致下一步的下压动作让扣件外翻。
68.扣压块632上还设有第二调节结构,第二调节结构包括第二调节螺孔和第二调节螺杆6324。第二调节螺孔设置在扣压块632与顶推块642接触的位置,第二调节螺杆6324拧入第二调节螺孔并指向顶推块642。通过调整第二调节螺杆6324向下伸出扣压块632的长度,能够在顶推块642行程不变的情况下,调整扣压块632被顶起翻转的角度。
69.按压固定部件5能够将待加工的汽车散热器水室按压住,让水室和散热器芯体稳定对接。按压固定部件5包括按压块51、气缸和水平调整组件52。
70.水平调整组件52包括滑杆、水平架、套筒、丝杠螺母和调整电机。滑杆有两根,间隔平行安装在顶架12上,且垂直于两组侧部扣压部件2的间隔。水平架的两侧通过侧部导孔滑动安装在滑杆上,气缸安装在水平架的底部。套筒平行于滑杆,且一端固定于水平架的侧
部,另一端连接螺母并对接丝杠。调整电机连接并带动丝杠转动,从而调整水平架的水平位置。气缸安装在水平架的底部,可以设置多个气缸,活塞杆竖直朝下并指向两组侧部扣压部件2的间隔,按压块51安装在活塞杆的端部,工作时,气缸带动按压块51上下移动,以按住或者松开工件。
71.使用时,将待加工的汽车散热器放入两组侧部扣压部件2之间,由按压固定部件5按压住,启动各个扣压机构6先后或者同时对汽车散热器上的扣件进行折弯,让扣件能够将水室与散热器芯体牢牢扣合一起,自动化程度高,加工效率高,且加工效果稳定可靠,产品的质量稳定性得到提高。
72.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。