1.本实用新型涉及个人防护用品领域,更具体地涉及一种粘贴式口罩。
背景技术:
2.目前新冠病毒在全球蔓延,很多人使用平面型的外科口罩对抗病毒。然而外科口罩的泄漏率高,而且外科口罩通常由三层材料组成,呼吸阻力较大,会造成不舒适;此外,耳带式口罩戴久了会造成耳朵不适。外科口罩的中间一层为主要过滤层,内外两层是纺粘无纺布,尽管也有过滤效果,但主要是对口罩起到支撑保护作用。
3.外科口罩的泄露主要是因为口罩四周和面部贴合不够密切造成的。专利cn205143566u提供了一种无绳口罩,由三层材料构成。该专利通过解决了耳带式口罩造成耳部不适的问题,同时减少了口罩的泄露。但其三层材料带来较大呼吸阻力,同时也增加了口罩的成本,也带来了更多塑料污染。
技术实现要素:
4.本实用新型为了克服常规口罩泄露率高、呼吸阻力大和佩戴不舒适等问题,提供了一种低成本、低泄漏率、低呼吸阻力、舒适度高的粘贴式口罩。
5.所述口罩包括过滤件、支撑件和粘贴件;所述支撑件包括支撑架,保持所述口罩为碗状;所述粘贴件设置于所述口罩的内侧的边缘;所述过滤件由熔喷无纺布制成。
6.在一种实施方式中,所述过滤件为单层或双层结构。
7.在一种实施方式中,所述过滤件的每层在32l/min的气流下对平均粒径为0.3微米的颗粒物的过滤效率大于80%。
8.在一种实施方式中,所述支撑架包含至少两条交叉的支撑条。
9.在一种实施方式中,所述支撑件包含支撑环,设置于口罩四周边缘,并与脸部形状相适应。
10.在一种实施方式中,所述支撑件设置于所述过滤件的内侧。
11.在一种实施方式中,所述支撑件由聚合物和金属的一种或几种材料制成。
12.在一种实施方式中,所述支撑件由框架结构的支撑片和所述过滤件连接制成。
13.在一种实施方式中,所述支撑片由纺粘无纺布制成。
14.在一种实施方式中,所述支撑片和所述过滤件通过超声波焊接方式相熔接。
15.在一种实施方式中,所述粘贴件为环状。
16.在一种实施方式中,所述纺粘无纺布包含聚丙烯(pp)纤维、聚乙烯(pe)纤维、聚酯纤维、聚酰胺纤维、聚丙烯酸纤维和粘胶纤维的一种或几种。
17.在一种实施方式中,所述粘贴件包含压敏胶和凝胶的一种或两种。
18.在一种实施方式中,所述口罩包括离型膜,覆盖在所述粘贴件上。
19.本实用新型和现有技术相比,有明显的优点和有益效果:
20.1)使用支撑件代替常规口罩中的内外两层无纺布层,为口罩提供支撑,具有碗状
立体结构,大幅降低了呼吸阻力,提升了口罩的舒适度。
21.2)使用环状的粘贴件取代口罩束紧带,既大幅提升了口罩的气密性,也避免了束紧带佩戴时产生的不适,提升了口罩的舒适度。
22.3)相比常规口罩,少了内外两层无纺布层、鼻梁条和束紧带,制造更简单,大幅降低了成本
23.4)相比常规外科口罩或n95口罩,减少了70%以上的塑料使用量,且方便回收,更为环保。
24.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
25.为更清楚地阐述本实用新型的结构特征和功效,以下结合附图与具体实施例来对本实用新型进行详细说明。需要指出的是,各附图的比例出于清楚说明的目的有可能不一样,但这并不会影响对本实用新型的理解。附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。
附图说明
26.图1是第一实施例的口罩的背面结构示意图(不含离型膜);
27.图2是第一实施例的口罩的分解示意图;
28.图3是第一实施例的过滤件的过滤片的示意图;
29.图4是第一实施例的口罩的边缘的侧面剖析图
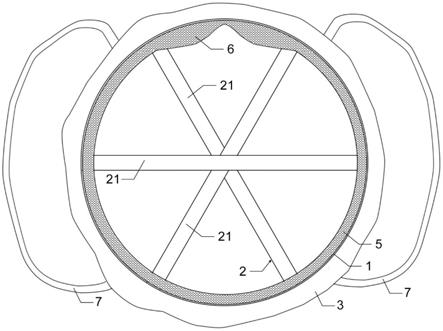
30.图5是第二实施例的口罩的正面示意图;
31.图6是第二实施例的支撑件正面示意图;
32.图7是第二实施例的口罩的分解示意图;
33.图8是第二实施例的口罩的边缘的侧面剖析图;
34.图9是第三实施例的口罩的正面示意图;
35.图10是第三实施例的支撑片的示意图;
36.图11是第三实施例的口罩的分解示意图;
37.图12是第三实施例的口罩的边缘的侧面剖析图;
38.图13是第四实施例的支撑片的示意图;
39.图14是第四实施例的口罩的正面示意图;
40.图15是第五实施例的支撑架的示意图;
41.图16是第五实施例的粘贴件的示意图。
42.附图标识:
43.1、过滤件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、粘贴件
44.4、离型膜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、过滤片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、支撑架
45.21、纵向支撑条
ꢀꢀꢀꢀꢀꢀꢀ
22、横向支撑条
ꢀꢀꢀꢀꢀ
23、支撑环
46.231、连接端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232、过滤件和支撑环的环状熔接部分
47.24、支撑片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
241、纵向带
48.31、基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32、胶层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311、无胶区
49.321、压敏胶区
ꢀꢀꢀꢀꢀꢀꢀꢀ
322、凝胶区
具体实施方式
50.术语
51.在本实用新型的描述中,需要说明的是,术语仅是为了便于描述本实用新型和简化描述,不能理解为对本实用新型的限制。
52.如本文所用,术语“过滤件”是指口罩中过滤空气的部件;比如常规外科口罩的过滤件有三层结构,中间一层熔喷布为主要过滤层。
53.如本文所用,术语“支撑架”是指由多条支撑条组成的架子;最简单的支撑架是两条支撑条交叉而成;支撑架也包括框架结构,比如由环形支撑条(支撑环)和其他支撑条组成的框架。
54.如本文所用,术语“脸部”是指包括颧骨、脸颊、下巴、鼻子。
55.如本文所用,术语“内侧”是指佩戴时,朝向使用者脸部的一面。
56.如本文所用,术语“外侧”是指佩戴时,背向使用者脸部的一面。
57.如本文所用,术语“纵向”是佩戴时对应于头部上下方向。
58.如本文所用,术语“横向”是佩戴时对应于头部左右方向。
59.以下结合具体实施例来进一步解释本实用新型。
60.本实用新型的第一实施例提供了一种口罩,图1至图4显示出该口罩的结构。该口罩包括过滤件1、支撑件2、粘贴件3和离型膜4。过滤件1由单层熔喷无纺布制成,过滤效率大于99%(空气流量32l/min下对平均粒径为0.3微米的颗粒物的过滤效率)。过滤件1是由图3所示的两片镜像对称的过滤片11的边缘连接而成,本实施例是以超声波焊接方式将两片过滤片11的对应边缘熔接在一起,也可通过粘贴胶连接边缘。
61.如图1和图2所示,本实施例中的支撑件2包括支撑架20,是由一条纵向支撑条21和一条横向支撑条22以十字方式交叉构成。支撑条是聚对苯二甲酸乙二醇酯(pet)片裁剪而成,弯曲时具有张力,这样两条十字相交的支撑条将过滤件1支撑成立体的碗状,并在使用者呼吸时也能保持碗状。如果没有支撑件,过滤件由于过于柔软,不能靠自身维持口罩的立体结构,在吸气时立体结构会坍塌,造成吸气阻力大增甚至无法正常呼吸。支撑件2可粘贴在过滤件1内侧使用。
62.图4显示第一实施例的口罩的边缘为三层结构,依次为过滤件1、粘贴件3和离型膜4。本实施例中的粘贴件3环绕口罩四周边缘,为环状,并和脸部形状相适应。粘贴件3是将压敏胶涂覆在过滤件1四周边缘制成。压敏胶为丙烯酸酯类压敏胶,也可采用橡胶类压敏胶。粘贴件3的内侧覆盖了离型膜4,易于剥离。使用时揭开离型膜4,将口罩中包含粘贴件3的一面朝向脸部,粘贴在脸部即可使用。
63.相比第一实施例,第二实施例的支撑件2除了包括图1中的支撑架20,还增加了支撑环23,支撑环23由纺粘无纺布制成。图6显示了支撑件2的正面结构,支撑环23环绕口罩四周边缘,有四个凸起的连接端231,分别连接一条纵向支撑条21和一条横向支撑条22,可通过热熔或胶粘方式连接。除连接端231以外,支撑环23的环形部分和过滤件1的边缘通过超声波焊接方式熔接在一起,形成如图5所示的过滤件和支撑环的环状熔接部分232,包含多个小正方形的焊接点。
64.如图7和图8所示,本实施例的粘贴件3覆在支撑环23上。本实施例的粘贴件3是双面胶,基材31为泡棉,两面都覆盖胶层32,由压敏胶制成。在将口罩的过滤件1和支撑件2的边缘熔接后,将表面覆盖离型膜4的粘贴件3的一面粘贴在支撑环23上即可完成粘贴式口罩的制作。图8显示口罩边缘为六层结构,依次为过滤件1、支撑环23、胶层32、基材31、胶层32和离型膜4。支撑环23可增强口罩边缘的强度,避免使用时被撕裂;同时也固定了纵向支撑条和横向支撑条,使口罩的立体结构更稳定。本实施例的过滤件和第一实施例相同,为单层熔喷无纺布。
65.图9至图12显示了第三实施例的结构。第三实施例采用如图10的镜像对称的两片支撑片24制作支撑件,支撑片24为中间镂空的框架,材质为纺粘无纺布。本实施例使用了四片支撑片24,两组镜像对称。先将两片相同的支撑片24放在同样外形的过滤片的内外两侧,使用超声波将除纵向带241以外的部分焊接在一起;再按同样的方法将另两片相同的支撑片24和另一片对应的过滤片焊接在一起;最后将以上四片支撑片的纵向带241和两片过滤片的对应部位焊接在一起,形成图9和图11所示的纵向支撑条21。支撑片24的其余部分通过超声波和过滤件1焊接后形成多条横向支撑条22和支撑环23。
66.本实施例中四片支撑片24和过滤片11通过超声波焊接后形成框架式的支撑架。这种方式制造的口罩,口罩立体结构更稳定,使用过程中过滤件更不容易被撕裂;同时过滤件只使用了单层熔喷无纺布(过滤性能和第一实施例相同),呼吸阻力低。
67.图12显示本实施例的口罩边缘为多层结构,依次为支撑环23、过滤件1、支撑环23、粘贴件3和离型膜4。粘贴件3既可为不含基材的粘贴胶,也可为含基材的双面胶。
68.和第三实施例一样,第四实施例也采用支撑片制造支撑件,但只使用两片。如图13所示,相比第三实施例,每片支撑片24多了两条纵向的支撑条,这样在保证口罩强度下,可减少支撑片的用量,但增加了超声波焊接的面积。先将一片支撑片24放在同样外形的过滤片的内侧,使用超声波将纵向带241以外的部分焊接在一起;再按同样的方法将另一片镜像对称的支撑片24和另一片对应的过滤片焊接在一起;最后将以上两片支撑片的纵向带241和两片过滤片的对应部位焊接在一起。图14所示的口罩正面形成很多个正方形焊接点,支撑片位于口罩的内侧。本实施例的边缘的结构和图8一样,依次为过滤件1、支撑环23、粘贴件3和离型膜4。
69.第五实施例的过滤件1和第一实施例完全相同;第五实施例采用如图15所示的支撑架20来支撑过滤件1。支撑架20由一条纵向支撑条21、一条横向支撑条22和一条支撑环23组成,纵向支撑条21和横向支撑条22以十字方式交叉。支撑条和支撑环都是pet片裁剪而成。这种pet材质的支撑架有弹性,可保持口罩的碗状。
70.如图16所示,本实施例的粘贴件3由一层基材31和一层胶层32构成;基材31为无纺布,面积比胶层32大,基材31外边缘为无胶区311。胶层32分成八个区域,分别为压敏胶区321和凝胶区321;压敏胶区321共四个,对应鼻梁、下巴、左右脸颊部位。凝胶为硅氧烷凝胶,不伤害皮肤。如果胶层全用凝胶,需要更大的粘贴面积才能将口罩固定在脸部,且容易滑动。将凝胶和压敏胶结合使用,既可减少凝胶的用量,也可减少使用压敏胶时的皮肤不适感。凝胶区321也可用其他亲肤的材料代替。
71.口罩制作时,先将无胶区311和过滤件1的边缘通过超声波熔接在一起;再将支撑架20套入,其中支撑环23位于过滤件1和粘贴件3之间。
72.将以上五个实施例的口罩测试,实验者佩戴后的总泄漏率都低于1%,远低于大部分市场销售的kn95口罩(其总泄露率为3~20%),呼吸阻力只有kn95口罩的20%~50%,制造成本还低于kn95口罩。若要进一步降低泄露率,可将过滤件换成双层熔喷无纺布。但在实际使用中,高过滤效率的单层熔喷无纺布就已经可以满足大部分人的防疫和防尘需求。
73.以上所述只是本实用新型的较佳的实施例,并非对本实用新型的技术范围作任何限制,所以凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。