1.本实用新型涉及太阳能板生产技术领域,尤其是涉及一种太阳能电池板生产用翻转检测装置。
背景技术:
2.太阳能是一种清洁能源,随着人们的环保意识增强,清洁能源得到了广泛的应用,太阳能电池板是通过吸收太阳光,将太阳辐射能通过光电效应或者光化学效应直接或间接转换成电能的装置,通过太阳能电池板,人们能高效的收集和利用太阳能这种清洁能源。
3.太阳能电池板主体结构可分为玻璃板层、第一eva膜层、电池板层、第二eva膜层、背板层,上述五层依次叠合后层压制成太阳能电池板,层压后的太阳能电池板需要通过目检来检测是否存在缺陷,一般目检时,都是将电池板放于工作台上,检测人员俯身检查,这样的模式下,检测人员需要长时间的俯身,十分劳累,容易产生腰部和脊椎方面的职业病。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术的不足,提供一种太阳能电池板生产用翻转检测装置。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种太阳能电池板生产用翻转检测装置,包括转盘安装架、翻转盘、翻转驱动组件、电池板夹持框架,两个所述转盘安装架平行布置,两个所述翻转盘分别转动安装在两个转盘安装架上,两个所述翻转盘对称安装,所述翻转驱动组件与两个翻转盘传动连接,所述电池板夹持框架安装在两个翻转盘之间的位置。
7.所述翻转驱动组件包括翻转电机、翻转轴安装架、翻转轴,两个所述翻转轴安装架平行布置,所述翻转轴转动安装在两个翻转轴安装架上,所述翻转轴一端向翻转轴安装架外侧延伸并与翻转电机传动连接,所述翻转轴上固定安装有两个翻转驱动轮,两个所述翻转盘的外盘设有传动齿,两个所述翻转驱动轮分别与两个翻转盘相啮合。
8.所述电池板夹持框架包括移动框梁、夹持框梁,两个所述移动框梁和两个夹持框梁拼接形成完整的电池板夹持框架,两个所述移动框梁上都开设有电池板进出槽,所述移动框梁两端都连接有第二滑块,所述翻转盘内都设有两个平行布置的框架移动导向杆,所述第二滑块尺寸与框架移动导向杆相匹配,所述移动框梁通过第二滑块滑动安装在两个框架移动导向杆上,所述夹持框梁为u 形梁,所述夹持框梁都以u形开口端朝向框架内侧来安装,所述夹持框梁上端安装有一组沿一直线布置的夹持气缸,所述夹持气缸的活塞杆端都延伸到夹持框梁内,所述夹持气缸的活塞杆端连接有夹持板,所述夹持框梁下端转动安装有一组沿一直线布置的推移活动轮。
9.所述翻转盘内固定安装有框架移动气缸,所述框架移动气缸设置在两个框架移动导向杆之间的位置,所述框架移动气缸活塞杆端与移动框梁相连接。
10.本实用新型的有益效果是:本实用新型结构新颖,通过翻转盘,能实现电池板的翻
转竖立,通过电池板夹持框架的平移,又能进一步将电池板靠近到检测人员身边,这样检测人员就可以直立状态下进行检查作业,降低了作业劳动强度,保护了人员身体健康,减少了职业病的发生。
附图说明
11.图1为本实用新型应用的太阳能电池板生产系统的俯视布置图;
12.图2为本实用新型应用的太阳能电池板生产系统的引出线自动摊平装置的主结构图;
13.图3为本实用新型应用的太阳能电池板生产系统的摊平组件的结构示意图;
14.图4为本实用新型的正视结构图;
15.图5为本实用新型的侧视结构图;
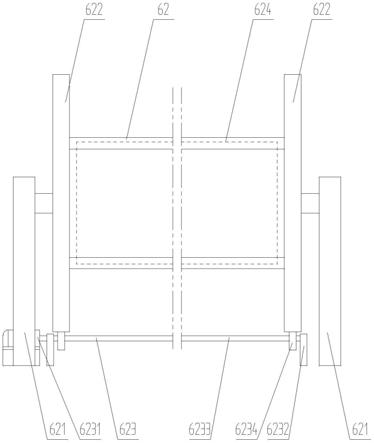
16.图6为本实用新型的电池板夹持框架的俯视结构图;
17.图7为本实用新型的夹持框梁内部的部件布置图;
18.图8为本实用新型应用的太阳能电池板生产系统的自动装框装置的俯视布置图;
19.图9为本实用新型应用的太阳能电池板生产系统的框条间隔出料组件的结构示意图;
20.图10为本实用新型应用的太阳能电池板生产系统的第二电池板升降组件的结构示意图;
21.图11为电池板层压后成品的结构图。
22.图中:玻璃板铺膜区1、玻璃板上料机械手11、玻璃板铺膜装置12、电池板铺设区2、电池板输送带21、电池板铺设机械手22、汇流条焊接机3、层叠作业区4、层叠工作台41、引出线自动摊平装置42、摊平作业机架421、电池板进出通道422、过渡传动带423、第一电池板升降组件424、第一升降气缸4241、第一托板4242、引出线摊平机构425、摊平组件升降缸4251、摊平组件安装架 4252、摊平组件4253、摊平组件基座42531、预开构件42532、预开弹片425321、预开气缸425322、预开滚轮425323、第一滑轨42533、平整构件42534、第一平整气缸425341、第一滑块425342、第二平整气缸425343、平整滑轮425344、前道el测试区5、el测试仪51、返工工作台52、层压作业区6、层压机61、风冷机组611、翻转检测装置62、转盘安装架621、翻转盘622、框架移动导向杆6221、翻转驱动组件623、翻转电机6231、翻转轴安装架6232、翻转轴6233、翻转驱动轮6234、电池板夹持框架624、移动框梁6241、电池板进出槽62411、第二滑块62412、夹持框梁6242、夹持气缸62421、夹持板62422、推移活动轮 62423、框架移动气缸625、装框作业区7、自动装框装置71、第一装框机构711、装框机架7111、框条间隔出料组件7112、填料盒71121、入料口711211、阻料板运动槽711212、落料通道71122、出料口711221、弹簧基座71123、弹簧孔 711231、封口板运动槽711232、装填构件71124、装填气缸711241、装填推板 711242、落料构件71125、落料气缸711251、落料推板711252、阻料板711253、封口构件71126、弹簧711261、封口活塞711262、封口板711263、框条拼接气缸7113、第二装框机构712、第三装框机构713、第四装框机构714、第二电池板升降组件715、升降气缸安装台7151、第二升降气缸7152、第二托板7153、清洗复检区8、清洗工作台81、复检线82、成品出料区9、成品码放台91、成品自动堆码装置92、物料流转传送带10、太阳能板层压成品200、玻璃板2001、第一eva膜层2002、电池板层2003、第二eva膜层2004、背板层2005。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型作进一步描述,本实用新型中的“左”、“右”等描述多是以图1为参照方向:
24.如图1~图11所示,一种高效率的太阳能电池板生产系统,包括玻璃板铺膜区1、电池板铺设区2、汇流条焊接机3、层叠作业区4、前道el测试区5、层压作业区6、装框作业区7、清洗复检区8、成品出料区9、物料流转传送带 10,玻璃板铺膜区1、电池板铺设区2、汇流条焊接机3、层叠作业区4、前道el测试区5、层压作业区6、装框作业区7、清洗复检区8、成品出料区9依次排列布置,如图11所示,太阳能板层压成品200由外至内由玻璃板2001、第一 eva膜层2002、电池板层2003、第二eva膜层2004、背板层2005依次叠合层压而成,玻璃板2001起到骨架支撑作用,第一eva膜层2002、第二eva膜层 2004能受热融化,起到粘合整板的作用,太阳能电池板生产流程如下:玻璃上料-铺第一eva膜层2002-铺电池板层2003-汇流各电池板-铺第二eva膜层2004 和背板层2005-前道el测试-层压出太阳能板层压成品200-人工目检-装上电池板外边框100-成品清洗-成品后道el测试和目检-成品电池板输出码放,上述各工序通过本实用新型各个设备来完成,物料流转传送带10贯穿安装于上述各作业区,用来流转物料,形成生产流水线,玻璃板铺膜区1安装有玻璃板上料机械手11、玻璃板铺膜装置12,玻璃板上料机械手11装于玻璃板铺膜装置12前道,玻璃板上料机械手11将玻璃板2001铺设到物料流转传送带10上,玻璃板 2001流转到玻璃板铺膜装置12位置时,完成在玻璃板2001上铺设第一eva膜层2002的工序,电池板铺设区2安装有电池板输送带21、电池板铺设机械手 22,电池板输送带21与电池板铺设区2的物料流转传送带10相平行设置,电池板铺设机械手22安装在电池板输送带21与物料流转传送带10之间的位置,电池板输送带21输送来焊接好的电池板组,电池板铺设机械手22将电池板组铺设到第一eva膜层2002上,形成电池板层2003,铺完电池板层2003后流转到汇流条焊接机3将电池板汇流成一起,层叠作业区4安装有层叠工作台41、引出线自动摊平装置42,层叠工作台41设于引出线自动摊平装置42前道,由于电池板集中引出线的存在,给第二eva膜层2004和背板层2005的铺设带来了难度,因此在层叠工作台41上是采用人工操作来铺设第二eva膜层2004和背板层2005,铺设完成后,流转到引出线自动摊平装置42,将上翘的引出线按下摊平,便于固定第二eva膜层2004和背板层2005的位置和后道的层压作业,前道el测试区5安装有el测试仪51、返工工作台52,返工工作台52设于el 测试仪51边侧,el测试仪51采用成像检测,来检测电池板是否存在缺陷,如果有缺陷的话,搬运到返工工作台52上进行返工维修,层压作业区6安装有层压机61、翻转检测装置62,层压机61能通过高温热融第一eva膜层2002、第二eva膜层2004,将各层粘合压制在一起,形成一体的太阳能板层压成品200,层压机61出口位置安装有风冷机组611,风冷机组611起到太阳能板层压成品 200的风冷固化作用,翻转检测装置62设于层压机61后道,层压后的成品出料后需要在翻转检测装置62进行目检,寻找缺陷和污渍,以保证成品质量,装框作业区7安装有自动装框装置71,目检后的太阳能板层压成品200流转到装框作业区7,通过自动装框装置71装上电池板外边框100,形成完整的太阳能电池板成品,清洗复检区8安装有清洗工作台81、复检线82,清洗工作台81设于复检线82前道,装框后的电池板成品流转到清洗工作台81擦洗掉残留污渍,然后进入复检线82复检,复检线82包括有后道el测试和后道目检,成品出料区9安装有成品码放台91、成品自动堆码装置92,成品自动堆码装置92跨装在成品码放台91上,经过复检后的电池板合格品通过成品自动堆码
装置92堆码到成品码放台91上,以便于出仓运输,本实用新型的各工序区域布局合理,生产线内设置有大量的自动化的铺装、检测设备,减少了人工使用量,方便了工人的作业操作,提升了生产效率,稳定了生产质量。
25.为了便于铺设第二eva膜层2004和背板层2005,电池板的引出线需要向上翻起,在铺设好第二eva膜层2004和背板层2005后,为了固定第二eva膜层 2004和背板层2005的铺设位置和不影响后续的层压作业,又需要把引出线压下摊平,本实用新型通过引出线自动摊平装置42来完成引出线的自动化摊平作业,引出线自动摊平装置42包括摊平作业机架421、引出线摊平机构425,摊平作业机架421中部设有左右贯通的电池板进出通道422,电池板进出通道422的下端面上安装有过渡传动带423,过渡传动带423与外侧的物料流转传送带10安装高度一致,过渡传动带423左右两侧都安装有第一电池板升降组件424,当电池板半成品进入引出线自动摊平装置42内后,通过第一电池板升降组件424能举起电池板半成品,进行引出线的摊平作业,完成摊平作业后,电池板半成品下落到过渡传动带423上,通过过渡传动带423传递到外侧的物料流转传送带 10上,引出线摊平机构425装于过渡传动带423正上方位置,电池板半成品举升时,引出线摊平机构425进行摊平作业动作,第一电池板升降组件424包括第一升降气缸4241、第一托板4242,第一升降气缸4241垂直向上安装在电池板进出通道422下端面上,第一托板4242连接在第一升降气缸4241的活塞杆端,第一托板4242用于托起电池板半成品,引出线摊平机构425包括摊平组件升降缸4251、摊平组件安装架4252,两个摊平组件升降缸4251固定安装在摊平作业机架421上方,两个摊平组件升降缸4251垂直向下安装,摊平组件升降缸4251的活塞杆端都延伸到电池板进出通道422内,摊平组件安装架4252与两个摊平组件升降缸4251的活塞杆端相连,摊平组件安装架4252下方一直线安装有若干个摊平组件4253,摊平组件4253数量和电池板引出线组的数量设置为一致,安装位置也相对应,摊平组件升降缸4251活塞杆的升降能带动摊平组件4253下降来进行引出线摊平作业,摊平组件4253包括摊平组件基座42531、预开构件42532、第一滑轨42533,摊平组件基座42531连接在摊平组件安装架 4252下方,预开构件42532安装在摊平组件基座42531中央位置,上翻的引出线有两个接线头,由于上翻竖直度往往较高,直接摊平存在难度,因此设计有预开构件42532进行预先的打开,将两个接线头先打开到一个较大的角度,然后再进行摊平,预开构件42532包括两个预开弹片425321、预开气缸425322,两个预开弹片425321对称布置,两个预开弹片425321下端相闭合,两个预开弹片425321形成锥形外形,尖端朝下,便于插入到两个引出线接线头之间的位置,预开气缸425322安装在两个预开弹片425321之间的位置,预开气缸425322 活塞杆端转动安装有预开滚轮425323,预开气缸425322垂直向下安装,预开气缸425322活塞杆伸出时,预开滚轮425323能推开两个预开弹片425321,这样就能将两个接线头打开到较大角度,预开弹片425321具有弹性,以保证能回复到原始的锥形闭合状态,两个第一滑轨42533对称安装在预开构件42532两侧,预开构件42532两侧还对称安装有两个平整构件42534,当两个接线头被打开到较大角度后,就能进行平整作业,平整构件42534包括第一平整气缸425341、第一滑块425342,第一平整气缸425341固定安装在摊平组件基座42531下端面上,第一滑块425342移动安装在第一滑轨42533上,第一平整气缸425341活塞杆端与第一滑块425342相连,第一滑块425342下方连接有第二平整气缸 425343,第二平整气缸425343的活塞杆端转动安装有平整滑轮425344,第二平整气缸425343能带动平整滑轮425344去按压接触接线头,通过第一平整气缸 425341
能实现平整滑轮425344的横移,通过第一平整气缸425341、第二平整气缸425343的配合运动,平整滑轮425344能将接线头压下并摊平。
26.目检作业时,检测人员需要靠近电池板进行检测作业,为了降低检测人员的劳动强度,便于检测作业,本实用新型设计了翻转检测装置62,翻转检测装置62包括转盘安装架621、翻转盘622、翻转驱动组件623、电池板夹持框架 624,两个转盘安装架621平行布置,两个翻转盘622分别转动安装在两个转盘安装架621上,两个翻转盘622对称安装,翻转驱动组件623与两个翻转盘622 传动连接,电池板夹持框架624安装在两个翻转盘622之间的位置,当太阳能板层压成品200流转到翻转检测装置62时,能夹持安装在电池板夹持框架624,通过翻转驱动组件623同步驱动两个翻转盘622转动,带动电池板夹持框架624 翻转,从而实现太阳能板层压成品200的翻转竖立,方便检测人员进行直立检查,相比于常见的俯身检查,本实用新型中检测人员的直立检查模式比较省力,有助于保护检测人员的身体健康,防止出现腰肌、腰椎等职业病,翻转驱动组件623包括翻转电机6231、翻转轴安装架6232、翻转轴6233,两个翻转轴安装架6232平行布置,翻转轴6233转动安装在两个翻转轴安装架6232上,翻转轴 6233一端向翻转轴安装架6232外侧延伸并与翻转电机6231传动连接,翻转轴 6233上固定安装有两个翻转驱动轮6234,两个翻转盘622的外盘设有传动齿,两个翻转驱动轮6234分别与两个翻转盘622相啮合,翻转电机6231驱动翻转轴6233转动从而带动两个翻转盘622同步转动,电池板夹持框架624包括移动框梁6241、夹持框梁6242,两个移动框梁6241和两个夹持框梁6242拼接形成完整的电池板夹持框架624,两个移动框梁6241上都开设有电池板进出槽 62411,便于太阳能板层压成品200的进出,当电池板夹持框架624与设备外侧的物料流转传送带10齐平时,太阳能板层压成品200能自由进出,实现检测前的太阳能板层压成品200的输出和检测后的太阳能板层压成品200输出,移动框梁6241两端都连接有第二滑块62412,翻转盘622内都设有两个平行布置的框架移动导向杆6221,第二滑块62412尺寸与框架移动导向杆6221相匹配,移动框梁6241通过第二滑块62412滑动安装在两个框架移动导向杆6221上,夹持框梁6242为u形梁,夹持框梁6242都以u形开口端朝向框架内侧来安装,夹持框梁6242上端安装有一组沿一直线布置的夹持气缸62421,夹持气缸62421 的活塞杆端都延伸到夹持框梁6242内,夹持气缸62421的活塞杆端连接有夹持板62422,持气缸62421的活塞杆能夹持板62422向下运动来夹紧太阳能板层压成品200,以便能够翻转竖立进行检测作业,夹持框梁6242下端转动安装有一组沿一直线布置的推移活动轮62423,这样,当太阳能板层压成品200不被夹持时,通过手动能推动太阳能板层压成品200自由进出,翻转盘622内固定安装有框架移动气缸625,框架移动气缸625设置在两个框架移动导向杆6221之间的位置,框架移动气缸625活塞杆端与移动框梁6241相连接,框架移动气缸625 能推动电池板夹持框架624在框架移动导向杆6221上移动,从而使得太阳能板层压成品200能更接近到检测人员附近,便于检测人员的检查作业。
27.自动装框装置71包括第一装框机构711、第二装框机构712、第三装框机构713、第四装框机构714,第一装框机构711、第二装框机构712、第三装框机构713、第四装框机构714结构一致,第一装框机构711、第二装框机构712、第三装框机构713、第四装框机构714呈四面合围布置来安装,电池板为矩形外形,共有四根边框需要拼接,通过第一装框机构711、第二装框机构712、第三装框机构713、第四装框机构714能实现边框条的自动化拼接,第一装框机构 711、第二装框机构712对称安装,第三装框机构713、第四装框机构714对称安装,第
一装框机构711、第二装框机构712横跨安装在装框作业区7的物料流转传送带10上,第一装框机构711、第二装框机构712、第三装框机构713、第四装框机构714的合围中央位置安装有第二电池板升降组件715,第二电池板升降组件715能将电池板半成品举起以进行电池板边框拼装作业,拼装边框后的电池板成品能通过第二电池板升降组件715下降到物料流转传送带10上,继续进行流转。
28.第一装框机构711包括装框机架7111、框条间隔出料组件7112,框条间隔出料组件7112安装在装框机架7111上,框条间隔出料组件7112两侧对称布置有两个框条拼接气缸7113,边框条从框条间隔出料组件7112上间隔输出,再通过两侧的框条拼接气缸7113推出去进行拼接作业,框条间隔出料组件7112包括填料盒71121、落料通道71122、弹簧基座71123,填料盒71121一端设有入料口711211,待拼装的边框条从入料口711211装入到填料盒71121内,另一端与落料通道71122上端相连,落料通道71122只允许单个大小的边框条下落输出,弹簧基座71123固定安装在装框机架7111上,弹簧基座71123与落料通道 71122下端相连,落料通道71122侧面设有出料口711221,单个边框条被框条拼接气缸7113从出料口711221推出去进行拼接,填料盒71121的入料口711211 位置安装有装填构件71124,通过装填构件71124能推动边框条向落料通道 71122方向移动,填料盒71121的落料通道71122正上方位置安装有落料构件 71125,通过落料构件71125能推动单个边框条下落到输出位置,弹簧基座71123 上安装有封口构件71126,封口构件71126活动安装,能开闭出料口711221,装填构件71124包括装填气缸711241,装填气缸711241固定安装在填料盒71121 外侧壁上,装填气缸711241活塞杆端延伸到填料盒71121内并连接有装填推板 711242,通过装填推板711242能推动边框条向落料通道71122方向移动,落料构件71125包括落料气缸711251,落料气缸711251固定安装在填料盒71121上端,落料气缸711251垂直向下安装,落料气缸711251安装在落料通道71122 正上方,落料气缸711251活塞杆端延伸到填料盒71121内并连接有落料推板 711252,通过落料推板711252能向下推落单个边框条,落料推板711252侧面连接有阻料板711253,填料盒71121上开设有阻料板运动槽711212,阻料板运动槽711212设于阻料板711253运动轨迹线上,当落料推板711252下落时,阻料板711253也一起向下运动,这样就能封堵后续的边框条进入到落料位置,实现逐个间隔落料,封口构件71126包括弹簧711261、封口活塞711262,弹簧基座71123上开设有弹簧孔711231,弹簧孔711231下端连接在弹簧孔711231内,弹簧孔711231上端与封口活塞711262相连,封口活塞711262侧面连接有封口板711263,封口板711263朝向出料口711221侧安装,弹簧基座71123上设有封口板运动槽711232,封口板运动槽711232设于封口板711263运动轨迹线上,当落料推板711252推动单个边框条落料时,弹簧711261被压缩,封口活塞 711262和封口板711263也向下运动,出料口711221被打开,这样就能方便框条拼接气缸7113将落下的边框条推出,边框条输出后,受弹簧711261回复力作用,封口活塞711262和封口板711263向上运动,封口板711263封堵住出料口711221,封口活塞711262重新去接取下个边框条落位,第二电池板升降组件 715包括升降气缸安装台7151、第二升降气缸7152,若干组沿一直布置的第二升降气缸7152固定安装在升降气缸安装台7151上,各组第二升降气缸7152之间都平行布置,物料流转传送带10采用履带式输送带,每组第二升降气缸7152 都安装在相连履带的间隙处,第二升降气缸7152都垂直向上安装,每组第二升降气缸7152的活塞杆端都连接有一个第二托板7153,通过第二托板7153能托起电池板运动到装框安装高度来进行装框拼接作业,完
成边框安装后,第二托板7153下降,电池板成品回到物料流转传送带10上继续流转。
29.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。