1.本发明涉及风力发电机紧固件生产技术领域,具体为风力发电机紧固件的二硫化钼自动涂敷系统及涂敷方法。
背景技术:
2.风力发电机组属于一种特殊的电力设备,风力发电机组有几个重要的大部件组成,在偏航及轮毂工段,存在大量高强度螺栓使用,高强度螺栓使用前,需进行二硫化钼涂抹工作,现有螺栓涂抹方式采用的是人工涂抹的作业方式。
3.螺栓涂抹二硫化钼作用如下:(1)装配顺畅:有的螺栓在拧紧时非常吃力,如果加点润滑剂使摩擦变小,拧起来就省力多了;(2)应力均布:在精密装配当中,希望各个螺栓的预紧力一致,通常采取力矩扳手来测量,因为每个螺栓的摩擦力各不相同,同样的力矩,每个螺栓的拉伸长度和夹紧力肯定也不相同,过大则可能使螺栓断裂或机体破裂,过小则联接不紧、松动、夹紧力不够,使用润滑剂能够有效地减小摩擦,使每个螺栓的摩擦趋于一致,从而实现均匀的预紧力;(3)耐高温、抗腐蚀保护:在石化、化工、船舶、电力等很多工业中,螺栓长期暴露于高温、水汽、盐雾和腐蚀性介质中,很容易生锈,等到维修时根本拆不下来,不得不动用加力套管、大榔头、气割等工具,这种现象在很多工厂经常可以看到,如果使用抗腐蚀保护的二硫化钼润滑剂,就不会出现这样的难题;(4)卡咬、滑丝、断裂是螺栓使用中最常见的问题,润滑不仅可以减小摩擦、防卡咬,而且能够保护螺栓免于锈死。
4.但是,目前人工手动涂抹的作业方式生产效率较为低下,会导致涂抹不均匀,产品的一致性较差,且操作人员长时间处于一个涂抹姿势,容易造成腰部损伤。
技术实现要素:
5.本发明的目的在于提供风力发电机紧固件的二硫化钼自动涂敷系统及涂敷方法,以解决人工手动涂抹的作业方式生产效率较为低下,会导致涂抹不均匀,产品的一致性较差,且操作人员长时间处于一个涂抹姿势,容易造成腰部损伤的问题。
6.为实现上述目的,本发明提供如下技术方案:风力发电机紧固件的二硫化钼自动涂敷系统,包括:六轴工业机器人,所述六轴工业机器人输出端固定安装有夹爪;螺栓涂敷机构,所述螺栓涂敷机构包括车床底座和固定安装于所述车床底座顶端的车床机架,所述车床底座顶端表面设置有螺栓夹紧旋转装置和车床限位装置,所述车床机架一侧表面设置有车床喷射装置;主控柜,所述主控柜内部设置有plc控制器;其中,所述螺栓涂敷机构设置于六轴工业机器人一侧。
7.优选的,还包括:第一螺栓物料车,所述第一螺栓物料车包括托盘架,所述托盘架内侧固定安装有若干个托盘架支架,若干个所述托盘架支架顶端表面固定安装有托盘架放置板,所述托盘
架底端表面固定安装有托盘架万向轮;第二螺栓物料车,所述第二螺栓物料车与第一螺栓物料车结构一致;其中,所述第一螺栓物料车和第二螺栓物料车分别设置于六轴工业机器人两侧。
8.优选的,所述螺栓夹紧旋转装置包括固定座,所述固定座一端固定安装有第一伺服电机,所述第一伺服电机动力输出端固定连接有气缸,所述气缸输出端固定安装有气爪。
9.优选的,所述车床喷射装置包括喷射横向滑轨,所述喷射横向滑轨一端固定安装有第二伺服电机,所述第二伺服电机动力输出端延伸至喷射横向滑轨内部且固定连接有横向螺纹丝杆,所述横向螺纹丝杆外部通过横向滑动螺母固定安装有喷射横向滑块,所述喷射横向滑块外部固定安装有喷射竖向滑轨,所述喷射竖向滑轨顶端固定安装有第三伺服电机,所述第三伺服电机动力输出端延伸至喷射竖向滑轨内部且固定连接有竖向螺纹丝杆,所述竖向螺纹丝杆外部通过竖向滑动螺母固定安装有喷射竖向滑块,所述喷射竖向滑块外部固定安装有喷嘴。
10.优选的,所述车床限位装置包括限位滑轨,所述限位滑轨一端固定安装有第四伺服电机,所述第四伺服电机动力输出端延伸至限位滑轨内部且固定连接有限位螺纹丝杆,所述限位螺纹丝杆外部通过限位滑动螺母固定安装有限位滑块,所述限位滑块顶端通过限位座固定安装有限位圆块。
11.优选的,还包括:螺栓平垫安装平台,所述螺栓平垫安装平台包括安装座,所述安装座顶端固定安装有安装平台,所述安装平台顶端表面沿圆周方向固定安装有垫块,所述垫块顶端固定安装有若干根竖杆;其中,所述螺栓平垫安装平台设置于螺栓涂敷机构一侧。
12.优选的,还包括:托盘架定位板;托盘架限位板;其中,所述托盘架定位板和托盘架限位板固定安装于地面上。
13.优选的,所述plc控制器分别与六轴工业机器人、气缸、第一伺服电机、第二伺服电机、第三伺服电机和第四伺服电机之间电性连接。
14.风力发电机紧固件的二硫化钼自动涂敷方法,包括以下步骤:s1、使用人工将螺栓从包装箱内放置于第二螺栓物料车上;s2、六轴工业机器人按照设定的路径,通过夹爪将螺栓从第二螺栓物料车上取下;s3、六轴工业机器人通过夹爪将螺栓移动至气爪处,由气缸工作带动气爪实现对螺栓的夹紧,同时第四伺服电机工作带动限位滑块在限位滑轨上进行移动,将限位圆块移动至螺栓一端,然后由车床喷射装置实现对螺栓的涂敷;s4、螺栓涂敷完成后,提前将垫圈放置在螺栓平垫安装平台上,六轴工业机器将螺栓放置到螺栓平垫安装平台对应的位置,实现垫圈的安装;s5、最终涂敷完成的螺栓及垫圈放置到第一螺栓物料车上,转运至对应的工位进行使用。
15.优选的,所述步骤s3中,螺栓涂敷过程中,第一伺服电机工作带动螺栓进行匀速旋转。
16.与现有技术相比,本发明的有益效果是:本发明采用机器自动涂抹可以保证每颗螺栓二硫化钼涂抹较为均匀且产品一致性较好,并且可以实现来料自动分拣和自动涂抹的功能,并实现润滑剂涂层厚度要求均勾一致,消除润滑剂堆积外流等不良现象,同时避免了人员在长期操作过程中腰部的损伤,且存在挤伤手指的可能,而且通过机器人的引入,可以降低人工的投入与使用,降低了生产成本。
附图说明
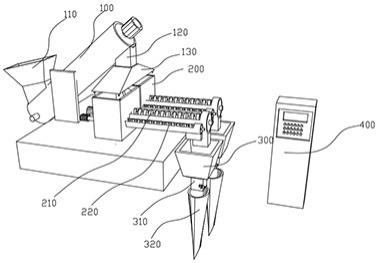
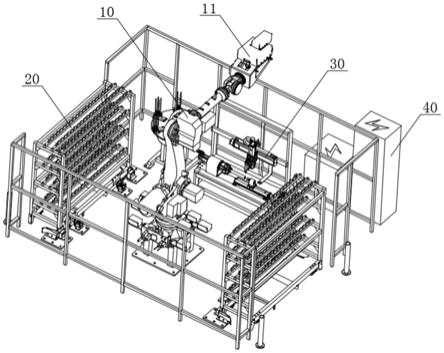
17.图1为本发明的整体结构示意图;图2为本发明的俯视图;图3为本发明的螺栓涂敷机构结构示意图;图4为本发明的第一螺栓物料车正视图;图5为本发明的第一螺栓物料车侧视图;图6为本发明的螺栓夹紧旋转装置结构示意图;图7为本发明的车床限位装置结构示意图;图8为本发明的车床喷射装置结构示意图;图9为本发明的涂敷方法流程图。
18.图中:10-六轴工业机器人;11-夹爪;20-第一螺栓物料车;21-托盘架;22-托盘架支架;23-托盘架放置板;24-托盘架定位板;25-托盘架限位板;26-托盘架万向轮;30-螺栓涂敷机构;31-车床底座;32-车床机架;33-螺栓夹紧旋转装置;331-固定座;332-第一伺服电机;333-气缸;334-气爪;34-车床喷射装置;341-喷射横向滑轨;342-第二伺服电机;343-喷射横向滑块;344-喷射竖向滑轨;345-第三伺服电机;346-喷射竖向滑块;347-喷嘴;35-车床限位装置;351-限位滑轨;352-第四伺服电机;353-限位滑块;354-限位座;355-限位圆块;40-主控柜;50-螺栓平垫安装平台;60-第二螺栓物料车。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例1:请参阅图1-8,本发明提供一种技术方案:风力发电机紧固件的二硫化钼自动涂敷系统及涂敷方法,包括六轴工业机器人10、第一螺栓物料车20、螺栓涂敷机构30、主控柜40、螺栓平垫安装平台50和第二螺栓物料车60。
21.本实施例中,具体的,六轴工业机器人10输出端固定安装有夹爪11,通过夹爪11能够实现对螺栓的夹持,从而六轴工业机器人10可完成对螺栓的移动。
22.其中,主控柜40内部设置有plc控制器。
23.其中,螺栓涂敷机构30包括车床底座31和固定安装于车床底座31顶端的车床机架32,车床底座31顶端表面设置有螺栓夹紧旋转装置33和车床限位装置35,车床机架32一侧
表面设置有车床喷射装置34。
24.其中,螺栓涂敷机构30设置于六轴工业机器人10一侧。
25.其中,第一螺栓物料车20包括托盘架21,托盘架21内侧固定安装有若干个托盘架支架22,若干个托盘架支架22顶端表面固定安装有托盘架放置板23,托盘架放置板23表面开设有供螺栓放置的凹槽,托盘架21底端表面固定安装有托盘架万向轮26,托盘架万向轮26能够实现对第一螺栓物料车20的移动,第二螺栓物料车60与第一螺栓物料车20结构一致。
26.进一步地,螺栓可放置在托盘架放置板23上的凹槽中,则能实现对螺栓的分开放置。
27.其中,第一螺栓物料车20和第二螺栓物料车60分别设置于六轴工业机器人10两侧。
28.其中,螺栓夹紧旋转装置33包括固定座331,固定座331与车床底座31之间固定连接,固定座331一端固定安装有第一伺服电机332,第一伺服电机332动力输出端固定连接有气缸333,气缸333输出端固定安装有气爪334。
29.进一步地,由气缸333工作带动气爪334实现对螺栓的夹紧,同时第一伺服电机332工作能带动气缸333进行旋转,从而实现对螺栓的匀速旋转,能够保证涂抹的均匀性。
30.其中,车床喷射装置34包括喷射横向滑轨341,喷射横向滑轨341与车床机架32之间固定连接,喷射横向滑轨341一端固定安装有第二伺服电机342,第二伺服电机342动力输出端延伸至喷射横向滑轨341内部且固定连接有横向螺纹丝杆,横向螺纹丝杆外部通过横向滑动螺母固定安装有喷射横向滑块343,喷射横向滑块343外部固定安装有喷射竖向滑轨344,喷射竖向滑轨344顶端固定安装有第三伺服电机345,第三伺服电机345动力输出端延伸至喷射竖向滑轨344内部且固定连接有竖向螺纹丝杆,竖向螺纹丝杆外部通过竖向滑动螺母固定安装有喷射竖向滑块346,喷射竖向滑块346外部固定安装有喷嘴347,喷嘴347通过软管连接喷涂装置。
31.进一步地,第二伺服电机342工作能够带动横向螺纹丝杆进行旋转,则能通过横向滑动螺母带动喷射横向滑块343在喷射横向滑轨341外部进行移动,第三伺服电机345工作能够带动喷射竖向滑块346在喷射竖向滑轨344外部进行移动,则能实现对喷嘴347位置的调节,从而能够保证螺栓涂抹的均匀性。
32.其中,车床限位装置35包括限位滑轨351,限位滑轨351一端固定安装有第四伺服电机352,第四伺服电机352动力输出端延伸至限位滑轨351内部且固定连接有限位螺纹丝杆,限位螺纹丝杆外部通过限位滑动螺母固定安装有限位滑块353,限位滑块353顶端通过限位座354固定安装有限位圆块355。
33.进一步地,第四伺服电机352工作带动限位滑块353在限位滑轨351上进行移动,将限位圆块355移动至螺栓一端,防止螺栓旋转时产生倾斜。
34.其中,螺栓平垫安装平台50包括安装座,安装座顶端固定安装有安装平台,安装平台顶端表面沿圆周方向固定安装有垫块,垫块顶端固定安装有四根竖杆,垫圈置于四根竖杆之间。
35.其中,螺栓平垫安装平台50设置于螺栓涂敷机构30一侧。
36.其中,还包括托盘架定位板24和托盘架限位板25。
37.进一步地,第一螺栓物料车20和第二螺栓物料车60需要通过托盘架定位板24和托盘架限位板25精准定位,便于六轴工业机器人10每次抓取是自动定位。
38.其中,托盘架定位板24和托盘架限位板25固定安装于地面上。
39.其中,plc控制器分别与六轴工业机器人10、气缸333、第一伺服电机332、第二伺服电机342、第三伺服电机345和第四伺服电机352之间电性连接。
40.综合以上实施例所述,本发明采用机器自动涂抹可以保证每颗螺栓二硫化钼涂抹较为均匀且产品一致性较好,并且可以实现来料自动分拣和自动涂抹的功能,并实现润滑剂涂层厚度要求均勾一致,消除润滑剂堆积外流等不良现象,同时避免了人员在长期操作过程中腰部的损伤,且存在挤伤手指的可能,而且通过机器人的引入,可以降低人工的投入与使用,降低了生产成本。
41.实施例2:请参阅图9,本发明提供一种技术方案:风力发电机紧固件的二硫化钼自动涂敷方法,包括以下步骤:s1、使用人工将螺栓从包装箱内放置于第二螺栓物料车上;s2、六轴工业机器人按照设定的路径,通过夹爪将螺栓从第二螺栓物料车上取下;s3、六轴工业机器人通过夹爪将螺栓移动至气爪处,由气缸工作带动气爪实现对螺栓的夹紧,同时第四伺服电机工作带动限位滑块在限位滑轨上进行移动,将限位圆块移动至螺栓一端,然后由车床喷射装置实现对螺栓的涂敷;s4、螺栓涂敷完成后,提前将垫圈放置在螺栓平垫安装平台上,六轴工业机器将螺栓放置到螺栓平垫安装平台对应的位置,实现垫圈的安装;s5、最终涂敷完成的螺栓及垫圈放置到第一螺栓物料车上,转运至对应的工位进行使用。
42.其中,所述步骤s3中,螺栓涂敷过程中,第一伺服电机工作带动螺栓进行匀速旋转。
43.综合以上实施例所述。
44.在本发明所提供的几个实施方式中,应该理解到所揭露的装置可以通过其它的方式实现。所显示或讨论的相互之间的焊接或螺纹连接或缠绕连接可以是通过设备进行辅助完成的,如焊枪实现焊接,用扳手实现螺纹连接等,装置组成部件材料多种多样,例如铝合金、钢和铜等金属材料,通过铸造或者采用机械冲压等方式成型。
45.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
46.以上所述仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。