1.本发明涉及磁轭及其制造方法。
背景技术:
2.以往,作为对马达用的转子铁芯进行磁化的磁轭,已知一种磁轭,其在配置有线圈(绕线)的铁芯的齿彼此之间、和由从铁芯的端面延伸出的线圈组形成的线圈端部填充有热固性树脂(例如参照专利文献1)。在具有流动性的未固化的热固性树脂被填充到上述规定部位之后,该磁轭中的热固性树脂通过被加热而固化,从而将线圈彼此之间、和线圈与铁芯进行固定。
3.根据这种磁轭,当对转子铁芯实施磁化时,在通过以规定的时间间隔施加至线圈的高电流对线圈施加比较大的交变载荷的情况下,能够由固化后的树脂抑制线圈的位移。由此,磁轭能够防止线圈彼此之间和线圈与铁芯之间的绝缘击穿。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利第6669626号公报
技术实现要素:
7.不过,在以往的磁轭(例如参照专利文献1)中,由于未固化的热固性树脂具有粘性,所以难以将填充到上述规定部位的热固性树脂中所夹杂的气泡完全去除。由此,在固化后的树脂中会由夹杂的气泡形成空隙。
8.然而,若在配置于线圈彼此之间和线圈与铁芯之间的树脂中形成空隙,则线圈的固定力会因该空隙而降低。另外,由于空隙会使树脂的绝缘性能下降,所以被施加了高电流的线圈容易发生放电。
9.由此,在以往的磁轭中,存在因这种交变载荷和放电而导致线圈损坏及断裂的隐患。
10.本发明的课题在于,提供一种在对磁化对象物实施磁化时能够与以往相比更可靠地防止线圈损坏及断裂的磁轭及其制造方法。
11.解决上述课题的本发明的磁轭的特征在于,具备线槽部件,该线槽部件加工形成有供铁芯的绕线穿插固定的线槽,且由热塑性树脂构成,所述线槽部件穿插固定于所述铁芯内。
12.另外,本发明的磁轭的制造方法的特征在于,具有如下工序:在以铁芯轴为中心的周向上以顺着铁芯轴的方式在铁芯上并列设置多个贯穿孔的工序;形成线槽部件的工序,该线槽部件具有供所述铁芯的绕线穿插固定的线槽,且由热塑性树脂构成;将所述线槽部件穿插于所述铁芯的各个所述贯穿孔的工序;和将所述绕线穿插固定于所述线槽的工序。
13.发明效果
14.根据本发明的磁轭及其制造方法,在对磁化对象物实施磁化时,能够与以往相比
更可靠地防止线圈损坏及断裂。
附图说明
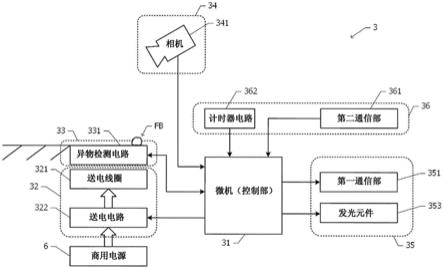
15.图1是本发明的实施方式的磁轭的整体立体图。
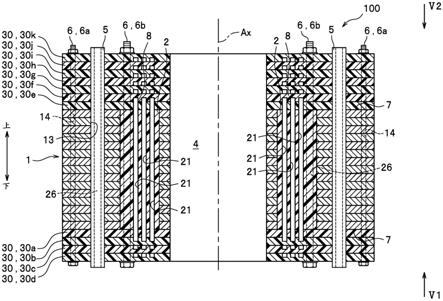
16.图2是图1的ii-ii线上的示意剖视图。
17.图3是安装有线槽部件的铁芯的局部放大立体图。
18.图4a是线槽部件的整体立体图。
19.图4b是线槽部件的俯视图。
20.图5a是第一端面板及第五端面板的局部放大俯视图。
21.图5b是第二端面板的局部放大俯视图。
22.图5c是第三端面板的局部放大俯视图。
23.图5d是第四端面板的局部放大俯视图。
24.图5e是第六端面板的局部放大俯视图。
25.图5f是第七端面板的局部放大俯视图。
26.图5g是第八端面板的局部放大俯视图。
27.图5h是第九端面板的局部放大俯视图。
28.图5i是第十端面板的局部放大俯视图。
29.图5j是第十一端面板的局部放大俯视图。
30.图6a是对在铁芯上安装绕线的安装工序进行说明的铁芯下部的局部放大立体图。
31.图6b是加工成
コ
字形的绕线的局部放大立体图。
32.图7是对在铁芯上安装绕线的安装工序进行说明的铁芯上部的局部放大立体图。
33.图8是第一变形例的磁轭的结构说明图。
34.图9是第二变形例的磁轭的结构说明图。
35.图10是第三变形例的磁轭的结构说明图。
36.附图标记说明
37.1铁芯
38.2线槽部件
39.3端面部件
40.7铁芯的端面
41.8绕线
42.8a电线
43.8b被覆部件
44.12铁芯的贯穿孔
45.21线槽
46.30端面板
47.30a第一端面板(端面板)
48.30b第二端面板(端面板)
49.30c第三端面板(端面板)
50.30d第四端面板(端面板)
51.30e第五端面板(端面板)
52.30f第六端面板(端面板)
53.30g第七端面板(端面板)
54.30h第八端面板(端面板)
55.30i第九端面板(端面板)
56.30j第十端面板(端面板)
57.30k第十一端面板(端面板)
58.37端面板的孔部(绕线支承部)
59.38端面板的线槽部(绕线支承部)
60.100磁轭
61.ax铁芯轴
具体实施方式
62.接着,详细说明实施本发明的方式(本实施方式)的磁轭。
63.本实施方式的磁轭的主要特征在于,铁芯的绕线穿插固定于预先成形的由热塑性树脂构成的线槽部件内。
64.在本实施方式中,将电动马达的转子铁芯作为磁化对象物,并将对该转子铁芯进行磁化的12极的磁轭作为例子进行说明。但是,磁轭的极数和磁化对象物并不如后述那样地限定。
65.图1是本实施方式的磁轭100的整体立体图。图2是图1的ii-ii线上的示意剖视图。以下说明中的上下方向与图1中箭头的上下方向一致。
66.如图1所示,本实施方式的磁轭100由内周侧具有圆柱形状的中空部4的圆筒体形成。
67.该磁轭100的中空部4成为供未图示的磁化对象物(转子铁芯)配置的工件插入孔。顺便说一下,通过将磁化对象物以与磁轭100的后述的铁芯轴ax(参照图2)同轴的方式配置,从而对磁化对象物的周面进行磁化。
68.如图1所示,磁轭100具备铁芯1、和分别配置于铁芯1的两个端面7上的端面部件3。
69.另外,如图2所示,磁轭100具备供铁芯1的绕线8穿插固定的线槽部件2。此外,在图2中,附图标记5是冷却铁芯1的冷却管,附图标记6是紧固铁芯1与端面部件3的紧固件,附图标记ax是铁芯轴。
70.<铁芯>
71.首先,对铁芯1进行说明。
72.如图1所示,铁芯1构成了由圆筒体构成的磁轭100的高度方向上的中央部。也就是说,铁芯1在磁轭100的高度方向上的中央局部形成磁轭100的外周面和内周面。
73.图3是局部示出铁芯1的周向上的大致四分之一的、包含局部剖切截面的局部放大立体图。此外,在图3中,附图标记2是之后要说明的线槽部件。另外,在图3中,箭头方向cd表示铁芯1(参照图3)的周向,箭头方向rd表示铁芯1(参照图3)的径向,箭头方向ad表示铁芯轴向ad。
74.如图3所示,铁芯1通过在铁芯轴向ad上重叠多个铁芯板11而形成。
75.铁芯板11具有与磁轭100(参照图1)的平面形状相同的环状的平面形状,由例如由硅钢等构成的电磁钢板形成。
76.另外,在各个铁芯板11上形成有第一孔部15、第二孔部16和第三孔部17。而且,当多个铁芯板11重叠而形成了铁芯1时,第一孔部15、第二孔部16及第三孔部17分别成为将铁芯1沿铁芯轴向ad贯穿的贯穿孔12、贯穿孔13及贯穿孔14。
77.如图3所示,贯穿孔12的面向铁芯1的端面7的开口的形状呈矩形。而且,贯穿孔12以使形成开口的矩形的两组相对边彼此中的一组相对边彼此沿铁芯1的大致径向rd排列并使另一组相对边彼此沿大致周向cd排列的方式配置于铁芯1的内周侧。
78.这种贯穿孔12以在铁芯1的内周侧沿周向cd等间隔排列多个的方式形成。也就是说,虽然在表示铁芯1的四分之一的图3中示出了三个贯穿孔12,但在铁芯1的整个圆周上,虽省略图示,但以等间隔排列的方式形成有十二个贯穿孔12。
79.在这种贯穿孔12内分别穿插固定有线槽部件2。该贯穿孔12相当于技术方案中所说的“贯穿孔”。
80.如图3所示,贯穿孔13的面向铁芯1的端面7的开口的形状呈圆形。
81.本实施方式中的贯穿孔13形成于相邻的贯穿孔12彼此之间,并沿铁芯1的周向cd排列有多个。也就是说,在本实施方式的铁芯1中,以沿周向cd等间隔排列的方式形成有十二个贯穿孔13。
82.而且,各个贯穿孔13与后述的线槽部件2的线槽21相比配置于铁芯1的径向外侧。
83.如图2所示,在这些贯穿孔13内分别穿插固定有冷却管5。
84.如图3所示,贯穿孔14的面向铁芯1的端面7的开口的形状呈圆形。
85.本实施方式中的贯穿孔14相对于贯穿孔13形成在铁芯1的径向rd外侧。也就是说,在本实施方式的铁芯1中,以沿周向cd等间隔排列的方式形成有十二个贯穿孔14。
86.而且,各个贯穿孔14与后述的线槽部件2相比配置于铁芯1的径向rd外侧。
87.在这些贯穿孔14内分别穿插有紧固件6(参照图2)中的后述的第一紧固件6a(参照图2)。
88.<线槽部件>
89.接着,对线槽部件2进行说明。
90.图4a是线槽部件2的整体立体图。
91.图4a中,箭头方向cd表示铁芯1(参照图3)的周向,箭头方向rd表示铁芯1(参照图3)的径向,箭头方向ad表示铁芯轴向。
92.图4b是从沿着箭头方向ad的方向看到的线槽部件2的俯视图。
93.如图4a所示,线槽部件2在铁芯1(参照图3)的径向rd上重叠有零件2a、零件2b、零件2c、零件2d及零件2e,并具有四棱柱形状的外形。具体而言,线槽部件2的外形具有容纳于图3所示的铁芯1的贯穿孔12内的形状。
94.在零件2a、零件2b、零件2c、零件2d及零件2e各自上,以当如上所述沿径向rd重叠时在后述的规定位置形成线槽21的方式形成了线槽21的一半。而且,当各零件2a、2b、2c、2d、2e彼此相对时,线槽21的一半彼此组合而形成一个线槽21。
95.顺便说一下,本实施方式中的线槽部件2以如下方式构成:从铁芯1(参照图3)的径向rd上的内侧朝向外侧依次配置有由板体构成的零件2a、零件2b、零件2c及零件2d,并在径
向rd上的最外侧配置有由四棱柱构成且具有后述的贯穿孔26的零件2e。
96.如图3所示,在线槽部件2内,在铁芯1的径向rd上的内侧形成有由多个线槽21集合而形成的线槽组22。
97.虽省略图示,但线槽21由以将线槽部件2沿铁芯轴向ad贯穿的方式形成的矩形截面的贯穿孔形成。如之后详细说明的那样,在该线槽21内穿插固定有铁芯1的绕线8(参照图2)。
98.如图4a所示,线槽部件2的线槽组22纵横排列地形成有多个线槽21。
99.另外,线槽组22具备以线槽部件2的周向cd(宽度方向)上的中央为界相互线对称的第一线槽组23和第二线槽组24。
100.而且,如图4b所示,第一线槽组23和第二线槽组24分别由总计十个线槽21形成,这十个线槽21由从线槽部件2的周向cd(宽度方向)上的外侧朝向中央侧由沿径向rd排列有四个线槽21的第一列25a、沿径向rd排列有三个线槽21的第二列25b、和沿径向rd同样排列有三个线槽21的第三列25c构成。
101.此外,在这种线槽21的排列中,在径向rd上的最内周侧且沿周向cd排列有六个线槽21的位置上规定第一行25d。另外,在该线槽21的排列中,在第一行25d的径向rd上的外侧且沿周向cd排列有六个线槽21的位置上规定第二行25e,在第二行25e的径向rd上的外侧且沿周向cd排列有六个线槽21的位置上规定第三行25f,在第三行25f的径向rd上的外侧且沿周向cd排列有两个线槽21的位置上规定第四行25g。
102.而且,如图4a所示,在这种线槽部件2的径向rd上的外侧形成有将线槽部件2沿铁芯轴向ad贯穿的圆形截面的贯穿孔26。
103.在该贯穿孔26内穿插有上述紧固件6(参照图2)中的后述的第二紧固件6b(参照图2)。
104.如上所述的线槽部件2由热塑性树脂形成。具体而言,本实施方式中的线槽部件2设想了上述零件2a、零件2b、零件2c、零件2d及零件2e分别通过注塑成型而形成。
105.此外,线槽部件2也能够设为将零件2a、零件2b、零件2c、零件2d及零件2e预先成为一体的一体成型品。这种线槽部件2例如能够通过在由挤压成型的热塑性树脂构成的四棱柱的基础部件上经由切削等加工成形上述线槽21(参照图4a)和贯穿孔26(参照图4a)的简单工序而获得。
106.作为形成线槽部件2的热塑性树脂,优选结晶性树脂,例如可以列举聚醚醚酮(peek)、聚苯硫醚(pps)等。
107.<端面部件>
108.接着,对端面部件3(参照图1)进行说明。
109.如图1所示,端面部件3分别配置于铁芯1的铁芯轴向ad的两个端面。
110.端面部件3构成了由圆筒体构成的磁轭100的高度方向上的上部及下部,并与铁芯1一起形成磁轭100的外周面和内周面。
111.这种端面部件3是通过在铁芯轴向ad上重叠多个端面板30(参照图1)而形成的,该多个端面板30具有与磁轭100(参照图1)的平面形状相同的环状的平面形状。
112.而且,如图2所示,本实施方式中的端面板30由配置于铁芯1下侧的第一至第四端面板30a、30b、30c、30d和配置于铁芯1上侧的第五至第十一端面板30e、30f、30g、30h、30i、
30j、30k形成。
113.图5a是第一端面板30a及第五端面板30e的局部放大俯视图。图5b是第二端面板30b的局部放大俯视图。图5c是第三端面板30c的局部放大俯视图。图5d是第四端面板30d的局部放大俯视图。图5e是第六端面板30f的局部放大俯视图。图5f是第七端面板30g的局部放大俯视图。图5g是第八端面板30h的局部放大俯视图。图5h是第九端面板30i的局部放大俯视图。图5i是第十端面板30j的局部放大俯视图。图5j是第十一端面板30k的局部放大俯视图。
114.此外,图5a所示的第一端面板30a、图5b所示的第二端面板30b、图5c所示的第三端面板30c及图5d所示的第四端面板30d是从图2的箭头v1方向观察到的局部放大俯视图。另外,图5a所示的第五端面板30e、图5e所示的第六端面板30f、图5f所示的第七端面板30g、图5g所示的第八端面板30h、图5h所示的第九端面板30i、图5i所示的第十端面板30j及图5j所示的第十一端面板30k是从图2的箭头v2方向观察到的局部放大俯视图。
115.(第一至第四端面板)
116.如图2所示,第一端面板30a以与铁芯1的下侧的端面7邻接的方式配置。
117.如图5a所示,在第一端面板30a上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、与图4a所示的线槽部件2的贯穿孔26对应的孔部36、和与图4a所示的线槽部件2的线槽21对应的孔部37。
118.如图2所示,第二端面板30b以与第一端面板30a的下表面邻接的方式配置。
119.如图5b所示,在第二端面板30b上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
120.另外,如图5b中的隐藏线(虚线)所示,在第二端面板30b的上侧(图5b的纸面的背面)形成有沿着第二端面板30b的平面方向延伸的槽部38。
121.如后所述,该槽部38以与沿着第一端面板30a(参照图2)的下表面延伸的绕线8(参照图2)对应的方式形成。
122.另外,在第二端面板30b上,除了第一端面板30a(参照图5a)的孔部37(参照图5a)中的、与第二端面板30b的线槽38的两端部在上下方向上重叠的第一端面板30a(参照图5a)的孔部37a(参照图5a)之外,还以与第一端面板30a(参照图5a)的孔部37(参照图5a)对应的方式形成有孔部37。
123.但是,关于与图4b所示的线槽部件2中的第一列25a、第四行25g的线槽21对应的孔部37,虽然与线槽38的端部在上下方向上重叠,但例外地设于第二端面板30b上。
124.如图2所示,第三端面板30c以与第二端面板30b的下表面邻接的方式配置。
125.如图5c所示,在第三端面板30c上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
126.另外,如图5c中的隐藏线(虚线)所示,在第三端面板30c的上侧(图5c的纸面的背面)形成有沿着第三端面板30c的平面方向延伸的槽部38。
127.如后所述,该槽部38以与沿着第二端面板30b(参照图2)的上表面延伸的绕线8(参照图2)对应的方式形成。
128.另外,在第三端面板30c上,除了第二端面板30b(参照图5b)的孔部37(参照图5b)中的、与第三端面板30c的线槽38的两端部在上下方向上重叠的第二端面板30b(参照图5b)的孔部37a(参照图5b)之外,还以与第二端面板30b(参照图5b)的孔部37(参照图5b)对应的方式形成有孔部37。
129.如图2所示,第四端面板30d以与第三端面板30c的下表面邻接的方式配置。
130.如图5d所示,在第四端面板30d上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
131.另外,如图5d中的隐藏线(虚线)所示,在第四端面板30d的上侧(图5d的纸面的背面)形成有沿着第四端面板30d的平面方向延伸的槽部38。
132.如后所述,该槽部38以与沿着第三端面板30c(参照图2)的上表面延伸的绕线8(参照图2)对应的方式形成。
133.另外,在第四端面板30d上,除了第三端面板30c(参照图5c)的孔部37(参照图5c)中的、与第四端面板30d的线槽38的两端部在上下方向上重叠的第三端面板30c(参照图5c)的孔部37a(参照图5c)之外,还以与第三端面板30c(参照图5c)的孔部37(参照图5c)对应的方式形成有孔部37。
134.(第五至第十一端面板)
135.如图2所示,第五端面板30e以与铁芯1的上侧的端面7邻接的方式配置。
136.如图5a所示,第五端面板30e具有与所述第一端面板30a同样的构造。因此,省略此处第五端面板30e的详细说明。
137.如图2所示,第六端面板30f以与第五端面板30e的上表面邻接的方式配置。
138.如图5e所示,在第六端面板30f上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
139.另外,如图5e中的隐藏线(虚线)所示,在第六端面板30f的下侧(图5e的纸面的背面)形成有沿着第六端面板30f的平面方向延伸的槽部38。
140.如后所述,该槽部38以与沿着第五端面板30e(参照图2)的上表面延伸的后述的桥接线9(参照图7)对应的方式形成。第六端面板30f使在第五端面板30e上延伸的桥接线9和以与该桥接线9交叉的方式在第六端面板30f上延伸的桥接线(省略图示)绝缘。
141.另外,在第六端面板30f上,除了第五端面板30e(参照图5a)的孔部37(参照图5a)中的、与第六端面板30f的线槽38的两端部在上下方向上重叠的第五端面板30e(参照图5a)的孔部37b(参照图5a)之外,还以与第五端面板30e(参照图5a)的孔部37(参照图5a)对应的方式形成有孔部37。
142.如图2所示,第七端面板30g以与第六端面板30f的上表面邻接的方式配置。
143.如图5f所示,在第七端面板30g上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
144.另外,如图5f中的隐藏线(虚线)所示,在第七端面板30g的下侧(图5f的纸面的背面)形成有沿着第七端面板30g的平面方向延伸的槽部38。
145.如后所述,该槽部38以与沿着第六端面板30f(参照图2)的上表面延伸的后述的桥接线9(参照图7)对应的方式形成。
146.另外,在第七端面板30g上,除了第六端面板30f(参照图5e)的孔部37(参照图5e)中的、与第七端面板30g的线槽38的两端部在上下方向上重叠的第六端面板30f(参照图5e)的孔部37a(参照图5e)之外,还以与第六端面板30f(参照图5e)的孔部37(参照图5e)对应的方式形成有孔部37。
147.如图2所示,第八端面板30h以与第七端面板30g的上表面邻接的方式配置。
148.如图5g所示,在第八端面板30h上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
149.另外,如图5g中的隐藏线(虚线)所示,在第八端面板30h的下侧(图5g的纸面的背面)形成有沿着第八端面板30h的平面方向延伸的槽部38。
150.如后所述,这些槽部38以与沿着第七端面板30g(参照图2)的上表面延伸的后述的桥接线9(参照图7)对应的方式形成。
151.另外,在第八端面板30h上,除了第七端面板30g(参照图5f)的孔部37(参照图5f)中的、与第八端面板30h的线槽38的两端部在上下方向上重叠的第七端面板30g(参照图5f)的孔部37a(参照图5f)之外,还以与第七端面板30g(参照图5f)的孔部37(参照图5f)对应的方式形成有孔部37。
152.如图2所示,第九端面板30i以与第八端面板30h的上表面邻接的方式配置。
153.如图5h所示,在第九端面板30i上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
154.另外,如图5h中的隐藏线(虚线)所示,在第九端面板30i的下侧(图5h的纸面的背面)形成有沿着第九端面板30i的平面方向延伸的槽部38。
155.如后所述,该槽部38以与沿着第八端面板30h(参照图2)的上表面延伸的后述的桥接线9(参照图7)对应的方式形成。
156.另外,在第九端面板30i上,除了第八端面板30h(参照图5g)的孔部37(参照图5g)中的、与第九端面板30i的线槽38的两端部在上下方向上重叠的第八端面板30h(参照图5g)的孔部37a(参照图5g)之外,还以与第八端面板30h(参照图5g)的孔部37(参照图5g)对应的方式形成有孔部37。
157.如图2所示,第十端面板30j以与第九端面板30i的上表面邻接的方式配置。
158.如图5i所示,在第十端面板30j上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
159.另外,如图5i中的隐藏线(虚线)所示,在第十端面板30j的下侧(图5i的纸面的背面)形成有沿着第十端面板30j的平面方向延伸的槽部38。
160.如后所述,该槽部38以与沿着第九端面板30i(参照图2)的上表面延伸的后述的桥接线9(参照图7)对应的方式形成。
161.另外,在第十端面板30j上,除了第九端面板30i(参照图5h)的孔部37(参照图5h)
中的、与第十端面板30j的线槽38的两端部在上下方向上重叠的第九端面板30i(参照图5h)的孔部37a(参照图5h)之外,还与第九端面板30i(参照图5h)的孔部37(参照图5h)对应的方式形成有孔部37。
162.如图2所示,第十一端面板30k以与第十端面板30j的上表面邻接的方式配置。
163.如图5j所示,在第十一端面板30k上形成有与图3所示的铁芯1的贯穿孔13对应的孔部34、与图3所示的铁芯1的贯穿孔14对应的孔部35、和与图4a所示的线槽部件2的贯穿孔26对应的孔部36。
164.另外,如图5j中的隐藏线(虚线)所示,在第十一端面板30k的下侧(图5j的纸面的背面)形成有沿着第十一端面板30k的平面方向延伸的槽部38a、38b、38c。
165.如后所述,这些槽部38a、38b、38c以与沿着第九端面板30i(参照图2)的上表面延伸的后述的导线(省略图示)对应的方式形成。
166.另外,在第十一端面板30k上仅形成有与图4b所示的线槽部件2的线槽21中的、第一列25a和第四行25g的线槽21对应的孔部37。
167.在如上所述的端面板30(参照图2)上,供绕线8穿插的孔部37与槽部38相当于技术方案中所说的“支承绕线的绕线支承部”。关于该“支承绕线的绕线支承部”,与后述的磁轭的制造方法一起进行详细说明。
168.此外本实施方式的端面板30(参照图2)设想是由热塑性树脂构成的成型品。作为该热塑性树脂,优选与上述线槽部件2同样的结晶性树脂,例如可列举聚醚醚酮(peek)、聚苯硫醚(pps)等。
169.<磁轭的制造方法>
170.接着,对磁轭100(参照图1)的制造方法进行说明。
171.首先,在该制造方法中,准备铁芯板11(参照图3)、线槽部件2(参照图4a)和端面板30(参照图2)。
172.其次,在该制造方法中,通过将多个铁芯板11层叠而如图3所示形成具有贯穿孔12、贯穿孔13、贯穿孔14的铁芯1。
173.顺便说一下,如上所述,贯穿孔12相当于技术方案中所说的“贯穿孔”。而且,将铁芯板11层叠而形成铁芯1的工序相当于技术方案中所说的“在以铁芯轴为中心的周向上以顺着铁芯轴的方式在铁芯上并列设置多个贯穿孔的工序”。
174.接着,在该制造方法中,如图3所示,将线槽部件2穿插至铁芯1的各个贯穿孔12内。
175.该工序相当于技术方案中所说的“将线槽部件穿插至铁芯的各个贯穿孔内的工序”。
176.接着,在该制造方法中,如图2所示,在铁芯1的下侧的端面7上重叠配置第一端面板30a。然后,以经由该第一端面板30a和线槽部件2缠绕铁芯1的方式配置绕线8。
177.图6a是经由第一端面板30a(参照图2)和线槽部件2(参照图2)在铁芯1上安装绕线8的安装工序的说明图,表示从图2的箭头v1方向观察到的下侧的第一端面板30a的情况。图6b是加工成
コ
字形的绕线8的局部放大立体图。
178.在图6a中,附图标记30a是第一端面板,附图标记1是铁芯。另外,附图标记8是绕线,且是在第一端面板30a的下表面侧延伸的
コ
字形的绕线8的闭合侧。
179.在该绕线8的配置工序中,通过对呈直线状延伸的绕线8预先实施弯曲成形而将绕
线8加工成
コ
字形。
180.根据绕线相对于在沿铁芯1(参照图3)的周向邻接的线槽部件2(参照图3)彼此之间配置的铁芯部分的圈数(匝数)而准备有多个这种
コ
字形。顺便说一下,在本实施方式中假设每极的圈数(匝数)为九匝。也就是说,如图4b所示,圈数(匝数)与每个线槽组22的第一行25d至第三行25f的九个线槽21对应。因此,圈数(匝数)能够通过增减线槽部件2的线槽21的数量来进行调节。
181.首先,对加工成
コ
字形的绕线8进行说明。
182.如图6b所示,向铁芯1(参照图3)安装之前的
コ
字形的绕线8具备在双岔的腿部81、81处开放的一侧、和将腿部81、81彼此连结的r部82。
183.腿部81、81分别是经由端面板30(参照图2)穿插到线槽21(参照图2)内的部分,并呈直线状形成。
184.r部82是在将腿部81、81经由端面板30(参照图2)穿插到线槽21(参照图2)内时残留于端面板30(参照图2)侧的部分,当侧视时以沿着端面板30(参照图2)的方式成为平坦。
185.但是,俯视时的r部82在端面板30(参照图2)的平面方向上弯曲。
186.具体而言,r部82以沿着端面板30的周向、也就是铁芯1(参照图6a)的周向cd的方式弯曲。
187.而且,在该绕线8的安装工序中,将
コ
字形的绕线8的闭合侧留在第一端面板30a的下表面侧(线槽的一端侧),并将其它绕线部分穿插到线槽21(参照图2)内。
188.如图6a所示,在第一端面板30a上形成有与穿插到铁芯1内的线槽部件2(参照图2)的线槽21(参照图2)对应的孔部37。此外,在图6a中,附图标记371是属于图4a所示的线槽部件2的第一线槽组23的孔部,附图标记372是属于图4a所示的线槽部件2的第二线槽组24的孔部。
189.当将
コ
字形的绕线8的开放侧、也就是成双岔的部分分别穿插到属于图4b所示的线槽部件2的第一线槽组23或第二线槽组24的线槽21中的任一个内时,双岔中的一方被穿插到图6a所示的孔部371内,另一方被穿插到图6a所示的孔部372内。
190.也就是说,如图3所示,绕线8以将配置于相邻的线槽部件2彼此之间的铁芯1局部跨越的方式配置。
191.具体而言,在图6a的示例中,当与图4a所示的线槽部件2对应说明时,
コ
字形的绕线8中的绕线80a以跨着一个线槽部件2中的第一列25a的第四行25g的线槽21(参照图4a)、和与此相邻的另一线槽部件2中的第一列25a的第三行25f的线槽21(参照图4a)的方式配置。
192.另外,当与图4a所示的线槽部件2对应说明时,
コ
字形的绕线8中的绕线80b(参照图6a)以跨着一个线槽部件2中的第一列25a的第二行25e的线槽21(参照图4a)、和与此相邻的另一线槽部件2中的第一列25a的第二行25e的线槽21(参照图4a)的方式配置。
193.另外,当与图4a所示的线槽部件2对应说明时,
コ
字形的绕线8中的绕线80b(参照图6a)以跨着一个线槽部件2中的第一列25a的第一行25d的线槽21(参照图4a)、和与此相邻的另一线槽部件2中的第一列25a的第一行25d的线槽21(参照图4a)的方式配置。
194.而且,在图6a的示例中,关于沿周向cd排列有十二个的线槽部件2,如上所述,以跨着第一列25a的各个线槽21的方式分别配置有绕线80a、80b、80c。
195.接着,如图2所示,在第一端面板30a的下表面侧重叠第二端面板30b。此时,图6a所示的沿着第一端面板30a的下表面延伸的
コ
字形闭合侧的绕线8部分嵌入至图5b所示的第二端面板30b的槽部38。
196.顺便说一下,本实施方式的槽部38的线槽宽与绕线8的横宽相比稍微窄(例如50μm左右)。由此,绕线8通过在第一端面板30a上重叠第二端面板30b时的轻压入操作而嵌入槽部38内并被支承。
197.接着,向形成于第二端面板30b的孔部37中的、图5b所示的孔部37a内穿插绕线8的腿部81,由此绕线(省略图示)在第二端面板30b的下表面上在沿着图5c所示的槽部38的方向上延伸。而且,关于沿周向cd排列有十二个的线槽部件2,在如上述那样配置了绕线(省略图示)之后,如图2所示,在第二端面板30b的下表面侧重叠第三端面板30c。此时,沿着第二端面板30b的下表面延伸的绕线部分(省略图示)嵌入至第三端面板30c的槽部38。
198.接着,向形成于第三端面板30c的孔部37中的、图5c所示的孔部37a内穿插绕线8的腿部81,由此绕线(省略图示)在第三端面板30c的下表面上在沿着图5d所示的槽部38的方向上延伸。而且,关于沿周向cd排列有十二个的线槽部件2,在如上述那样配置了绕线(省略图示)之后,在第三端面板30c的下表面侧重叠第四端面板30d。此时,沿着第三端面板30c的下表面延伸的绕线部分(省略图示)嵌入至第四端面板30d的槽部38。
199.由此,从铁芯1的下侧的端面7延伸出的绕线8被由第一端面板30a至第四端面板30d构成的四层端面板30牢固地支承,并且发挥优异的电绝缘性。
200.此外,如上所述,关于图4a所示的本实施方式中的线槽部件2,当各零件2a、2b、2c、2d、2e彼此相对时,线槽21的一半彼此组合而形成一个线槽21。根据这种线槽部件2,例如通过在贯穿孔12(参照图3)与线槽部件2(参照图3)之间插入楔部件等而将线槽部件2在径向rd上压缩,从而能够将穿插到线槽21内的绕线8更牢固地固定。
201.而且,在该制造方法中,虽省略图示,但从铁芯1的下侧的端面7(参照图2)插入的绕线8(图6b所示的腿部81)从铁芯1的上侧的端面7(参照图2)延伸出。
202.接着,在该制造方法中,如图2所示,在铁芯1的上侧的端面7上重叠配置第五端面板30e。
203.图7是将绕线8经由第五端面板30e(参照图2)和线槽部件2(参照图2)安装于铁芯1的安装工序的说明图,表示从图2的箭头v2方向观察到的第五端面板30e的情况。
204.如图7所示,通过在铁芯1上重叠配置有第五端面板30e,绕线8(图6b所示的腿部81)从孔部37中的、除孔部373和孔部374之外的其它孔部37延伸出。也就是说,绕线8的开放侧(双岔)分别从技术方案中所说的“线槽的另一端侧”延伸出。
205.当与图4a所示的线槽部件2对应说明时,孔部373对应于一个线槽部件2中的第一列25a的第三行25f的线槽21(图4b)。另外,孔部374对应于与一个线槽部件2邻接的其它线槽部件2(参照图3)中的第一列25a的第四行25g的线槽21(参照图4b)。
206.接着,由在沿着图5e所示的槽部38的方向上延伸的桥接线9将从第五端面板30e(参照图5a)的孔部37b(参照图5a)延伸出的绕线8的腿部81(参照图6b)连接。
207.具体而言,如图7所示,从第五端面板30e的孔部375延伸出的腿部81与从孔部376延伸出的腿部81由桥接线9连接。而且,从孔部377延伸出的腿部81与从孔部378延伸出的腿部81由桥接线9连接。
208.当与图4a所示的线槽部件2对应说明时,孔部375对应于一个线槽部件2中的第一列25a的第二行25e的线槽21(参照图4b)。另外,孔部376对应于与一个线槽部件2邻接的其它线槽部件2(参照图3)中的第一列25a的第三行25f的线槽21(参照图4b)。另外,孔部377对应于一个线槽部件2中的第一列25a的第一行25d的线槽21(参照图4b)。另外,孔部378对应于与一个线槽部件2邻接的其它线槽部件2(参照图3)中的第一列25a的第二行25e的线槽21(参照图4b)。
209.而且,桥接线9通过将腿部81彼此连结并与它们成为一体而构成绕线8的一部分。这种桥接线9与图4b所示的
コ
字形的绕线8中的r部82同样地以向径向rd上的外侧凸出的方式弯曲。
210.顺便说一下,如图7所示,本实施方式中的
コ
字形的绕线8及桥接线9具有作为芯材的电线8a、9a和将该电线8a、9a包覆且由热塑性树脂构成的被覆部件8b、9b而构成。另外,绕线8和桥接线9各自的截面形状与图4a所示的线槽部件2的线槽21的截面形状一致而成为矩形。而且,
コ
字形的绕线8的腿部81与桥接线9的连接在将被覆部件8b、9b局部去除后的电线8a、9a部分进行。
211.对于沿周向cd排列有十二个的线槽部件2,同样进行这种第五端面板30e(参照图5a)上的
コ
字形的绕线8基于桥接线9的连接。之后,如图2所示,在第五端面板30e的上表面重叠第六端面板30f。此时,在第五端面板30e(参照图5a)上延伸的桥接线9(参照图7)通过轻压入操作而嵌入至图5e所示的第六端面板30f的槽部38。
212.而且,虽省略图示,但未由桥接线9(参照图7)连接的其它绕线8的腿部81(参照图7)从形成在与其对应的位置上的图5e所示的孔部37穿过,并向上方延伸出。
213.接着,在该制造方法中,在从图5e所示的孔部37穿过并向上方延伸出的绕线8的腿部81(参照图7)中,以将图5e所示的孔部37a彼此连接并沿着图5f所示的槽部38延伸的方式配置桥接线(省略图示)。
214.对于沿周向cd排列有十二个的线槽部件2,同样进行这种第六端面板30f(参照图5e)上的
コ
字形的绕线(省略图示)基于桥接线(省略图示)的连接。之后,如图2所示,在第六端面板30f的上表面重叠第七端面板30g。此时,在第六端面板30f(参照图5e)上延伸的桥接线(省略图示)通过轻压入操作而嵌入至图5f所示的第七端面板30g的槽部38。
215.而且,未由桥接线(省略图示)连接的其它绕线的腿部(省略图示)从形成在与其对应的位置上的图5f所示的孔部37穿过,并向上方延伸出。
216.接着,在该制造方法中,在从图5f所示的孔部37穿过并向上方延伸出的绕线的腿部(省略图示)中,以将图5f所示的孔部37a彼此连接并沿着图5g所示的槽部38延伸的方式配置桥接线(省略图示)。
217.对于沿周向cd排列有十二个的线槽部件2,同样进行这种第七端面板30g(参照图5f)上的
コ
字形的绕线(省略图示)基于桥接线(省略图示)的连接。之后,如图2所示,在第七端面板30g的上表面重叠第八端面板30h。此时,在第七端面板30g(参照图5f)上延伸的桥接线(省略图示)通过轻压入操作而嵌入至图5g所示的第八端面板30h的槽部38。
218.而且,未由桥接线(省略图示)连接的其它绕线的腿部(省略图示)从形成在与其对应的位置上的图5g所示的孔部37穿过,并向上方延伸出。
219.接着,在该制造方法中,在从图5g所示的孔部37穿过并向上方延伸出的绕线的腿
部(省略图示)中,以将图5h所示的孔部37a彼此连接并沿着图5i所示的槽部38延伸的方式配置桥接线(省略图示)。
220.对于沿周向cd排列有十二个的线槽部件2,同样进行这种第八端面板30h(参照图5g)上的
コ
字形的绕线(省略图示)基于桥接线(省略图示)的连接。之后,如图2所示,在第八端面板30h的上表面重叠第九端面板30i。此时,在第八端面板30h(参照图5g)上延伸的桥接线(省略图示)通过轻压入操作而嵌入至图5h所示的第九端面板30i的槽部38。
221.而且,未由桥接线(省略图示)连接的其它绕线的腿部(省略图示)从形成在与其对应的位置上的图5h所示的孔部37穿过,并向上方延伸出。
222.接着,在该制造方法中,在从图5h所示的孔部37穿过并向上方延伸出的绕线的腿部(省略图示)中,以将图5i所示的孔部37a彼此连接并沿着图5j所示的槽部38延伸的方式配置桥接线(省略图示)。
223.对于沿周向cd排列有十二个的线槽部件2,同样进行这种第九端面板30i(参照图5h)上的
コ
字形的绕线(省略图示)基于桥接线(省略图示)的连接。之后,如图2所示,在第九端面板30i的上表面重叠第十端面板30j。此时,在第九端面板30i(参照图5h)上延伸的桥接线(省略图示)通过轻压入操作而嵌入至图5i所示的第十端面板30j的槽部38。
224.而且,未由桥接线(省略图示)连接的其它绕线的腿部(省略图示)从形成在与其对应的位置上的图5i所示的四个孔部37a1、37a2、37a3、37a4穿过,并分别向上方延伸出。
225.在该制造方法中,如上述那样地匝数形成为每极九匝的九条
コ
字形的绕线8(参照图6b)由桥接线9(参照图7)一体连结,从而沿规定方向缠绕铁芯部分。
226.具体而言,在将与沿着图5j所示的槽部38a延伸的导线(省略图示)连接的面向图5i所示的孔部37a1的绕线部分作为基端、并将面向孔部37a2的绕线部分作为顶端的情况下,该绕线(省略图示)在从铁芯1(参照图3)的内周侧向外周侧观察的侧视时逆时针缠绕铁芯部分。
227.另外,面向图5i所示的孔部37a2的绕线部分(省略图示)经由沿着图5j所示的槽部38b延伸的导线而与面向图5i所示的孔部37a3的绕线部分(省略图示)连接。
228.而且,在将面向图5i所示的孔部37a3的绕线部分作为基端、并将面向图5i所示的孔部37a4的绕线部分作为顶端的情况下,该绕线(省略图示)在从铁芯1(参照图3)的内周侧向外周侧观察的侧视时顺时针缠绕铁芯部分。
229.另外,面向图5i所示的孔部37a4的绕线部分经由沿着图5j所示的槽部38b延伸的导线,连接于以与孔部37a1对应的方式沿周向与孔部37a3并列的未图示的作为基端的绕线部分。
230.而且,分别缠绕到配置于十二个线槽部件2之间的十二极的铁芯部分上的绕线8通过如上述那样由导线(省略图示)进行连接,从而在铁芯1的整个周向上一体连结。
231.也就是说,当从例如电容式电源装置等规定电源对在铁芯1的周向上一体连结的绕线8的一端侧与另一端侧之间施加高电流时,铁芯1在内周侧的周向上排列形成正负(ns)交替更换的十二极。
232.接着,在该制造方法中,如图2所示,在第十端面板30j的上表面重叠第十一端面板30k。此时,在第十端面板30j(参照图5g)上延伸的导线(省略图示)通过轻压入操作而嵌入至图5j所示的第十一端面板30k的槽部38a、38b、38c。
233.而且,如图2所示,在冷却管5穿插固定于贯穿孔13内的状态下,通过利用第一紧固件6a和第二紧固件6b将铁芯1与端面部件3一体接合而完成图1所示的磁轭100。
234.接着,对本实施方式的磁轭100发挥的作用效果进行说明。
235.在本实施方式的磁轭100中,铁芯1的绕线8穿插固定于预先成形的由热塑性树脂构成的线槽部件2内。
236.根据这种磁轭100,不同于如以往的磁轭100(例如参照专利文献1)那样利用由热固性树脂构成的树脂部件固定绕线,能够避免在固定绕线8的树脂部件(线槽部件2)中形成空隙。由此,本实施方式的磁轭100在对磁化对象物实施磁化时能够与以往相比更可靠地防止线圈(绕线8)损坏及断裂。
237.另外,在本实施方式的磁轭100中的铁芯1的端面层叠配置有由热塑性树脂构成的多个端面板30。
238.根据这种磁轭100,不同于如以往的磁轭100(例如参照专利文献1)那样利用由热固性树脂构成的树脂部件固定绕线8的线圈端部,能够避免在铁芯1的端面固定绕线8的树脂部件(端面板30)中形成空隙。由此,本实施方式的磁轭100在对磁化对象物实施磁化时能够与以往相比更可靠地防止线圈(绕线8)损坏及断裂。
239.另外,在本实施方式的磁轭100的端面板30上形成有对从线槽21延伸出的绕线8进行支承的绕线支承部(孔部37、槽部38)。
240.根据这种磁轭100,能够将从铁芯1的端面延伸出的绕线8更可靠地固定。
241.另外,形成本实施方式的磁轭100的线槽部件2等的热塑性树脂是结晶性树脂。
242.根据这种磁轭100,线槽部件2等树脂部件在耐热性能、机械强度、加工性等方面更加优异。
243.另外,根据本实施方式的磁轭100的制造方法,不同于以往磁轭(例如参照专利文献1)的制造方法,不再需要进行固定线圈(绕线8)的树脂部件(线槽部件2)的脱泡工序,能够通过在铁芯1上组装树脂制的线槽部件2这样的简单工序来制造更可靠地防止了线圈(绕线8)损坏及断裂的磁轭100。
244.另外,根据本实施方式的磁轭100的制造方法,将由热塑性树脂构成的被覆部件所包覆的绕线8穿插到由热塑性树脂构成的线槽部件2内,并将绕线8缠绕到铁芯1上。
245.根据这种制造方法,在通过被施加的高电流对绕线8施加较大的交变载荷的情况下,能够通过由热塑性树脂构成的线槽部件2及由热塑性树脂构成的被覆部件发挥绕线8相对于铁芯1的牢固的固定力,并且电绝缘性进一步提高。
246.另外,根据该制造方法,由于将由多组构成的
コ
字形的绕线8连接而形成绕线8相对于铁芯1的缠绕构造,所以无需另行准备绕线8(线圈)的缠绕装置。另外,在能够由缠绕装置形成的缠绕构造中,在绕线8的直径受到限制的情况下,根据该制造方法,由于将由多组构成的
コ
字形的绕线8连接而形成绕线8相对于铁芯1的缠绕构造,所以能够提高绕线8的有效截面积。
247.以上,对本发明的实施方式进行了说明,但本发明并不限定于上述实施方式,而是能够以各种各样的方式来实施。
248.图8是第一变形例的磁轭100的结构说明图。图9是第二变形例的磁轭100的结构说明图。图10是第三变形例的磁轭100的结构说明图。此外,在图8至图10中,对于与上述实施
方式相同的构成要素标注相同的附图标记并省略其详细说明。另外,在图8至图10中,为了便于制图而省略了穿插在线槽部件2内的绕线的记载。
249.如图8所示,第一变形例的磁轭100在俯视时呈扇形。
250.虽省略图示,但假设该第一变形例的磁轭100具有1或2n(n为自然数)个磁极。
251.在这种磁轭100中,关于配置在内周侧的磁化对象物(省略图示),一边使其旋转一边对磁化对象物的整个周面进行磁化。
252.此外,对磁极为一个的磁轭100实施切换工序,即,向电源端子(省略图示)的施加的电流的极性在每次磁化都正负更换。
253.如图9所示,为了便于制图,局部表示第二变形例的磁轭100,但其呈圆柱形状。该磁轭100以线槽部件2沿着外周面在周向上等间隔排列的方式配置。而且,该磁轭100的磁极在由邻接的线槽部件2彼此夹着的铁芯部分以极性在周向上交替更换的方式形成。
254.这种磁轭100在环状的磁化对象物10的内周面的周向上被进行磁化。此外,图9所示的磁轭100也能以在俯视时呈扇形的方式变形,在该情况下,虽省略图示,但通过使磁化对象物10绕着铁芯轴(省略图示)旋转而在磁化对象物的内周面的整个周向上进行磁化。
255.如图10所示,第三变形例的磁轭100在俯视时呈矩形。假设该磁轭100对沿一个方向直线延伸的带状的磁化对象物10进行磁化。该磁轭100在与磁化对象物10相对的一侧以沿着磁化对象物10的延伸方向的方式配置有多个线槽部件2。在图10中,箭头表示磁化对象物10在每次磁化移动的方向。
256.此外,该第三变形例的磁轭100假设磁极为一个。在这种磁轭100中,当对于磁化对象物10的每次磁化时实施切换工序,即,向电源端子(省略图示)的施加的电流的极性在每次磁化都正负更换。由此,以使极性(ns)沿着长度方向交替更换的方式对磁化对象物10进行磁化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。