1.本公开涉及包装技术领域,具体而言,涉及一种包装机。
背景技术:
2.随着女性卫生用品行业的不断开展,消费者对使用的产品要求越来越高,从产品的质量到包装的质量每个环节都不可轻视。目前,用于包装女性卫生用品的包装机存在体积庞大、自动化程度差、包装速度慢的缺点,导致生产周期较长,成本过高;此外,在包装过程中还容易出现机器晃动或待包装产品晃动的情况,从而导致容易出现包装对位精度差,产品质量低下的情况。
技术实现要素:
3.本公开的目的在于提供一种包装机,以具有结构紧凑、体积小、生产效率高、产品质量高等优点。
4.本公开提供了一种包装机,其包括:
5.机架,具有第一推动工位、第二推动工位、开袋工位及封装工位,所述第一推动工位和所述第二推动工位在第一水平方向上间隔排布,所述第二推动工位、所述开袋工位及所述封装工位在第二水平方向上依次间隔排布,所述第二水平方向与所述第一水平方向相交;
6.物料输送装置,设于所述机架,并用于在所述第二水平方向上进行输送,以将待包装物料输送至所述第一推动工位;
7.包装输送装置,设于所述机架,并位于所述第一推动工位远离所述物料输送装置的一侧,所述包装输送装置用于在所述第一水平方向上进行输送,并将包装袋输送至所述开袋工位;
8.开袋装置,设于所述开袋工位,用于将位于所述开袋工位的包装袋的开口打开;
9.第一推动装置,包括与所述机架在所述第一水平方向上移动配合的第一推动部,所述第一推动部用于将位于所述第一推动工位的待包装物料推动至所述第二推动工位;
10.第二推动装置,包括与所述机架在所述第二水平方向上移动配合的第二推动部,所述第二推动部用于将位于所述第二推动工位的待包装物料推动至所述开袋工位处并位于已开口的包装袋内,以形成半包装产品,且所述第二推动装置还用于将所述半包装产品推动至所述封装工位;
11.封口装置,设于所述封装工位,用于对位于所述封装工位的所述半包装产品进行封口处理。
12.在本公开的一种示例性实施例中,
13.所述物料输送装置为带传动式输送装置,其中,所述物料输送装置包括物料伺服电机、与所述物料伺服电机连接的物料传动机构、及与所述机架连接并在所述第一水平方向上间隔排布的两物料限位板,所述物料传动机构包括物料同步带及通过所述物料同步带
连接的物料主动轮和物料从动轮,所述物料主动轮与所述物料伺服电机连接,所述物料同步带的至少部分位于所述两物料限位板之间,且所述物料同步带的外圈设置有多个在其输送方向上间隔排布的物料挡板,相邻两所述物料挡板与所述两物料限位板之间形成用于存放所述待包装物料的物料放置仓;和/或
14.所述包装输送装置为带传动式输送装置,其中,所述包装输送装置包括包装伺服电机、与所述包装伺服电机连接的包装传动机构、及与所述机架连接并在所述第二水平方向上间隔排布的两包装限位板,所述包装传动机构包括包装同步带及通过所述包装同步带连接的包装主动轮和包装从动轮,所述包装主动轮与所述包装伺服电机连接,所述包装同步带的至少部分位于所述两包装限位板之间,且所述包装同步带的外圈设置有多个在其输送方向上间隔排布的包装挡板,相邻两所述包装挡板与所述两包装限位板之间形成用于存放所述包装袋的包装放置仓。
15.在本公开的一种示例性实施例中,所述物料输送装置和所述包装输送装置均为带传动式输送装置;其中,
16.所述物料输送装置具有多个在所述第二水平方向上排布的所述物料放置仓,所述包装输送装置具有多个在所述第一水平方向上排布的所述包装放置仓;和/或
17.所述物料从动轮设置两个且共水平面设置,所述物料主动轮位于所述物料从动轮的下方且位于两所述物料从动轮的之间;和/或
18.所述包装从动轮与所述包装主动轮共水平面设置。
19.在本公开的一种示例性实施例中,所述开袋装置包括:
20.下吸口部,安装在所述机架上;
21.上吸口部,与所述下吸口部在竖直方向上相对设置;
22.开袋驱动件,安装在所述机架上并与所述上吸口部连接,用于驱动所述上吸口部向靠近或远离所述下吸口部的方向运动,以对位于所述上吸口部和所述下吸口部之间的包装袋进行开袋处理。
23.在本公开的一种示例性实施例中,
24.所述第一推动装置还包括与所述第一推动部连接的推动驱动件,所述推动驱动件用于驱动所述第一推动部在所述第一水平方向上移动;和/或
25.所述第二推动装置为带传动式推动装置,所述第二推动装置还包括推动伺服电机、推动传动机构及固定部,所述推动传动机构包括推动同步带及通过所述推动同步带连接的推动主动轮和推动从动轮,所述推动主动轮与所述推动伺服电机连接,所述固定部与所述推动同步带和所述第二推动部固定连接,且所述固定部位于所述推动主动轮与所述推动从动轮之间,其中,所述推动伺服电机能够驱动所述推动同步带在所述第二水平方向上输送,以带动所述第二推动部在所述第二水平方向上移动;和/或
26.所述第二推动部包括抽气连接部和推头,所述推头具有在所述第一水平方向上相对设置的第一侧面和第二侧面、在所述第二水平方向上相对设置的连接面和推动面、及在竖直方向上相对设置的上表面和下表面,所述连接面与所述抽气连接部连接,所述推动面用于与待包装物料接触,其中,所述抽气连接部具有在所述第二水平方向上延伸的抽气通道,所述推头的上表面、下表面、第一侧面、第二侧面及推动面中至少一者开设有与所述抽气通道连通的抽气口,所述抽气口能够在所述封口装置进行封口处理之前位于已开口的包
装袋内,以用于将所述包装袋内进行抽真空处理。
27.在本公开的一种示例性实施例中,
28.所述第二推动装置为带传动式推动装置,且所述第二推动装置还包括设于所述机架上的推动导轨;
29.其中,所述固定部与所述推动导轨在所述第二水平方向上滑动配合。
30.在本公开的一种示例性实施例中,所述封口装置包括:
31.封口导轨,安装在所述机架上,且在竖直方向上延伸;
32.热压组件,包括在所述竖直方向上相对设置的第一压合部和第二压合部,所述第一压合部通过第一滑块与所述封口导轨在所述竖直方向上滑动配合,所述第二压合部通过第二滑块与所述封口导轨在所述竖直方向上滑动配合,且所述第一压合部和所述第二压合部中至少一者包括加热件;
33.封口驱动组件,包括封口伺服电机及至少一组封口传动机构,所述封口伺服电机的输出轴在所述第一水平方向上延伸,所述封口传动机构包括固定连杆、第一活动连杆和第二活动连杆,所述固定连杆固定在所述封口伺服电机的输出轴上,所述第一活动连杆的两端分别与所述固定连杆和所述第一压合部铰接,所述第二活动连杆的两端分别与所述固定连杆和所述第二压合部铰接;
34.其中,所述封口伺服电机能够驱动所述固定连杆转动,以通过所述第一活动连杆和所述第二活动连杆分别带动所述第一压合部和所述第二压合部向靠近彼此或远离彼此的方向运动。
35.在本公开的一种示例性实施例中,
36.所述固定连杆的中间与所述封口伺服电机的输出轴固定连接,所述固定连杆在所述输出轴的径向上的相对两端分别与所述第一活动连杆和所述第二活动连杆连接;和/或
37.所述第一活动连杆和所述第二活动连杆包括至少两个在其延伸方向上可拆卸连接的杆部;和/或
38.所述封口传动机构设置两组,并设置在所述热压组件在所述第一水平方向上的相对两端;和/或
39.所述第一压合部和所述第二压合部均包括所述加热件;和/或
40.所述第一压合部和所述第二压合部中至少一者还包括切割治具,所述切割治具位于所述加热件靠近所述第二推动装置的一侧,所述切割治具用于在完成封口处理之后对产品位于封口位靠近所述第二推动装置一侧的包装边进行切割。
41.在本公开的一种示例性实施例中,
42.所述机架还包括中转工位,所述中转工位与所述开袋工位在所述第一水平方向上排布,所述包装机还包括与所述机架上在所述第一水平方向上移动配合的移送装置,其中,所述包装输送装置用于将所述包装袋输送至所述中转工位,所述移送装置用于将位于所述中转工位处的包装袋移送至所述开袋工位;和/或
43.所述包装机还包括撑袋装置,位于所述第二推动工位与所述开袋工位之间,所述撑袋装置包括安装在所述机架上的安装基座、与所述安装基座连接的撑袋驱动件、安装在所述安装基座上的撑袋组件,所述撑袋驱动件能够驱动所述撑袋组件移动至所述开袋工位处并位于已开口的包装袋内,且所述撑袋组件具有供所述第二推动部和所述待包装物料通
过的撑袋通道;和/或
44.所述包装机还包括整形装置,位于所述第二推动工位处,且所述整形装置包括安装在所述机架上的整形驱动件及与所述整形驱动件连接的整形部,其中,所述整形驱动件能够驱动所述整形部在竖直方向上移动,以用于压合位于所述第二推动工位处的待包装物料,所述第二推动装置用于将位于所述第二推动工位处且经所述整形部压合后的待包装物料推动至所述开袋工位处并位于已开口的包装袋内;和/或
45.所述包装机还包括下料装置,位于所述封口装置远离所述第二推动装置的一侧,所述下料装置包括相连接的下料驱动件和接料板,所述接料板具有相对设置的连接端和下料端,所述连接端与所述机架转动连接;其中,所述接料板能够在所述第二推动装置将所述半包装产品推动至所述封装工位时承接所述半包装产品的部分,所述下料驱动件能够在所述半包装产品完成封口处理之后驱动所述下料板的下料端向下倾斜。
46.在本公开的一种示例性实施例中,所述机架还包括所述中转工位,所述包装机包括所述移送装置、所述撑袋装置、所述整形装置及所述下料装置;其中,
47.所述移送装置包括第一移送驱动件、第二移送驱动件及真空吸附头,所述第一移送驱动件安装在所述机架上并与所述第二移送驱动件连接,所述第二移送驱动件与所述真空吸附头连接,所述第一移送驱动件用于驱动所述第二移送驱动件沿所述第一水平方向移动,以带动所述真空吸附头在所述中转工位和所述开袋工位之间进行往复移动,所述第二移送驱动件用于在所述真空吸附头位于所述中转工位或所述开袋工位时驱动所述真空吸附头在竖直方向上移动;和/或
48.所述撑袋组件包括两个在所述第一水平方向上排布的撑袋件,所述撑袋件包括撑袋部及旋转驱动件,两个所述撑袋件的撑袋部形成所述撑袋通道,所述撑袋部具有相对设置的固定端及插入端,所述旋转驱动件与所述撑袋部的固定端连接,用于驱动所述撑袋部转动,以使所述撑袋部的插入端在撑袋位和插入位之间进行转动,在两个所述撑袋件的撑袋部的插入端均位于所述插入位时,所述撑袋通道的宽度沿着插入方向逐渐减小,在两个所述撑袋件的撑袋部的插入端均位于所述撑袋位时,所述撑袋通道的宽度沿着插入方向不变或逐渐增大;和/或,
49.所述撑袋装置还包括至少一条设置在所述机架上的撑袋导轨,所述安装基座与所述撑袋导轨在所述第二水平方向上滑动配合;和/或
50.所述包装机还包括控制装置,与所述物料输送装置、所述包装输送装置、所述开袋装置、所述第一推动装置、所述第二推动装置、所述封口装置、所述移送装置、所述撑袋装置、所述整形装置及所述下料装置均为通信连接。
51.本公开提供的技术方案可以达到以下有益效果:
52.本公开所提供的包装机通过设置两个方向不同的推动装置,可以使得物料输送装置与包装输送装置的输送方向不同,这样设计相比于物料输送装置与包装输送装置的输送方向相同的方案,可以使得包装机的结构更加紧凑,以能够减小包装机的体积,节省空间,从而可降低成本。
53.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
54.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
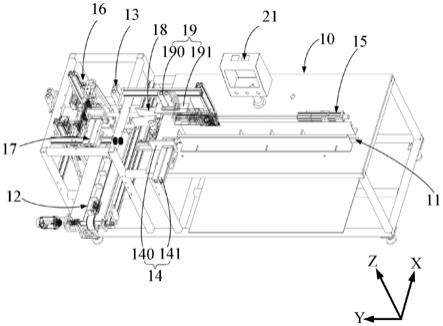
55.图1示出了本公开一实施例所述的包装机的立体结构示意图;
56.图2示出了图1所示的包装机的侧视平面示意图;
57.图3示出了图1所示的包装机中物料输送装置的立体结构示意图;
58.图4示出了图3所示的物料输送装置的侧视平面示意图;
59.图5示出了图1所示的包装机中包装输送装置的立体结构示意图;
60.图6示出了图1所示的包装机中移送装置的立体结构示意图;
61.图7示出了图1所示的包装机中开袋装置的立体结构示意图;
62.图8示出了图1所示的包装机中第二推动装置的立体结构示意图;
63.图9示出了图1所示的包装机中撑袋装置的立体结构示意图;
64.图10示出了图1所示的包装机中封口装置与下料装置的爆炸结构示意图;
65.图11示出了图1所示的包装机中封口装置与下料装置组装后的侧视平面示意图。
66.附图标记:
67.10、机架;
68.11、物料输送装置;110、物料伺服电机;111、物料同步带;112、物料主动轮;113、物料从动轮;114、物料限位板;115、物料挡板;116、物料放置仓;
69.12、包装输送装置;120、包装伺服电机;121、包装同步带;122、包装主动轮;123、包装从动轮;124、包装限位板;125、包装挡板;126、包装放置仓;
70.13、开袋装置;130、下吸口部;131、上吸口部;132、开袋驱动件;
71.14、第一推动装置;140、第一推动部;141、推动驱动件;
72.15、第二推动装置;150、第二推动部;1501、抽气连接部;1502、推头;1502a、抽气口;151、推动伺服电机;152、固定部;153、推动同步带;154、推动主动轮;155、推动从动轮;156、推动导轨;
73.16、封口装置;160、封口导轨;161、第一压合部;162、第二压合部;163、第一滑块;164、第二滑块;165、封口伺服电机;1651、输出轴;166、固定连杆;167、第一活动连杆;168、第二活动连杆;
74.17、移送装置;170、第一移送驱动件;171、第二移送驱动件;172、真空吸附头;
75.18、撑袋装置;180、安装基座;181、撑袋驱动件;182、撑袋通道;183、撑袋件;1830、撑袋部;1831、旋转驱动件;184、撑袋导轨;
76.19、整形装置;190、整形驱动件;191、整形部;
77.20、下料装置;201、下料驱动件;202、接料板;
78.21、控制装置。
具体实施方式
79.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形
式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本公开将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
80.虽然本说明书中使用相对性的用语,例如“上”“下”来描述图标的一个装置对于另一装置的相对关系,但是这些术语用于本说明书中仅出于方便,例如根据附图中所述的示例的方向。能理解的是,如果将图标的装置翻转使其上下颠倒,则所叙述在“上”的装置将会成为在“下”的装置。当某结构在其它结构“上”时,有可能是指某结构一体形成于其它结构上,或指某结构“直接”设置在其它结构上,或指某结构通过另一结构“间接”设置在其它结构上。
81.本公开实施例公开了一种包装机,如图1至图2所示,其至少可包括机架10、设于机架10上的物料输送装置11、包装输送装置12、开袋装置13、第一推动装置14、第二推动装置15及封口装置16,但不限于此,也可包括移送装置17、撑袋装置18、整形装置19、下料装置20和控制装置21中的至少一者。下面结合附图对本公开实施例的包装机的结构进行详细说明。
82.图1和图2所示的机架10可由多根金属杆及多块金属板等结构采用焊接、铆接等形式拼接而成,应当理解的是,机架10的材料也不限于金属,也可为其他材质,例如:木质材料等,视具体情况而定,只要能够保证机架10的结构稳定性即可。
83.本公开不对机架10的形状和结构进行详细介绍,只要能够保证其他部件稳定安装在其上即可。
84.其中,机架10可具有多个工位,其中,不同的工位与不同部件配合以实现包装过程中的不同操作,以用于更好地完成包装。
85.具体地,机架10可包括第一推动工位(图中未标示)、第二推动工位(图中未标示)、开袋工位(图中未标示)及封装工位(图中未标示),此第一推动工位(图中未标示)和第二推动工位(图中未标示)在第一水平方向x上间隔排布,且第二推动工位、开袋工位及封装工位在第二水平方向y上依次间隔排布。
86.其中,在包装机包括移送装置17时,此机架10还可包括中转工位,中转工位可与开袋工位在第一水平方向x上排布。
87.需要说明的是,本公开实施例提到的第二水平方向y可与第一水平方向x相交。可选地,第二水平方向y可与第一水平方向x相垂直,以降低后续装置的设计难度。
88.物料输送装置11在第二水平方向y上进行输送,以用于将其上的待包装物料输送至第一推动工位。举例而言,待包装物料可为多个堆叠的卫生巾等女性卫生用品,但不限于此,此待包装物料也可为其他产品,均适用本公开的包装机。
89.物料输送装置11可为带传动式输送装置,具体地,如图3和图4所示,物料输送装置11可包括物料伺服电机110、与物料伺服电机110连接的物料传动机构、及与机架10连接并在第一水平方向x上间隔排布的两物料限位板114,此物料传动机构包括物料同步带111及通过物料同步带111连接的物料主动轮112和物料从动轮113,物料同步带111套设在物料主动轮112和物料从动轮113上,且物料同步带111位于物料主动轮112和物料从动轮113上方的部位放置待包装物料。
90.其中,物料主动轮112可与物料伺服电机110连接,物料伺服电机110能够驱动物料
主动轮112进行转动,在物料主动轮112进行转动的同时,可使物料同步带111上的待包装物料输送至第一推动工位处。
91.本公开中物料输送装置11采用伺服电机对待包装物料进行输送,可以提高待包装物料的输送精准性,从而可保证后续与已开口的包装袋之间的对位精准性,继而可提高包装良率,提高产品质量。
92.示例地,如图3和图4所示,物料同步带111的至少部分可位于两物料限位板114之间,且物料同步带111的外圈设置有多个在其输送方向上间隔排布的物料挡板115,相邻两物料挡板115与两物料限位板114之间形成用于存放待包装物料的物料放置仓116,这样便于保证待包装物料的整体形态,例如:在待包装物料有多个堆叠的卫生巾组成时,利用物料挡板115和物料限位板114可避免卫生巾出现倾斜或散落的情况,从而能够保证后续正常的包装流程,即:降低待包装物料输送过程中的出错率。
93.应当理解的是,本公开的物料放置仓116是始终位于物料主动轮112和物料从动轮113上方的物料同步带111、物料挡板115和物料限位板114形成的放置空间。
94.可选地,物料输送装置11可具有多个物料放置仓116,每个物料放置仓116内均可放置有待包装物料,这样设计可减少等待时间,从而可提高包装机的包装效率,缩短生产周期,降低成本。
95.其中,在检测到物料放置仓116内无待包装物料时,可人工添加,也可通过机器人自动添加,实现包装机的全自动化。
96.如图4所示,本公开的物料从动轮113设置两个且共水平面设置,而物料主动轮112位于物料从动轮113的下方,且位于两物料从动轮113的之间,通过将物料主动轮112设置在物料从动轮113下方的位置,从而可使物料伺服电机110位于下方,这样设计可合理利用机架10上的空间,可避免占用太多的水平空间,从而避免物料伺服电机110与机架10上的其他结构发生干涉的情况。
97.需要说明的是,本公开实施例的物料输送装置11不限于采用两物料从动轮113,也可仅设置一个物料从动轮113与物料主动轮112共水平面设置等等。本公开实施例的物料输送装置11也不限于采用带传动,也可采用其他传动方式。本公开实施例的物料输送装置11也不限于采用伺服电机进行驱动,也可采用其他驱动结构,只要能够保证输送精准性即可。此外,在本公开实施例的物料输送装置11也可不设置物料限位板114,视待包装物料的具体形态、传送稳定性等具体情况而定。
98.如图1所示,第一推动装置14可包括与机架10在第一水平方向x上移动配合的第一推动部140,第一推动部140用于将位于第一推动工位的待包装物料推动至第二推动工位。
99.可选地,如图1所示,第一推动装置14还可包括与第一推动部140连接的推动驱动件141,此推动驱动件141用于驱动第一推动部140在第一水平方向x上移动,以用于将位于第一推动工位的待包装物料推动至第二推动工位。
100.举例而言,第一推动装置14的推动驱动件141可为直线气缸,第一推动部140可为推动板,其中,在待包装物料为卫生巾等堆叠件时,第一推动部140的面积需要大于待包装物料的面积,以使得待包装物料位于第一推动工位时,其在第一水平方向x上的正投影完全位于第一推动部140内,这样可以缓解或避免第一推动部140在推动过程中使得待包装物料的整体形态发生变化的情况,从而可保证后续包装对位准确性,保证产品包装良率。
101.整形装置19可位于第二推动工位处,以用于对位于第二推动工位处的待包装物料进行整形,使其能够在后续过程中顺利进入到包装袋内。
102.举例而言,此整形装置19可为压合装置。其中,如图1所示,整形装置19可包括安装在机架10上的整形驱动件190及与整形驱动件190连接的整形部191,整形驱动件190能够驱动整形部191在竖直方向z上移动。
103.具体地,在待包装物料移动至第二推动工位处时,整形驱动件190能够驱动整形部191向下运动,以用于压合位于第二推动工位处的待包装物料,这样在待包装物料为堆叠的卫生巾等结构时,可将堆叠的卫生巾之间贴合更紧密,以便于顺利套入包装袋内,在压合之后,整形驱动件190能够驱动整形部191向上运动,以便于包装机进入下一工序。
104.举例而言,此整形驱动件190可为直线气缸,但不限于此,视具体情况而定。整形部191可为板状结构,其中,整形部191的面积需要大于待包装物料的面积,以使得待包装物料位于第二推动工位时,其在竖直方向z上的正投影完全位于整形部191内,以保证其整体形态,另外,在待包装物料为卫生巾等堆叠件时,缓解或避免整形部191在压合过程中使得待包装物料的整体形态发生变化的情况,从而可保证后续包装对位准确性,保证产品包装良率。
105.需要说明的是,在待包装物料的整体形态不易发生变化时,本公开实施例的包装机也可不设置整形装置19。
106.包装输送装置12可位于第一推动工位远离物料输送装置11的一侧,此包装输送装置12用于在第一水平方向x上进行输送,并将包装袋输送至开袋工位。
107.包装输送装置12为带传动式输送装置。如图5所示,包装输送装置12包括包装伺服电机120、与包装伺服电机120连接的包装传动机构、及与机架10连接并在第二水平方向y上间隔排布的两包装限位板124,此包装传动机构可包括包装同步带121及通过包装同步带121连接的包装主动轮122和包装从动轮123,包装同步带121套设在包装主动轮122和包装从动轮123上,且包装同步带121位于包装主动轮122和包装从动轮123上方的部位放置包装袋,此包装袋仅一端为未密封的开口。
108.其中,包装主动轮122可与包装伺服电机120连接,包装伺服电机120能够驱动包装主动轮122进行转动,在包装主动轮122进行转动的同时,可使包装同步带121上的包装袋输送至开袋工位;需要说明的是,在本公开实施例的包装机包括移送装置17,机架10具有中转工位时,包装同步带121上的包装袋可先输送至中转工位,然后在利用移动装置将其从中转工位输送至开袋工位。
109.本公开中包装输送装置12采用伺服电机对包装袋进行输送,可以提高包装袋的输送精准性,从而可保证后续与待包装物料之间进行精准对位精,继而可提高包装良率,提高产品质量。
110.示例地,包装同步带121的至少部分可位于两包装限位板124之间,且包装同步带121的外圈设置有多个在其输送方向上间隔排布的包装挡板125,相邻两包装挡板125与两包装限位板124之间形成用于存放包装袋的包装放置仓126,每个包装放置仓126可放置多个堆叠在一起的包装袋,以来提供更多的包装袋,在整个流水产线上,不需要频繁补充包装袋,从而可提高生产效率。
111.由于每个包装放置仓126用于放置多个堆叠在一起的包装袋,因此,通过利用包装
挡板125和包装限位板124可避免堆叠的包装袋出现倾斜或散落的情况,从而可保证包装放置仓126内包装袋的规整性,以便于后续移送装置17精准抓取。
112.应当理解的是,本公开的包装放置仓126是始终位于包装主动轮122和包装从动轮123上方的包装同步带121、包装挡板125和包装限位板124形成的放置空间。
113.可选地,包装输送装置12可具有多个包装放置仓126,每个包装放置仓126内均可放置有多个堆叠的包装袋,这样设计不需要频繁补充包装袋,从而可提高包装机的包装效率,缩短生产周期,降低成本。
114.其中,在检测到包装放置仓126内无包装袋时,可人工添加,也可通过机器人自动添加,实现包装机的全自动化。
115.如图5所示,本公开实施例的包装从动轮123与包装主动轮122仅设置一个,且共水平面设置,但不限于此,也可参考物料输送装置11的传动设计,视具体情况而定。
116.需要说明的是,本公开实施例的包装输送装置12也不限于采用带传动,也可采用其他传动方式。且包装输送装置12也不限于采用伺服电机进行驱动,也可采用其他驱动结构,只要能够保证输送精准性即可。此外,在本公开实施例的包装输送装置12也可不设置包装限位板124视具体情况而定。
117.移送装置17可与机架10上在第一水平方向x上移动配合,以在中转工位和开袋工位之间进行往复移动。具体地,在包装输送装置12用于将包装袋输送至中转工位时,移送装置17可移动至中转工位,并将位于中转工位处的包装袋移送至开袋工位。
118.举例而言,如图6所示,移送装置17可包括第一移送驱动件170、第二移送驱动件171及真空吸附头172,第一移送驱动件170安装在机架10上并与第二移送驱动件171连接,第二移送驱动件171与真空吸附头172连接,第一移送驱动件170用于驱动第二移送驱动件171沿第一水平方向x移动,以带动真空吸附头172在中转工位和开袋工位之间进行往复移动,第二移送驱动件171用于在真空吸附头172位于中转工位或开袋工位时驱动真空吸附头172在竖直方向z上移动,以用于使真空吸附头172吸附位于中转工位的包装袋,并将包装袋释放在开袋工位。
119.其中,第一移送驱动件170和第二移送驱动件171可为直线气缸,但不限于此,也可采用其他结构。
120.开袋装置13可设于开袋工位,用于将位于开袋工位处的包装袋的开口打开,应当理解的是,包装袋的开口应朝向第二推动装置15所在的区域。
121.举例而言,如图7所示,开袋装置13可包括下吸口部130、上吸口部131及开袋驱动件132,其中,下吸口部130安装在机架10上;上吸口部131与下吸口部130在竖直方向z上相对设置;而开袋驱动件132可安装在机架10上并与上吸口部131连接,用于驱动上吸口部131向靠近或远离下吸口部130的方向运动,以对位于上吸口部131和下吸口部130之间的包装袋进行开袋处理。
122.具体地,在检测到开袋工位处放置有包装袋时,下吸口部130可采用真空吸附的方式吸附包装袋的下表面,开袋驱动件132可驱动上吸口部131向靠近下吸口部130的方向运动,上吸口部131可采用真空吸附的方式吸附包装袋的上表面,在上吸口部131吸附包装袋的上表面之后,开袋驱动件132可驱动上吸口部131向远离下吸口部130的方向运动,以使得包装袋的开口打开。
123.需要说明的是,在开袋过程中,不限于上吸口部131在开袋驱动件132的驱动下移动,也可下吸口部130在开袋驱动件132的驱动下移动,或者,上吸口部131和下吸口部130可同时通过在一个开袋驱动件132的驱动下或通过在两个开袋驱动件132的分别驱动下向靠近或远离彼此的方向运动。
124.举例而言,开袋驱动件132可为直线气缸,但不限于此,视具体情况而定。
125.第二推动装置15可包括与机架10在第二水平方向y上移动配合的第二推动部150,第二推动部150用于将位于第二推动工位的待包装物料推动至开袋工位处并位于已开口的包装袋内,以形成半包装产品。
126.具体地,在第二推动工位处设置有整形装置19时,第二推动装置15可用于将位于第二推动工位处且经整形部191压合后的待包装物料推动至开袋工位处并位于已开口的包装袋内。
127.此外,第二推动装置15在将位于第二推动工位的待包装物料推动至已开口的包装袋内之后,还可继续推动半包装产品,以将半包装产品的开口推动至封装工位。
128.举例而言,第二推动装置15可为带传动式推动装置。如图8所示,第二推动装置15还可包括推动伺服电机151、推动传动机构及固定部152,推动传动机构可包括推动同步带153及通过推动同步带153连接的推动主动轮154和推动从动轮155,推动主动轮154与推动伺服电机151连接,固定部152与推动同步带153和第二推动部150固定连接,且固定部152位于推动主动轮154与推动从动轮155之间。
129.其中,推动伺服电机151能够驱动推动同步带153在第二水平方向y上输送,以带动第二推动部150在第二水平方向y上移动。
130.可选地,如图8所示,第二推动部150可包括抽气连接部1501和推头1502,推头1502具有在第一水平方向x上相对设置的第一侧面和第二侧面、在第二水平方向y上相对设置的连接面和推动面、及在竖直方向z上相对设置的上表面和下表面,连接面与抽气连接部1501连接,推动面用于与待包装物料接触,其中,抽气连接部1501具有在第二水平方向上延伸的抽气通道,推头1502的上表面、下表面、第一侧面、第二侧面及推动面中至少一者开设有与抽气通道连通的抽气口1502a,抽气口1502a能够在封口装置16进行封口处理之前位于已开口的包装袋内,以用于将包装袋内进行抽真空处理。
131.其中,为了避免对包装袋进行抽真空处理时将待包装物料从包装袋中抽出,进一步地,可在推头1502的第一侧面、第二侧面开设有与抽气通道连通的抽气口1502a。
132.举例而言,如图8所示,本公开实施例的第二推动装置15还可包括设于机架10上的推动导轨156;其中,固定部152与推动导轨156在第二水平方向y上滑动配合。
133.撑袋装置18可位于第二推动工位与开袋工位之间。如图9所示,此撑袋装置18可包括安装在机架10上的安装基座180、与安装基座180连接的撑袋驱动件181、安装在安装基座180上的撑袋组件,撑袋驱动件181能够驱动撑袋组件移动至开袋工位处并位于已开口的包装袋内,且撑袋组件具有供第二推动部150和待包装物料通过的撑袋通道182,也就是说,第二推动装置15在推动待包装物料从第二推动工位移动至开袋工位时,可通过撑袋组件的撑袋通道182进入至已开口的包装袋内。
134.在本实施例中,通过设置撑袋装置18可利于第二推动装置15将待包装物料快速推到包装袋内,提高生产效率。
135.应当理解的是,撑袋组件的至少部分可先于待包装物料进入到已开口的包装袋中。
136.其中,如图9所示,撑袋组件可包括两个在第一水平方向x上排布的撑袋件,撑袋件183包括撑袋部1830及旋转驱动件1831,两个撑袋件183的撑袋部1830形成撑袋通道182,撑袋部1830具有相对设置的固定端及插入端,旋转驱动件1831与撑袋部1830的固定端连接,用于驱动撑袋部1830转动,以使撑袋部1830的插入端在撑袋位和插入位之间进行转动,在两个撑袋件183的撑袋部1830的插入端均位于插入位时,撑袋通道182的宽度沿着插入方向逐渐减小,在两个撑袋件183的撑袋部1830的插入端均位于撑袋位时,撑袋通道182的宽度沿着插入方向(第二水平方向y)不变或逐渐增大。
137.在撑袋过程中,可利用旋转驱动件1831驱动撑袋部1830转动,以先将撑袋部1830的插入端调整至插入位,然后再利用撑袋驱动件181驱动撑袋组件向着开袋工位处移动,以使得撑袋部1830的插入端顺利插入到已开口的包装袋中,然后在第二推动部150推动待包装物料向开袋工位移动的过程中,旋转驱动件1831可驱动撑袋部1830逐渐转动至撑袋位。
138.需要说明的是,在旋转驱动件1831驱动撑袋部1830从插入位转动至撑袋位的过程中,撑袋驱动件181还可继续驱动撑袋组件向已开口的包装袋移动,以使包装袋完全撑开。
139.如图9所示,撑袋装置18还可包括至少一条设置在机架10上的撑袋导轨184,安装基座180与撑袋导轨184在第二水平方向y上滑动配合,具体地,撑袋导轨184可设置两条,并在第一水平方向x上间隔排布。
140.举例而言,撑袋驱动件181可为直线气缸,旋转驱动件1831可为旋转气缸,但不限于此。
141.封口装置16设于封装工位,用于对位于封装工位的半包装产品进行封口处理。
142.具体地,如图10和图11所示,封口装置16包括封口导轨160、热压组件及封口驱动组件:其中,封口导轨160安装在机架10上,且在竖直方向z上延伸;热压组件包括在竖直方向z上相对设置的第一压合部161和第二压合部162,第一压合部161通过第一滑块163与封口导轨160在竖直方向z上滑动配合,第二压合部162通过第二滑块164与封口导轨160在竖直方向z上滑动配合,且第一压合部161和第二压合部162中至少一者包括加热件。
143.如图10和图11所示,封口驱动组件可包括封口伺服电机165及至少一组封口传动机构,封口伺服电机165的输出轴在第一水平方向上延伸,封口传动机构包括固定连杆166、第一活动连杆167和第二活动连杆168,固定连杆166固定在封口伺服电机165的输出轴1651上,第一活动连杆167的两端分别与固定连杆166和第一压合部161铰接,第二活动连杆168的两端分别与固定连杆166和第二压合部162铰接。
144.其中,封口伺服电机165能够驱动固定连杆166转动,以通过第一活动连杆167和第二活动连杆168分别带动第一压合部161和第二压合部162向靠近彼此或远离彼此的方向运动。
145.在本公开的实施例中,封口装置16采用伺服电机驱动,相比于采用气缸驱动,驱动稳定性高,且速度快。
146.示例地,如图10所示,固定连杆166的中间与封口伺服电机165的输出轴1651固定连接,固定连杆166在输出轴1651的径向上的相对两端分别与第一活动连杆167和第二活动连杆168连接,这样设计可保证驱动稳定性,且省力。
147.示例地,第一活动连杆167和第二活动连杆168包括至少两个在其延伸方向上可拆卸连接的杆部,如图10所示,这样设计便于运输,即:运输过程中可将其进行拆卸,以减小占地空间,另外,还可降低维修和更换成本,只需对损坏部分进行更换即可。
148.示例地,如图10所示,封口传动机构可设置两组,并设置在热压组件在第一水平方向x上的相对两端,以提高封口稳定性,从而提高包装质量。
149.示例地,第一压合部161和第二压合部162均包括加热件,以提高热压效果,提高封装效率。
150.示例地,第一压合部161和第二压合部162中至少一者还可包括切割治具(图中未标示),此切割治具可位于加热件靠近第二推动装置15的一侧,切割治具用于在完成封口处理之后对产品位于封口位靠近第二推动装置15一侧的包装边进行切割。
151.举例而言,此切割治具可为切刀,用于将多余的袋边切除,提高袋边整齐性。
152.如图10和图11所示,下料装置20可位于封口装置16远离第二推动装置15的一侧,下料装置20包括相连接的下料驱动件201和接料板202,接料板202具有相对设置的连接端和下料端,连接端与机架10转动连接;其中,接料板202能够在第二推动装置15将半包装产品推动至封装工位时承接半包装产品的部分,下料驱动件201能够在半包装产品完成封口处理之后驱动下料板的下料端向下倾斜,以使封口后的产品下料到指定区域,应当理解的是,指定区域可设置承接箱,用于接收下料后的包装产品。
153.如图1和图2所示,控制装置21可与物料输送装置11、包装输送装置12、开袋装置13、第一推动装置14、第二推动装置15、封口装置16、移送装置17、撑袋装置18、整形装置19及下料装置20均为通信连接,以控制各装置配合运动。此控制装置21可包括显示屏和plc控制器,显示屏用于进行显示和方便操作人员操作,控制器用于在接收到控制指令后,控制各装置配合运动,完成包装。
154.应当理解的是,为了方便控制装置控制各装置配合运动,本公开实施例的包装机在还可包括多个检测装置,此检测装置用于检测各阶段加工是否到位,然后再反馈给控制器,控制器在控制对应工序的装置动作,实现自动化,提高生产效率。
155.用语“一个”、“一”、“该”、“所述”用以表示存在一个或多个要素/组成部分/等;用语“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等;用语“第一”和“第二”等仅作为标记使用,不是对其对象的数量限制。
156.本领域技术人员在考虑说明书及实践这里公开的内容后,将容易想到本公开的其它实施方案。本公开旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。