1.本发明涉及自动控制技术领域,具体涉及一种机器人激光双光束焊接控制系统及控制方法。
背景技术:
2.航空航天结构件中常见的壁板类结构件主要由蒙皮与内部加强筋组成。此类带筋壁板结构件一般采用铆接或者电阻点焊实现蒙皮与立筋之间的连接。这两传统的连接方法不仅劳动强度大,结构强度不高而且会对蒙皮的整体完整性造成损伤。
3.采用激光焊接此类结构时,可以采用两束激光从立筋两侧施焊。采用激光双束从t型接头的两侧同时进行焊接形成角焊缝,有利于立筋与蒙皮的融合,而且对蒙皮背面没有损伤。一般认为,采用双光束焊接工艺可以使得t型接头两侧受热均匀,有利于控制变形。另外,由于两束激光同时焊接,在熔池的交互作用下可以减小热输入产生1 1>2的效果。
4.激光焊接质量取决于激光焊接过程中熔池的稳定性,只有稳定的熔池才能形成高质量的焊缝,所以我们可以通过在线检测熔池的稳定性来预判焊缝质量。但高功率激光焊接过程中,金属母材会在高能量密度激光束作用下瞬间汽化而形成匙孔,金属蒸汽在激光的辐射下会发生电子崩而形成亮度极高的等离子体,给熔池表面图像的拍摄和计算带来巨大困难,同时激光焊接速度可以达到10m/min以上,采用传统方法很难获得有效的熔池图像。
技术实现要素:
5.为了解决现有技术中稳定熔池图像难以获得的问题,本发明实施例提供一种机器人激光双光束焊接控制系统及控制方法。其具体技术方案如下:
6.本发明实施例提供的一种机器人激光双光束焊接控制系统,包括:
7.用于拍摄熔池图像的工业相机;
8.一组用于通过具有半透半反镜功能的第一反射镜与焊接激光源同轴输入的照射光源;
9.所述照射光源还通过所述第一反射镜将照射光源透射至聚焦镜,为工业相机提供光源;
10.焊接激光源;用于将焊接激光反射到聚焦镜的第二反射镜;
11.位于所述聚焦镜下方预设距离的熔池;
12.用于获取工业相机拍摄的熔池图像、并对所述图像进行分析和处理后,调整伺服电机的运动速度的工控机;
13.焊接头;
14.所述工控机与控制器进行通信,使得所述控制器按照工控机的指令对所述焊接激光源、所述电机进行控制,所述电机用于调节聚焦镜的位置;
15.所述照射光源通过第一反射镜将光反射至第二反射镜,第二反射镜将焊接激光源
发射的激光与照射光源发射的光同轴反射至聚焦镜,聚焦镜将激光聚焦到熔池,工业相机拍摄熔池照片并发送至工控机,工控机对熔池照片进行稳定性分析和处理后,对伺服电机进行控制,进而调节聚焦镜的位置,从而获得稳定的熔池照片。
16.进一步的,在所述焊接头的喷嘴周围设置补充光源,所述补充光源前方设置有保护镜片,所述补充光源周围设置有冷却水套。
17.进一步的,还包括置于所述工业相机前、用于过滤光线的窄带滤波器;所述照射光源采用波长为830nm的红外激光。
18.进一步的,所述工控机通过ethercat总线分别与焊接激光源、所述电机、plc控制器连接,所述照明光源、补充光源均通过i/o口与所述plc控制器连接。
19.本发明的第二方面还提供一种机器人激光双光束焊接控制方法,所述方法应用于上述任一所述的机器人激光双光束焊接控制系统;所述方法包括步骤:
20.获取工业相机通过第一反射镜和第二反射镜拍摄的聚焦镜下,由照明光源和焊接激光源在焊接件上形成的熔池图像。
21.进一步的,还包括,在所述获取工业相机通过第一反射镜和第二反射镜拍摄的第二聚焦镜下,由照明光源和焊接激光源在焊接件上形成的熔池图像之前,还包括:对所述照射光源和焊接激光源形成的光束进行过滤。
22.进一步的,还包括:
23.当工控机对每20张照片做一次照片相邻像素点亮度梯度值判断,如果超出预设亮度梯度阈值,工控机通过电机调整第二聚焦镜的位置;
24.当工控机通过熔池图像判断熔池处于不稳定状态时,向焊接激光源发出调整激光参数的信号;
25.当图像不合预设要求时,发送指令至控制器,由所述控制器调整照明光源或补充光源的亮度。
附图说明
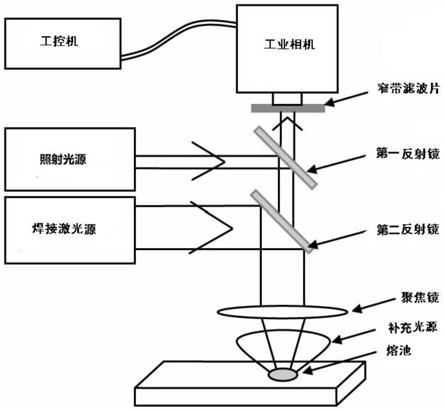
26.图1是本发明机器人激光双束焊接控制系统的优选结构示意图;
27.图2为本发明环形光源结构示意图;
28.图3是本发明控制系统连接结构示意图;
29.图4是本发明机器人激光双束焊接控制系统实际应用过程示意图。
具体实施方式
30.以下结合附图对本发明进行说明,但不用来限制本发明的范围。
31.参见图1-图3,图1是本发明机器人激光双束焊接控制系统的优选结构示意图,图2是本发明环形光源结构示意图,图3是本发明控制系统连接结构示意图。
32.图1所示机器人激光双束焊接控制系统,包括:
33.用于拍摄熔池图像的工业相机;
34.一组用于通过具有半透半反镜功能的第一反射镜与焊接激光源同轴输入的照射光源;
35.所述照射光源还通过所述第一反射镜将照射光源透射至聚焦镜,为工业相机提供
光源;
36.焊接激光源;用于将焊接激光反射到聚焦镜的第二反射镜;
37.位于所述聚焦镜下方预设距离的熔池;
38.用于获取工业相机拍摄的熔池图像、并对所述图像进行分析和处理后,调整伺服电机的运动速度的工控机;
39.焊接头;
40.所述工控机与控制器进行通信,使得所述控制器按照工控机的指令对所述焊接激光源、所述电机进行控制,所述电机用于调节聚焦镜的位置;
41.所述照射光源通过第一反射镜将光反射至第二反射镜,第二反射镜将焊接激光源发射的激光与照射光源发射的光同轴反射至聚焦镜,聚焦镜将激光聚焦到熔池,工业相机拍摄熔池照片并发送至工控机,工控机对熔池照片进行稳定性分析和处理后,对伺服电机进行控制,进而调节聚焦镜的位置,从而获得稳定的熔池照片。
42.上述工业相机采用红外相机。上述焊接激光源采用波长为830nm的照射激光,焊接激光的波长为1064nm,上述工业相机前设置有窄带滤波片,用以滤除波长为830nm以外的光线。在工业相机前放置830nm的窄带滤波片,将除830nm外的光线全部过滤掉,避免了等离子体、弧光对测量的干扰。
43.工业相机通过千兆网向工控机传送采集到的图片,图片分辨率1280x1024,2000fps,在焊接速度10m/min时,图片分辨率1280x1024,200fps,工控机通过i/o端口控制工业相机,为保证工业相机采集照片的清晰,工控机每20张照片作一次照片相邻像素点亮度梯度值判断,如果超出阈值,工控机通过ethercat总线向伺服电机发送运动信号,调整聚焦镜2的位置,确保工业相机采集图片的清晰度,伺服电机及驱动器采用maxon公司的ecmax30和epos4,为提高响应速度,伺服电机直接连接在ethercat总线上,激光器和plc也通过ethercat总线与工控机相连,当工控机通过熔池图像判断熔池不稳定时,工控机通过ethercat总线向激光器发出调整激光参数的信号,当图像过曝或亮度不足时,工控机通过ethercat总线向plc发送调整光源发光亮度的信号。
44.为保证控制程序的稳定性,在图像处理中,引入分组加权判断模式,每十张图片为一组,对每张图片分别进行判断后,再对整组图片作综合判断,剔除偏差过大的结果,再根据处理后的结果对激光参数进行调整。
45.上述半透半反镜、反射镜、窄带滤波片之间呈预设大小的角度,用以反射预设量的光线至所述工业相机前用于拍摄,其余光线反射至聚焦镜前用于为待成像的熔池提供光线。
46.照明光源分成两组,一组同轴照射光源通过反射镜与焊接激光源同轴输入,可以充分照亮焊接熔池,确保熔池成像;为了弥补照射光源范围较小的缺点,在激光焊接头喷嘴周围布置另一组补充光源,光源呈环状布置,均匀照亮整个焊接区域,为保证补充光源的可靠性,环状光源周围有冷却水套,前方有保护镜片,以保证焊接过程中的热辐射和飞溅物不会损坏环形光源。
47.由于激光焊接熔池区域比较小3mmx5mm左右,工业相机不需要很大的分辨率就可以满足测量的精度要求,这可以大大提升实时处理的速度,达到100帧/秒以上,完全可以满足激光焊接的需要。
48.本发明采用同轴光路设计,工业相机、照明激光、焊接激光在同一个光轴上,采用波长830nm的红外激光做为照射光源,在工业相机前放置830nm,od5的窄带滤波片,将除830nm外的光线全部衰减100000倍,避免了等离子体、弧光对测量的干扰,为保证成像清晰,波长830nm的照明光源分成两组,第一组同轴照明光通过半透半镜与焊接激光束同轴输入,可以充分照亮焊接熔池区域,确保熔池成像。参见图2,为了弥补第一组照明光源范围较小的缺点,在激光焊接头喷嘴周围布置补充光源,均匀照亮整个焊接区域,补充光源呈环状布置,由于补充光源离焊接区域很近,为保证补充光源的可靠性,环状光源周围有冷却水套,前方有保护镜片,以保证焊接过程中的热辐射和飞溅物不会损坏环形光源。
49.参见图3,所述工控机通过ethercat总线与焊接激光源、所述电机、plc控制器连接,所述照明光源、补充光源通过i/o口与所述plc控制器连接。大功率焊接激光(1060nm)由第一聚焦镜聚焦,工业相机通过第二聚焦镜聚焦成像,避免了焊接不同厚度的零件时,焊接激光焦点位置的变化对工业相机成像的影响,同时第二聚焦镜的位置通过伺服电机调整,控制系统通过对照片相邻像素点亮度梯度值的比较,可以判断相机焦点位置是否准确,并自动予以调整。
50.由于激光焊接熔池区域大致在3mmx5mm左右,120m像素(1280x1024)的工业相机就可以满足测量的精度要求,这可以大大提升图像采集、实时处理的速度,目前可图像采集可以达到1000-2000fps,实时处理达到500帧/秒以上,完全可以满足10m/s激光焊接的需要。
51.本发明实施例提供的一种机器人激光双光束焊接控制系统及控制方法,该系统包括:用于拍摄熔池图像的工业相机,置于所述工业相机前、用于过滤光线的窄带滤波片,一组用于通过第一反射镜与焊接激光束同轴输入的照射光源,焊接激光源,用于将焊接激光反射到聚焦镜的第二反射镜,所述工业相机、第一反射镜、第二反射镜按照预设角度放置,位于所述第二反射镜下方预设距离的聚焦镜和熔池;用于获取工业相机拍摄的熔池图像、并对所述图像进行分析和处理后,调整机器人的运动速度的工控机,安装于机器人上的焊接头,所述工控机与所述焊接激光源、所述机器人连接。该系统在工业相机前放置窄带滤波片,滤除除照射源以外的其他光线,避免了等离子体、弧光对测量的干扰;且在激光焊接头的喷嘴周围布置环状补充光源,弥补了焊接激光源照射范围小的特点,均匀照亮整个焊接区域,保证照射光源的可靠性,解决了现有技术中稳定熔池图像难以获得的问题。
52.本发明的第二方面提供一种激光双束焊接控制方法,所述方法应用于所述激光双束焊接控制系统;所述方法包括步骤:
53.获取工业相机通过半透半反镜和反射镜拍摄的聚焦镜下,由照明光源和焊接激光源在焊接件上形成的熔池图像。
54.进一步的,还包括,在所述获取工业相机通过半透半反镜和反射镜拍摄的聚焦镜下,由照明光源和焊接激光源在焊接件上形成的熔池图像之前,对所述照射光源和焊接激光源形成的光束进行过滤。
55.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。