1.本发明涉及钛钯合金管道焊接领域。更具体地说,本发明涉及一种钛钯合金管道焊接方法。
背景技术:
2.ta9钛钯合金现广泛用于各种强腐蚀性环境的反应器、塔器、高压釜、换热器、磁力泵、离心机、阀门、电解槽等。钛钯合金作为钛合金的一种,在热加工过程中,同样具有很强的与氧、氮、碳、氢的结合力。现有焊接方法中一般采用基本上都是先对钛钯合金表面进行去污处理并去除表面的氧化膜,然后在充满惰性气体的环境下进行焊接,但这种方式下焊缝气孔仍不能完全避免,进而影响钛钯合金的焊接效果以及使用寿命。
技术实现要素:
3.本发明的一个目的是解决至少上述问题,并提供至少后面将说明的优点。
4.为了实现根据本发明的这些目的和其它优点,提供了一种钛钯合金管道焊接方法,包括如下步骤:
5.s1、加工坡口:将待焊接的钛钯合金管道加工出坡口;
6.s2、表面前处理:对焊丝、所述坡口及所述坡口预设范围内进行表面前处理,去除氧化皮及油污;
7.s3、焊接:将两段待焊接的钛钯合金管道通过焊接夹具固定,且坡口处对接,然后将保护拖罩安装到焊枪上,进行氩弧焊焊接得焊接后钛钯合金管道;焊接时在焊接焊缝的背面以及保护拖罩内用≥99.998%氩气进行保护;
8.s4、消氢处理:将所述焊接后钛钯合金管道放入真空加热炉中加热到600~900℃,并保温6~8小时,然后出炉快速冷却。
9.优选的是,步骤s2中所述表面前处理具体包括:
10.s2-1、对所述坡口及所述坡口预设范围内进行机械打磨,然后将待焊接钛钯合金管道放入酸性溶液中浸泡10~20分钟后拿出,再进行超声波水洗,水洗后将待焊接钛钯合金管道放入烘干箱中进行烘干;
11.s2-2、使用丙酮擦拭经步骤s2-1处理后的待焊接钛钯合金管道;
12.s2-3、使用丙酮擦拭焊丝。
13.优选的是,所述酸性溶液按下列重量份配置:氟化氢2~5份、硝酸20~30份、盐酸5~15份、水50份。
14.优选的是,所述焊丝中钯含量范围为0.12%~0.25%。
15.优选的是,步骤s3中所述保护拖罩包括壳体,其为一侧开口的长方形盒体,且开口端朝向待焊接钛钯合金管道;所述壳体的一端开设有焊枪安装孔;所述壳体顶部至少连通有两个氩气进气管;所述壳体内部至少设置有两层铜丝网。
16.优选的是,在所述壳体内,与待焊接钛钯合金管道平行的两侧壁上分别设置有水
冷板;所述壳体与待焊接钛钯合金管道平行的两侧壁上设置有分别与所述水冷板的进水口和出水口连通的进水管道与出水管道。
17.优选的是,所述壳体与待焊接钛钯合金管道平行的两侧壁向下延伸至与待焊接钛钯合金管道的底部平行;所述壳体与待焊接钛钯合金管道的垂直的两侧壁的底部为与待焊接钛钯合金管道的外周相配合的圆弧面。
18.优选的是,步骤s4中,所述焊接后钛钯合金管道在真空加热炉中保温6~8小时后,关闭真空加热炉,并向其中持续充入氩气至所述焊接后钛钯合金管道降温到300℃以下后,将所述焊接后钛钯合金管道从炉内取出后随即浸入水中进行冷却,即得成品钛钯合金管道。
19.本发明至少包括以下有益效果:
20.本发明通过彻底清除钛钯合金管道和焊丝表面上的氧化皮及油污,在焊接时对焊缝进行良好的气体保护以及在焊接后对钛钯合金管道进行消氢处理,以减少焊缝气孔的产生以及消除焊接后钛钯合金管道中的氢,保证焊接后钛钯合金管道的质量,提高钛钯合金管道的使用寿命。
21.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
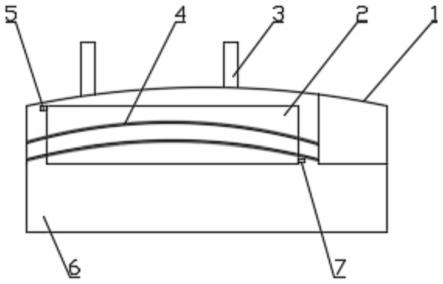
22.图1为本发明中所述保护拖罩的内部结构示意图;
23.图2为本发明中所述保护拖罩的俯视图;
24.图3为本发明中所述保护拖罩的左视图。
具体实施方式
25.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
26.需要说明的是,下述实施方案中所述实验方法,如无特殊说明,均为常规方法,所述试剂和材料,如无特殊说明,均可从商业途径获得;在本发明的描述中,术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.如图1~图3所示,本发明提供一种钛钯合金管道焊接方法,包括如下步骤:
28.s1、加工坡口:将待焊接的钛钯合金管道加工出坡口;
29.s2、表面前处理:对焊丝、所述坡口及所述坡口预设范围内进行表面前处理,去除氧化皮及油污;
30.s3、焊接:将两段待焊接的钛钯合金管道通过焊接夹具固定,且坡口处对接,然后将保护拖罩安装到焊枪上,进行氩弧焊焊接得焊接后钛钯合金管道;焊接时在焊接焊缝的背面以及保护拖罩内用≥99.998%氩气进行保护;
31.s4、消氢处理:将所述焊接后钛钯合金管道放入真空加热炉中加热到600~900℃,
并保温6~8小时,然后出炉快速冷却。
32.在这种技术方案中,待焊接的钛钯合金管道以及焊丝需严格控制基体中氢、氧、氮等杂质气体的含量;在表面前处理时,需要彻底清除焊丝、所述坡口及所述坡口预设范围内的氧化皮及油污,且表面前处理的时间一般不超过2小时,超过两小时时需要使用玻璃纸将焊丝和坡口处包覆,以防止吸潮。焊接过程中,通过向钛钯合金管道内通入氩气实现对焊接焊缝的背面进行保护,气流量为10~15l/min。同时,在所述保护拖罩内通入氩气对焊缝进行保护,气流量为15~20l/min,并且所述保护拖罩内的氩气需要在焊接前便通入并形成稳定的气流,以阻隔空气进入。在焊接后的消氢处理中,当焊接后的钛钯合金管道被加热到600℃之后,其中的氢化钛开始分解,分解后变成固溶氢,并随着温度进一步的升高,最终从钛钯合金的内部扩散到表面逸出,达到消氢的目的。
33.在另一种实施例中,步骤s2中所述表面前处理具体包括:
34.s2-1、对所述坡口及所述坡口预设范围内进行机械打磨,然后将待焊接钛钯合金管道放入酸性溶液中浸泡10~20分钟后拿出,再进行超声波水洗,水洗后将待焊接钛钯合金管道放入烘干箱中进行烘干;
35.s2-2、使用丙酮擦拭经步骤s2-1处理后的待焊接钛钯合金管道;
36.s2-3、使用丙酮擦拭焊丝。
37.在这种技术方案中,通过在对所述坡口及所述坡口预设范围内进行机械打磨以去除其表面的氧化皮,然后在酸性溶液中进一步去除焊接区的氧化物,酸洗后进行超声波水洗洗净并烘干,避免再次生产氧化物。焊接前,再用丙酮擦拭待焊接钛钯合金管道和焊丝,进一步去除指纹、氧化物及油污,擦拭后的焊接区禁止用手触摸或接触铁制品。
38.在另一种实施例中,所述酸性溶液按下列重量份配置:氟化氢2~5份、硝酸20~30份、盐酸5~15份、水50份。利用混合酸溶液使待焊接钛钯合金管道表面氧化层中各种溶于酸的氧化物与酸发生化学反应,生成溶于水的金属盐而溶解于所述酸性溶液内从而去除氧化皮。
39.在另一种实施例中,所述焊丝中钯含量范围为0.12%~0.25%。
40.在这种技术方案中,所述焊丝中钯的含量需与待焊接钛钯合金管道的中钯的含量相近,且所述焊丝的化学成分应与待焊接钛钯合金管道相近,以确保二者的低温性能相近,进而保证二者的膨胀系数也近似。进一步地,为提高焊缝的塑性,可选用强度比待焊接钛钯合金管道强度稍低的焊丝。
41.在另一种实施例中,步骤s3中所述保护拖罩包括壳体1,其为一侧开口的长方形盒体,且开口端朝向待焊接钛钯合金管道;所述壳体1的一端开设有焊枪安装孔8;所述壳体1顶部至少连通有两个氩气进气管3;所述壳体内部至少设置有两层铜丝网4。
42.在这种技术方案中,所述焊枪安装孔8用于安装焊枪,较优地,所述焊枪安装孔8设置在所述保护拖罩的后部,即沿焊接移动方向所述保护拖罩的后部,从而可以引导所述保护拖罩内的氩气由前往后流出,形成稳定的气流,并带走部分热量。所述氩气进气管3至少为两个,可通过待焊接钛钯合金管道的壁厚具体选择所述氩气进气管3的个数以及通过所述氩气进气管通入氩气的气流量。所述铜丝网4可以使所述壳体1内的氩气气流均匀到达焊接部位,防止形成涡流将所述壳体1外周的空气吸入而影响焊接质量。
43.在另一种实施例中,在所述壳体1内,与待焊接钛钯合金管道平行的两侧壁6上分
别设置有水冷板2;所述壳体1与待焊接钛钯合金管道平行的两侧壁5上设置有分别与所述水冷板2的进水口5和出水口7连通的进水管道10与出水管道9。
44.在这种技术方案中,通过在所述壳体1内设置所述水冷板2,对所述壳体1内的氩气进行降温,进而使焊接部位的温度得以尽快降低到300℃以下,避免温度过高进而引起氧、氮、氢等元素的快速吸入,影响焊接质量。所述水冷板2固定设置在所述壳体1内的侧壁上,可通过调整其中的水流速率及水流量控制所述水冷板2的降温效率。即在通过所述氩气进气管3向所述壳体1内持续通入氩气实现阻隔空气和降温基础上,进一步通过所述水冷板2辅助降温,使得焊接部位的温度可以快速降低,减少焊缝气孔的产生。
45.在另一种实施例中,所述壳体1与待焊接钛钯合金管道平行的两侧壁5向下延伸至与待焊接钛钯合金管道的底部平行;所述壳体1与待焊接钛钯合金管道的垂直的两侧壁11的底部为与待焊接钛钯合金管道的外周相配合的圆弧面。采用这种技术方案,可以使得所述壳体1与待焊接钛钯合金管道平行的两侧壁以及与待焊接钛钯合金管道的垂直的两侧壁11均与待焊接钛钯管道外壁贴合,进而使得所述保护拖罩与待焊接钛钯合金管道的外壁合围形成相对封闭的空间,以使得所述壳体1内的氩气可以达到一定浓度,并阻挡空气进入。
46.在另一种实施例中,步骤s4中,所述焊接后钛钯合金管道在真空加热炉中保温6~8小时后,关闭真空加热炉,并向其中持续充入氩气至所述焊接后钛钯合金管道降温到300℃以下后,将所述焊接后钛钯合金管道从炉内取出后随即浸入水中进行冷却,即得成品钛钯合金管道。
47.在这种技术方案中,所述焊接后钛钯合金管道在真空加热炉中保温6~8小时后,通过向真空加热炉中持续充入氩气加速所述焊接后钛钯合金管道的降温,同时隔绝空气;当温度降至300℃以下之后,快速放入水中冷却,完成消氢处理,得到成品钛钯合金管道。
48.尽管道本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。