1.本发明涉及激光加工领域的一种飞秒激光加工方法,特别涉及了一种飞秒激光在玻璃中直写“类光子晶格波导”的方法。
背景技术:
2.随着信息技术的发展,光子器件逐步小型化、集成化。波导作为重要的光学器件已经应用到多种片上集成光子器件中,如放大器、分束器、模式转换器、耦合器等。传统的波导及波导器件制备方法主要有,纳米压印,uv光刻,离子交换,离子注入等。但是,这些加工方法存在许多缺点:1)加工工艺复杂、耗时且花费高昂;2)只能加工平面波导,难以实现三维波导的加工。
3.针对上述问题,飞秒激光直写技术提供了一种高效,制备工艺简单,且能实现二维、三维波导结构的加工方法。飞秒激光直写波导是利用脉冲激光在聚焦区域的非线性吸收引起的局部改性,产生正或负的折射率变化。然而,由于激光脉冲能量的累积使得加工材料中的热影响区大,应力场分布不均匀,以至于波导尺寸很大。当激光脉冲能量过高,正折射率变化波导附近出现空腔,使得波导同时出现正和负折射率变化。这导致波导的形态和折射率分布不均匀,最终导致波导模场的模式大小、强度分布、偏振等难以控制。
技术实现要素:
4.针对现有技术的不足,本发明结合飞秒激光加工精度高、灵活性强等特点,提出一种玻璃材料中“类光子晶格波导”的飞秒激光直写制备方法。
5.本发明所采用的技术方案是:
6.方法是用飞秒激光在玻璃材料中直写加工出多条轨迹形成波导,轨迹为径向尺寸为亚微米或微米量级的轨迹,多条轨迹形成“类光子晶格波导”,轨迹贯穿于玻璃材料而两端延伸到玻璃材料两侧端面。
7.其中若干轨迹组成一条波导,波导延伸到玻璃材料外侧端面处作为波导的端面,方法通过调整波导中各个轨迹的排布、路径、数量以及波导端面的轨迹排布图形,进而调整“类光子晶格波导”的工作模式和功能。
8.具体实施中可以设计任意数量的轨迹排列,在波导的输入端面和输出端面形成相同或不同的任意排布图形。
9.方法控制三维平台在玻璃材料中直写轨迹。
10.所述的“类光子晶格波导”在输入侧具有至少一条输入波导,在输出侧具有至少一条输出波导,一条输入波导分别和多条输出波导之间、一条输出波导分别和多条输入波导之间以及多条输出波导和多条输入波导相互之间通过自身内的各条轨迹间相连接而连接,轨迹间相连接是以一字形、人字形、x形等方式的n端到m端连接,通过飞秒激光在玻璃材料中直写形成。
11.所述的“类光子晶格波导”包含一条或多条轨迹,轨迹的路径通过控制三维平台的
运动来实现。
12.这样能够获得不同功能和模式的波导器件,包括:
13.1)在单条波导的输入端面和输出端面呈现不同的轨迹排布,达到波导模式转换的目的;
14.2)一条波导输入和多条波导输出的三维波导分束器;
15.3)多条波导输入和多条波导输出的三维波导阵列与光纤的转接器,但不仅限于上述“类光子晶格波导”器件。
16.所述的飞秒激光的激光参数采用不同输出波长(如:355、515、800、1030nm等)、不同脉宽(40fs
–
10ps)、不同重复频率(10khz
–
10mhz)、不同功率和不同偏振输出的飞秒激光器,采用不同数值孔径的聚焦物镜(0.4《na《1.5),具有不同聚焦深度(5
–
1000μm)和不同扫描速度。
17.所述的玻璃材料,包括透明玻璃材料,例如:石英玻璃、硼硅酸盐玻璃、多孔玻璃、磷酸盐玻璃、碲酸盐玻璃、锗酸盐玻璃、铋酸盐玻璃、氟硅酸盐玻璃、氟锗酸盐玻璃、氟化物玻璃等。
18.所述的波导至少包括一条轨迹组成,波导端面的多条轨迹所构成的排布图形包括环形、四边形、六边形、八边形为主,但不限于以上图形。
19.所述的“类光子晶格波导”两端的轨迹排布图形由任意直线或曲线的轨迹连接。
20.本发明的制备过程包括:通过改变飞秒激光的功率、重复频率、脉宽、偏振,激光光束在样品中的扫描速度、单条轨迹的扫描次数、聚焦深度以及聚焦物镜的放大倍数、数值孔径,在玻璃中实现1微米甚至小于1微米(亚微米)尺寸的正折射率变化的轨迹,将轨迹在三维空间紧密排布,实现具有任意形状截面的“类光子晶格光波导”的加工。
21.具体实施中,使用轨迹的加工参数,规划各条轨迹的写入路线,并编写程序控制三维精密位移平台,可实现各种功能的光子波导器件。
22.本发明的原理为:飞秒激光在玻璃中可产生非线性吸收效应,其修饰区域形成正折射率变化,通过调整飞秒激光参数,控制玻璃材料中应力场分布,实现低应力甚至是无应力分布的结果,最终实现1.0微米甚至亚微米尺度的波导折射率分布的控制。
23.本发明的飞秒激光的波长、脉宽、重频、功率、偏振,聚焦镜,聚焦深度、扫描速度等参数任意可调;所述波导输入输出图形可调、组成图形的轨迹数量可调;所述飞秒激光加工波导的轨迹可调。
24.本发明的目的在于提供一种新型的波导加工方法,该方法能控制飞秒激光辐照玻璃后材料中残余应力场分布,实现低应力场甚至是无应力场影响的局部致密化效果,达到控制波导折射率分布的目的。利用这种方法加工出来的波导具有折射率分布可控、插入损耗低的特点。
25.与现有技术相比,本发明具有以下优点和有益效果:
26.(1)与传统的纳米压印、光刻、离子注入等加工手段相比,本发明基于飞秒激光直写波导,加工工艺简单、高效,且能够实现三维结构波导的加工。
27.(2)与通用的飞秒激光直写波导相比,本发明克服了激光直写波导折射率分布不均,模场难以控制的缺点。为飞秒激光直写波导提供了折射率分布的新的形貌设计自由度,能够在1.0微米或亚微米分辨率设计轨迹排列,实现对模场的振幅、偏振和相位的分布的控
制。
附图说明
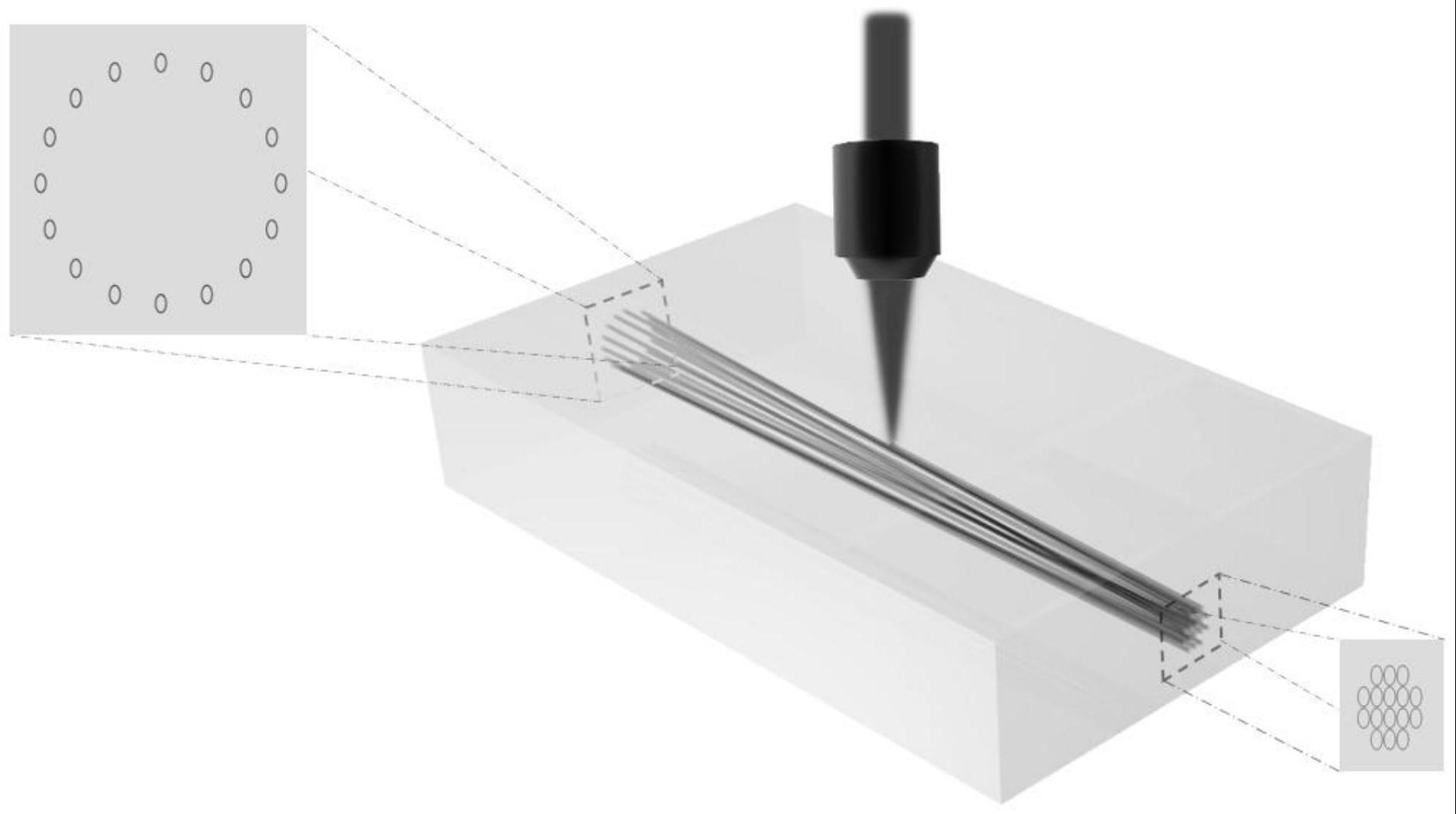
28.图1为本发明的玻璃材料中“类光子晶格波导”飞秒激光直写的加工方法示意图。
29.图2(a)为飞秒激光在多孔玻璃中直写单根轨迹的长宽和激光聚焦深度的关系。
30.图2(b)为飞秒激光在多孔玻璃中直写单根轨迹获得最小尺寸的波导,长和宽分别为0.62μm和1.67μm。
31.图3为设计的一种“类光子晶格波导”的输入和输出图。
32.图4为利用飞秒激光加工方法在多孔玻璃中直写输出半径为4μm环形“类光子晶格波导”的近场模结果图。
33.图5为利用飞秒激光加工方法在多孔玻璃中直写输出半径为8μm环形“类光子晶格波导”的近场模结果图。
具体实施方式
34.下面结合实施例,对本发明作进一步地详细说明,但本发明的实施方式不限于此。
35.本发明的实施例如下:
36.实施例1
37.如图1所示,本实施例的飞秒激光直写“类光子晶格波导”的示意图。本实施例中采用高二氧化硅的多孔玻璃作为飞秒激光直写“类光子晶格波导”的材料。
38.本实施例的飞秒激光直写“类光子晶格波导”方法,主要包括以下三个步骤:
39.1)飞秒激光在玻璃材料中直写亚微米或微米量级的直线型轨迹;
40.步骤1)采用的飞秒激光器参数为:中心波长1030nm,脉冲宽度226fs,重复频率200khz,线偏振光输出。聚焦物镜参数为:放大倍数100
×
和数值孔径na=0.8,激光功率为10
–
40mw,扫描速度为40μm/s,聚焦深度为10
–
200μm。单根轨迹的长宽和深度的关系如图2(a)所示,图2(b)为获得最小尺寸的波导,长和宽分别为0.62μm和1.67μm。
41.2)直写形成所需轨迹排列,在波导的输入和输出端形成图形;
42.步骤2)设计了一种“类光子晶格波导”由16根亚微米量级的正折射率变化的轨迹组成,波导输入端面的各条轨迹紧密排布,组成了长和宽分别是4μm和5.1μm的六边形,波导输处端面的各条轨迹沿一个圆周间隔均布,形成了半径为4μm的圆环,如图3所示。多条直线形轨迹沿周向间隔排布,在周向上相对应。
43.3)通过控制三维平台在玻璃材料中直写轨迹排列的类光子晶格波导。
44.本实施例以上述飞秒激光加工方法在多孔玻璃中加工波导实现从基模转换成半径为4μm环形模的模式转换,如图4近场模场分布所示。所采用的飞秒激光参数为:激光功率为35mw,扫描速度为40μm/s,加工深度为输入端100μm,缓慢变化到输出端170μm。
45.实施例2
46.如图1所示,本实施例的飞秒激光直写“类光子晶格波导”的示意图。本实施例中采用高二氧化硅的多孔玻璃作为飞秒激光直写“类光子晶格波导”的材料。
47.本实施例的飞秒激光直写“类光子晶格波导”方法,主要包括以下三个步骤:
48.1)飞秒激光在玻璃材料中直写亚微米或微米量级的直线型轨迹;
49.步骤1)采用的飞秒激光器参数为:中心波长1030nm,脉冲宽度226fs,重复频率200khz,线偏振光输出。聚焦物镜参数为:放大倍数100
×
和数值孔径na=0.8,激光功率为10
–
40mw,扫描速度为40μm/s,聚焦深度为10
–
200μm。单根轨迹的长宽和深度的关系如图2(a)所示,图2(b)为获得最小尺寸的波导,长和宽分别为0.62μm和1.67μm。
50.2)直写形成所需轨迹排列,在波导的输入和输出端形成图形;
51.步骤2)设计了一种“类光子晶格波导”由16根亚微米量级的正折射率变化的轨迹组成,波导输入端面的各条轨迹紧密排布,组成了长和宽分别是4μm和5.1μm的六边形,波导输处端面的各条轨迹沿一个圆周间隔均布,形成了半径为8μm的圆环,如图3所示。多条直线形轨迹沿周向间隔排布,在周向上相对应。
52.3)通过控制三维平台在玻璃材料中直写轨迹排列的类光子晶格波导。
53.本实施例以上述飞秒激光加工方法在多孔玻璃中加工波导实现从基模转换成半径为4μm环形模的模式转换,如图4近场模场分布所示。所采用的飞秒激光参数为:激光功率为33mw,扫描速度为40μm/s,加工深度为输入端100μm,缓慢变化到输出端170μm。
54.本实施例以上述飞秒激光加工方法在多孔玻璃中加工得到的波导,能够个现从基模高斯光束转换成半径为8μm环形模式的模式转换,如图5近场模场分布所示。所采用的飞秒激光参数为:激光功率为33
–
40mw,扫描速度为40
–
120μm/s,加工深度为输入端10
–
200μm,缓慢变化到输出端10
–
200μm。
55.实施案例结果表明,本发明可以在亚微米尺度上控制波导折射率分布,形成任意形貌和尺寸可调节的波导。以上两个实例中制作了两种模式转换器,将基模高斯光束转换成不同半径的环形模式。用976nm的光源耦合测得波导的插入损耗最低为1.65db。此外,利用上述加工技术加工出的波导原则上可以实现任意长度。
56.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。