1.本发明属于变压器制造技术领域,更具体地说,是涉及一种螺旋式线圈出头轴向引出方法。
背景技术:
2.在变压器螺旋式线圈制造过程中,由于变压器结构要求,有些线圈的引线需要沿线圈外径侧,跨越整个线圈的轴向尺寸,从一端引出到线圈另一端引出接线,由于螺旋式线圈是由n根导线k列螺旋绕制,存在一定尺寸的辐向高度,线圈端部导线如果直接引出跨越线圈整个轴向,内径侧导线需要跨越线圈辐向高度,由于线圈空间有限无法进行较大的爬坡,这种情况必须断线焊接或者单独焊接铜带引出。现有的断线焊接或者单独焊接铜带的接线方法不但会造成工作量的提高,而且焊接还会对线圈增加质量隐患。
技术实现要素:
3.本发明的目的在于提供一种螺旋式线圈出头轴向引出方法,旨在实现线圈原线直接引出,避免焊接铜带对线圈质量造成隐患,以及达到节省生产时间和生产成本的目的。
4.为实现上述目的,本发明采用的技术方案是:提供一种螺旋式线圈出头轴向引出方法,包括:
5.步骤1、将多列螺旋式线圈引出位置的多根导线依次排列;
6.步骤2、将第一列螺旋式线圈中最外侧的第一导线与引出位置交点作为第一弯折点,将第一导线沿第一弯折点辐向弯折,辐向弯折后的第一导线的轴向与螺旋式线圈的辐向一致;
7.步骤3、以辐向弯折后的第一导线与螺旋式线圈辐向最外侧齐平的点作为第二弯折点,将第一导线沿第二弯折点径向弯折,径向弯折后的第一导线的轴向与螺旋式线圈的轴向一致;
8.步骤4、将位于第一导线内侧且与其并联的多根导线依次通过辐向弯折和径向弯折,经过两次弯折后的多根导线与第一导线处于同一平面上;
9.步骤5、重复步骤2-4,直至多列螺旋式线圈的导线均完成辐向弯折和径向弯折。
10.作为本技术另一实施例,在步骤2和步骤3中,辐向弯折与径向弯折的弯折角度均为90度。
11.作为本技术另一实施例,在步骤4中,同一列螺旋式线圈内的多根导线均紧密贴合。
12.作为本技术另一实施例,在步骤4中,同一列螺旋式线圈内的多根导线经两次弯折后,其所在平面切向于螺旋式线圈的横截面。
13.作为本技术另一实施例,在步骤5中,多列螺旋式线圈中的第一弯折点的连线与螺旋式线圈的轴线平行。
14.作为本技术另一实施例,在步骤5中,多列螺旋式线圈的导线径向弯折后,在后弯
折的螺旋式线圈的导线位于在先弯折的螺旋式线圈的导线的上方。
15.作为本技术另一实施例,在步骤5中,多列螺旋式线圈的导线径向弯折后,位于上方的导线与下方的导线紧密贴合。
16.作为本技术另一实施例,在步骤5中,弯折后的导线采用皱纹电缆纸包扎。
17.作为本技术另一实施例,在步骤5中,弯折后的导线与线圈之间放置与线圈轴向等长的成型纸板槽。
18.作为本技术另一实施例,在步骤5中,弯折后的导线借助聚酯收缩带与成型纸板槽绑扎。
19.本发明提供的螺旋式线圈出头轴向引出方法的有益效果在于:与现有技术相比,本发明螺旋式线圈出头轴向引出方法,通过导线的揻弯方法直接将原线圈上多根并联连接的导线引出,无需焊接,避免了焊接铜带对线圈质量造成隐患;而且不会造成导线爬坡,不仅操作效率高而且质量隐患小,能大大提高线圈的运行质量。
附图说明
20.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为本发明实施例提供的第一列螺旋式线圈的导线辐向弯折的效果示意图;
22.图2为本发明实施例提供的第一列螺旋式线圈的导线径向弯折的效果示意图;
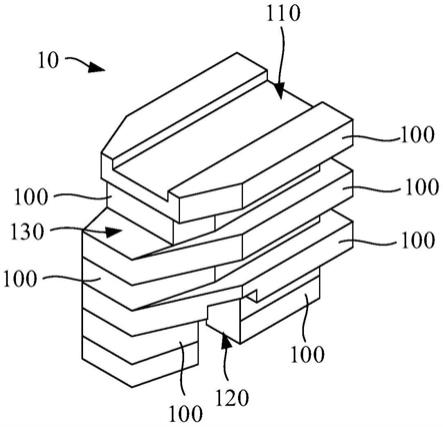
23.图3为本发明实施例提供的多列螺旋式线圈出头轴向引出的效果示意图。
24.图中:10、第一列螺旋式线圈;20、第二列螺旋式线圈。
具体实施方式
25.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.请参阅图1至图3,现对本发明提供的螺旋式线圈出头轴向引出方法进行说明。所述螺旋式线圈出头轴向引出方法,包括以下步骤:
27.步骤1、将多列螺旋式线圈引出位置的多根导线依次排列;
28.步骤2、将第一列螺旋式线圈10中最外侧的第一导线与引出位置交点作为第一弯折点,将第一导线沿第一弯折点辐向弯折,辐向弯折后的第一导线的轴向与螺旋式线圈的辐向一致;
29.步骤3、以辐向弯折后的第一导线与螺旋式线圈辐向最外侧齐平的点作为第二弯折点,将第一导线沿第二弯折点径向弯折,径向弯折后的第一导线的轴向与螺旋式线圈的轴向一致;
30.步骤4、将位于第一导线内侧且与其并联的多根导线依次通过辐向弯折和径向弯折,经过两次弯折后的多根导线与第一导线处于同一平面上;
31.步骤5、重复步骤2-4,直至多列螺旋式线圈的导线均完成辐向弯折和径向弯折。
32.本发明提供的螺旋式线圈出头轴向引出方法,与现有技术相比,首先将靠近中部的第一列螺旋式线圈10所伸出的导线进行辐向弯折和径向弯折;该列螺旋式线圈的最外侧的一根导线为第一导线,在弯折过程中,首先以第一导线与引出位置的交点作为第一弯折点,对第一导线进行辐向弯折,辐向弯折后的第一导线的轴向与螺旋式线圈的径向一致;然后以第一导线与螺旋式线圈的外侧边缘的交点为第二弯折点,将第一导线进行径向弯折,径向弯折后的第一导线的轴向与螺旋式线圈的轴向一致。
33.将第一列螺旋式线圈10内与第一导线并联的多根导线均参照第一导线进行辐向弯折和径向弯折,直至多根导线均弯折结束;在第一列螺旋式线圈10的所有导线弯折结束后,参照第一列螺旋式线圈10进行第二列螺旋式线圈20上导线的弯折,依次类推,直至多列螺旋式线圈上的导线全部弯折结束。
34.本发明提供的螺旋式线圈出头轴向引出方法,通过导线的揻弯方法直接将原线圈上多根并联连接的导线引出,无需焊接,避免了焊接铜带对线圈质量造成隐患;而且不会造成导线爬坡,不仅操作效率高而且质量隐患小,能大大提高线圈的运行质量。
35.在一些可能的实施例中,请参阅图1及图2,在步骤2和步骤3中,辐向弯折与径向弯折的弯折角度均为90度。
36.螺旋式线圈包括多根自内向外依次并联排布的导线,多根导线引出位置伸出时为自上而下依次并联排布,且各导线均紧密贴合。第一导线为螺旋式线圈上最外侧的一根导线,即引出位置处位于最上端的一根导线,第一导线与引出位置的交点为第一弯折点,第一导线沿第一弯折点向上翻折90
°
实现辐向弯折,翻折后的第一导线与螺旋式线圈的径向一致垂直于螺旋式线圈的轴线,且呈放射状态向外侧伸出。
37.沿螺旋式线圈径向分布的第一导线与螺旋式线圈的最外侧边缘存在一个交点,以该交点为第二弯折点,再次将第一导线翻折90
°
,实现对第一导线的径向弯折,径向弯折后的第一导线覆盖在螺旋式线圈的外侧,且第一导线的轴线平行于螺旋式线圈的轴线。
38.螺旋式线圈的其余导线与第一导线采用同样的弯折方式。
39.在一些可能的实施例中,请参阅图1及图2,在步骤4中,同一列螺旋式线圈内的多根导线均紧密贴合。
40.当第一导线经辐向弯折和径向弯折后,同一列螺旋式线圈内的其他导线沿第一导线进行辐向弯折和径向弯折。在辐向弯折和径向弯折的过程中,多根导线均要求紧密贴合。
41.同一列螺旋式线圈上的多根导线在弯折过程中始终保持紧密贴合,且在径向弯折结束后,多根导线位于同一平面上,且该平面切向与螺旋式线圈的横截面。
42.在一些可能的实施例中,请参阅图3,在步骤5中,多列螺旋式线圈中的第一弯折点的连线与螺旋式线圈的轴线平行。
43.多列螺旋式线圈中存在多个第一导线,多个第一导线的连线平行于螺旋式线圈的轴线。第一弯折点位于第一导线和引出位置的交点,因此多个第一导线上的第一弯折点的连线平行于螺旋式线圈的轴线。
44.在一些可能的实施例中,请参阅图3,在步骤5中,多列螺旋式线圈的导线径向弯折后,在后弯折的螺旋式线圈的导线位于在先弯折的螺旋式线圈的导线的上方。
45.当第一列螺旋式线圈10上的导线弯折结束后,开始弯折第二列螺旋式线圈20上的导线。第二列螺旋式线圈20与第一列螺旋式线圈10平行设置,且引出位置一致,第二列螺旋
式线圈20上的第一导线位于第一列螺旋式线圈10上的第一导线的外侧,第二列螺旋式线圈20上的第一导线在经过辐向弯折后,需确定第二弯折点,第二列螺旋线上的第一导线的第二弯折点为第二列螺旋线上的第一导线与第一列螺旋线上的第一导线的交点;沿第二弯折点对第二列螺旋式线圈20上的第一导线进行径向弯折,则第二列螺旋式线圈20上的第一导线位于第一列螺旋线上的第一导线的上方。
46.当螺旋式线圈为多列时,多列螺旋式线圈伸出的导线在径向弯折后,在后弯折的螺旋式线圈的导线位于在先弯折的螺旋式线圈的导线的上方。
47.具体地,多列螺旋式线圈的导线径向弯折后,位于上方的导线与下方的导线紧密贴合。
48.多列螺旋式线圈的导线在径向弯折后呈层状排布,位于上层的导线和位于下层的导线紧密贴合。
49.在一些可能的实施例中,在步骤5中,弯折后的导线采用皱纹电缆纸包扎,且在导线与线圈之间放置与线圈轴向等长的成型纸板槽。
50.可选的,弯折后的导线借助聚酯收缩带与成型纸板槽绑扎。
51.弯折后的导线需排列整齐,使用皱纹电缆纸整体包扎,包扎长度大于螺旋式线圈轴向尺寸,包扎厚度依照螺旋式线圈的电压等级设为3mm-6mm,弯折后的导线与螺旋式线圈之间放置有成型纸板槽,成型纸板槽的长度与螺旋式线圈轴向等长,最后将弯折后的导线用聚酯收缩带和成型纸板槽绑扎在一起。
52.弯折后的导线根部与螺旋式线圈线饼使用聚酯收缩带绑扎紧固,弯折后的导线在螺旋式线圈外径侧部分每隔100mm-150mm与螺旋式线圈的线饼固定一次,完成导线外径侧引出的防护和绑扎过程。
53.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。