1.本技术涉及电感器制造设备技术领域,尤其是涉及一种基于纸质载带的电感器封装装置。
背景技术:
2.电感器是能够把电能转化为磁能而存储起来的元件。随着电子产品的规格越来越小,电子产品内部所需使用的电感器体积逐渐趋向小型化。在生产制造相关的小型化电感器如贴片电感器的过程中,需要考虑如何对批量的电感器进行有效转移和运输。
3.常规的方式是采用载带对批量的电感器进行封装,以便转移和运输。载带是指一种应用于电子包装领域的带状产品,常用的用于封装电感器的载带是塑料载带,具有强度高、透明度好,使用过程中不会产生粉尘、纤维污染的优点。但是由于塑料材质不具有缓冲,易对电感器产生机械损伤,以及容易产生静电,影响电感器的质量。
4.因此,目前会选择纸质载带进行电感器的封装,纸质载带依次设有上胶带、带有多个型腔的纸带和下胶带,纸质载带具有回弹好,导电离子含量少,避免影响电子元件质量的优点,但是如何采用纸质载带对批量电感器结合进行有效封装,是当前亟待解决的技术问题。
技术实现要素:
5.为了实现利用纸质载带对电感器进行自动化封装。本技术采用如下的技术方案:一种基于纸质载带的电感器封装装置,包括均按照加工顺序设置的纸带供料组件、下胶带供料组件、用于将下胶带与纸带粘合形成纸质载带半成品的下烙铁组件、纸质载带半成品引导组件、用于将电感器放置于纸质载带半成品上的下料组件、上胶带供料组件、用于将上胶带与纸质载带半成品粘合形成纸质载带的上烙铁组件和用于对带有电感器的纸质载带进行卷收的收料组件。
6.通过采用上述方案,本技术机械化程度高,通过纸带供料组件实现自动提供纸带的功能,通过下胶带供料组件实现自动提供下胶带的功能,通过下烙铁组件实现纸质载带半成品热熔成型;通过纸质载带半成品引导组件将纸质载带半成品持续输送到下料组件,通过下料组件实现自动下料电感器至纸质载带半成品上的功能,通过上胶带供料组件实现自动提供上胶带的功能,通过上烙铁组件实现纸质载带热熔成型,完成封装电感器的操作;通过收料组件对封装完电感器的纸质载带进行卷起收料操作。达到有效封装的效果,封装效率高,提高加工的自动化程度。
7.优选的,纸带供料组件包括纸带转向导轮、纸带卷转轴和纸带卷转轴驱动件,纸带卷转轴驱动件的输出端与纸带卷转轴连接,纸带卷转轴和纸带转向导轮按照纸带被输送的顺序依次设置。
8.通过采用上述方案,起到自动持续输送纸带的作用。
9.优选的,下胶带供料组件包括下胶带压轮、下胶带导向组、下胶带卷转轴和下胶带
卷转轴驱动件,下胶带卷转轴驱动件的输出端与下胶带卷转轴连接,下胶带卷转轴、下胶带导向组和下胶带压轮按照下胶带被输送的顺序依次设置。
10.通过采用上述方案,起到自动持续输送下胶带的作用。
11.优选的,下烙铁组件包括第一承托板、第一发热件和第一电动转臂,第一发热件安装于第一电动转臂,第一发热件和第一承托板之间设有供下胶带和纸带贯穿的第一间隙。
12.通过采用上述方案,起到将下胶带和纸带进行自动热熔粘合形成纸质载带半成品的作用。
13.优选的,纸质载带半成品引导组件包括被动引出轮、主动引出轮和主动引出轮驱动件,主动引出轮驱动件的输出端与主动引出轮连接,被动引出轮和主动引出轮转动连接,主动引出轮和被动引出轮之间设有供纸质载带半成品贯穿的第二间隙。
14.通过采用上述方案,起到自动输送并且导向纸质载带半成的作用。
15.优选的,下料组件包括纸质载带半成品转轮、用于将电感器输送到纸质载带半成品转轮的上方的输送件、用于将电感器从输送带吹至纸质载带半成品上的吹气件和纸质载带半成品转轮驱动件,纸质载带半成品转轮驱动件的输出端与纸质载带半成品转轮连接。
16.通过采用上述方案,起到自动将电感器逐一下料到纸质载带半成品上的作用。
17.优选的,上胶带供料组件包括上胶带压轮、上胶带导向组、上胶带卷转轴和上胶带卷转轴驱动件,上胶带卷转轴驱动件的输出端与上胶带卷转轴连接,上胶带卷转轴、上胶带导向组和上胶带压轮按照上胶带被输送的顺序依次设置。
18.通过采用上述方案,起到自动持续输送上胶带的作用。
19.优选的,上烙铁组件包括第二承托板、第二发热件和第二电动转臂,第二发热件安装于第二电动转臂,第二发热件和第二承托板之间设有供上胶带和纸质载带半成品贯穿的第三间隙。
20.通过采用上述方案,起到将上胶带和纸质载带半成品进行自动热熔粘合形成纸质载带的作用。
21.优选的,收料组件包括纸质载带从动轮、卷收导引片、收料卷转轴和收料卷转轴驱动件,收料卷转轴驱动件的输出端与收料卷转轴连接,纸质载带从动轮、卷收导引片和收料卷转轴按照纸质载带被输送的顺序依次设置。
22.通过采用上述方案,起到自动卷起收料的作用。
23.本技术的有益效果:本技术机械化程度高,通过纸带供料组件实现自动提供纸带的功能,通过下胶带供料组件实现自动提供下胶带的功能,通过下烙铁组件实现纸质载带半成品热熔成型;通过纸质载带半成品引导组件将纸质载带半成品持续输送到下料组件,通过下料组件实现自动下料电感器至纸质载带半成品上的功能,通过上胶带供料组件实现自动提供上胶带的功能,通过上烙铁组件实现纸质载带热熔成型,完成封装电感器的操作;通过收料组件对封装完电感器的纸质载带进行卷起收料操作。达到有效封装的效果,封装效率高,提高加工的自动化程度。
附图说明
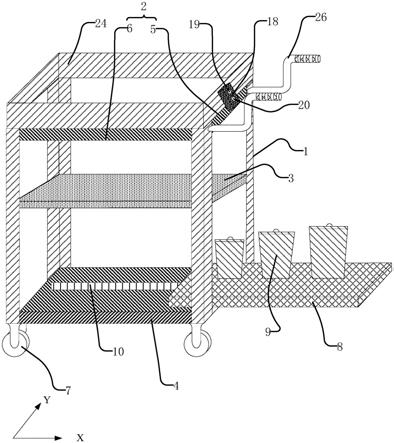
24.图1为本技术一种基于纸质载带的电感器封装装置实施例1的结构简图。
25.图2为本技术实施例1所述纸带供料组件的结构简图。
26.图3为本技术实施例1所述下胶带供料组件的结构简图。
27.图4为本技术实施例1所述下烙铁组件的结构简图。
28.图5为本技术实施例1所述纸质载带半成品引导组件的结构简图。
29.图6为本技术实施例1所述下料组件的结构简图。
30.图7为本技术实施例1所述上胶带供料组件的结构简图。
31.图8为本技术实施例1所述上烙铁组件的结构简图。
32.图9为本技术实施例1所述收料组件的结构简图。
33.图10为本技术实施例2的结构简图。
34.图11为本技术实施例3的结构简图。
35.附图标记:1、纸带供料组件;2、下胶带供料组件;3、下烙铁组件;4、纸质载带半成品引导组件;5、下料组件;6、上胶带供料组件;7、上烙铁组件;8、收料组件;9、纸带转向导轮;10、纸带卷转轴;11、纸带卷转轴驱动件;12、纸带感知器;13、下胶带压轮;14、下胶带导向组;15、下胶带卷转轴;16、下胶带卷转轴驱动件;17、下胶带感知器;18、下胶带转向导轮;19、下胶带电动摆臂;20、下胶带拉紧导轮;21、第一承托板;22、第一发热件;23、第一电动转臂;24、被动引出轮;25、主动引出轮;26、主动引出轮驱动件;27、纸质载带半成品转轮;28、输送件;29、吹气件;30、纸质载带半成品转轮驱动件;31、上胶带压轮;32、上胶带导向组;33、上胶带卷转轴;34、上胶带卷转轴驱动件;35、上胶带感知器;36、上胶带电动摆臂;37、上胶带转向导轮;38、上胶带拉紧导轮;39、第二承托板;40、第二发热件;41、第二电动转臂;42、纸质载带从动轮;43、卷收导引片;44、收料卷转轴;45、收料卷转轴驱动件;46、检测相机;47、托料底板;48、转动盘;49、转动盘驱动件;50、容置孔;51、穿料孔。
具体实施方式
36.以下结合附图对本技术作进一步详细说明。
37.实施例1。
38.一种基于纸质载带的电感器封装装置,包括均按照加工顺序设置的纸带供料组件1、下胶带供料组件2、用于将下胶带与纸带粘合形成纸质载带半成品的下烙铁组件3、纸质载带半成品引导组件4、用于将电感器放置于纸质载带半成品上的下料组件5、上胶带供料组件6、用于将上胶带与纸质载带半成品粘合形成纸质载带的上烙铁组件7和用于对带有电感器的纸质载带进行卷收的收料组件8。本技术机械化程度高,其工作原理如下:自纸带供料组件1、下胶带供料组件2开始分别持续地输送纸带和下胶带,纸带和下胶带的下端通过下烙铁组件3实现热熔式粘合,粘合后形成纸质载带半成品,接着通过纸质载带半成品引导组件4将纸质载带半成品持续输送到下料组件5,通过下料组件5往纸质载带半成品上逐一放置电感器实现下料功能。另一方面,自上胶带供料组件6开始持续输送上胶带,上胶带配合纸质载带半成品包覆电感器,并且通过上烙铁组件7实现上胶带和纸质载带半成品的上端热熔式粘合,完成封装电感器的操作。最后,通过收料组件8对封装完电感器的纸质载带进行卷起收料操作。达到有效封装的效果,封装效率高,提高加工的自动化程度。
39.本实施例中,纸带供料组件1包括纸带转向导轮9、纸带卷转轴10和纸带卷转轴驱动件11,纸带卷转轴驱动件11的输出端与纸带卷转轴10连接,纸带卷转轴10和纸带转向导轮9按照纸带被输送的顺序依次设置。纸带供料组件1持续输出纸带的工作原理如下:纸带
卷转轴驱动件11驱动纸带卷转轴10转动动作,进而带动安装于纸带卷转轴10上的源于外界的纸带卷转动,自纸带卷拉出的纸带,通过纸带转向导轮9实现对输送中的纸带进行导向功能,让其能够往下烙铁组件3的方向输送。纸带卷转轴驱动件11包括但不限于采用电机。纸带供料组件1还包括纸带感知器12,纸带感知器12设置于纸带卷转轴10所输出纸带的路径的一侧,纸带卷转轴驱动件11设有第一控制器,纸带感知器12的输出端与第一控制器的输入端连接,第一控制器的输出端与纸带卷转轴驱动件11的控制端连接,纸带感知器12包括但不限于采用红外线传感器,当纸带卷上已经使用完纸带,纸带感知器12没有感应到纸带时,触发第一控制器控制纸带卷转轴驱动件11停止转动,方便进行补充纸带卷。
40.本实施例中,下胶带供料组件2包括下胶带压轮13、下胶带导向组14、下胶带卷转轴15和下胶带卷转轴驱动件16,下胶带卷转轴驱动件16的输出端与下胶带卷转轴15连接,下胶带卷转轴15、下胶带导向组14和下胶带压轮13按照下胶带被输送的顺序依次设置。下胶带供料组件2持续输出纸带的工作原理如下:下胶带卷转轴驱动件16驱动下胶带卷转轴15转动动作,进而带动安装于下胶带卷转轴15上的源于外界的下胶带卷转动,自下胶带卷拉出的下胶带,通过下胶带导向组14实现对输送中的下胶带进行导向功能,让其能够往下烙铁组件3的方向输送。下胶带压轮13对下胶带起到压带的作用。下胶带卷转轴驱动件16包括但不限于采用电机。进一步的,下胶带卷转轴15设有下胶带感知器17。下胶带卷转轴驱动件16设有第二控制器,下胶带感知器17的输出端与第二控制器的输入端连接,第二控制器的输出端与下胶带卷转轴驱动件16的控制端连接,下胶带感知器17包括但不限于采用红外线传感器,具体地,当下胶带卷上已经使用完下胶带,下胶带感知器17没有感应到下胶带时,触发第二控制器控制下胶带卷转轴驱动件16停止转动,方便进行补充下胶带卷。
41.进一步的,下胶带导向组14包括下胶带转向导轮18和下胶带电动摆臂19,下胶带电动摆臂19设有用于与下胶带转向导轮18配合的下胶带拉紧导轮20。具体地,在通过下胶带导向组14进行下胶带输送的过程中,通过下胶带电动摆臂19周期性地驱动下胶带转向导轮18上下摆动,从而在输送下胶带时实现间断拉紧的功能。作为其中一种实施方式,下胶带电动摆臂19采用常规电机以及设置于电机输出端的机械摆臂实现转动动作。
42.本实施例中,下烙铁组件3包括第一承托板21、第一发热件22和第一电动转臂23,第一发热件22安装于第一电动转臂23,第一发热件22和第一承托板21之间设有供下胶带和纸带贯穿的第一间隙。在下胶带和纸带同时输送到第一承托板21和第一发热件22之间时,通过第一电动转臂23驱动第一发热件22往第一承托板21的方向移动。让第一发热件22配合第一承托板21对下胶带和纸带进行热熔粘合,形成纸带载带半成品。作为其中一种实施方式,第一电动转臂23采用常规电机以及设置于电机输出端的机械转臂实现转动动作。
43.本实施例中,纸质载带半成品引导组件4包括被动引出轮24、主动引出轮25和主动引出轮驱动件26,主动引出轮驱动件26的输出端与主动引出轮25连接,被动引出轮24和主动引出轮25转动连接,主动引出轮25和被动引出轮24之间设有供纸质载带半成品贯穿的第二间隙。通过主动引出轮25转动动作,带动被动引出轮24相向转动,为输送纸质载带半成品提供持续的动力。
44.本实施例中,下料组件5包括纸质载带半成品转轮27、用于将电感器输送到纸质载带半成品转轮27的上方的输送件28、用于将电感器从输送带吹至纸质载带半成品上的吹气件29和纸质载带半成品转轮驱动件30,纸质载带半成品转轮驱动件30的输出端与纸质载带
半成品转轮27连接。具体地,纸质载带半成品转轮驱动件30驱动纸质载带半成品转轮27转动动作,进而驱动纸质载带半成品持续输送,配合输送件28将电感器输送到纸质载带半成品的上方,通过吹气件29将电感器逐一吹至纸质载带半成品的型腔上,完成下料操作,纸质载带半成品转轮驱动件30包括但不限于采用步进电机,用于驱动纸质载带半成品递进式转动,从而带动纸质载带半成品递进式输送,配合电感器逐一被下料到型腔上。吹气件29包括但不限于采用电动吹气机。作为其中一种实施方式,输送件28包括输送带,从而实现将电感器输送至吹气件29的下方。
45.本实施例中,上胶带供料组件6包括上胶带压轮31、上胶带导向组32、上胶带卷转轴33和上胶带卷转轴驱动件34,上胶带卷转轴驱动件34的输出端与上胶带卷转轴33连接,上胶带卷转轴33、上胶带导向组32和上胶带压轮31按照上胶带被输送的顺序依次设置。上胶带供料组件6持续输出上胶带的工作原理如下:上胶带卷转轴驱动件34驱动上胶带卷转轴33转动动作,进而带动安装于上胶带卷转轴33上的源于外界的下胶带卷转动,自上胶带卷拉出的上胶带,通过上胶带导向组32实现对输送中的上胶带进行导向和转向功能,让其能够往上烙铁组件7的方向输送。上胶带压轮31对上胶带起到压带的作用。上胶带卷转轴驱动件34包括但不限于采用电机。进一步的,上胶带卷转轴33设有上胶带感知器35。上胶带卷转轴驱动件34设有第三控制器,上胶带感知器35的输出端与第三控制器的输入端连接,第三控制器的输出端与上胶带卷转轴驱动件34的控制端连接,上胶带感知器35包括但不限于采用红外线传感器,具体地,当上胶带卷上已经使用完上胶带,上胶带感知器35没有感应到上胶带时,触发第三控制器控制上胶带卷转轴驱动件34停止转动,方便进行补充上胶带卷。进一步的,上胶带导向组32包括上胶带电动摆臂36和至少两个上胶带转向导轮37,上胶带电动摆臂36设有用于与上胶带转向导轮37配合的上胶带拉紧导轮38,上胶带拉紧导轮38位于其中两个相邻的上胶带转向导轮37之间。具体地,在通过上胶带导向组32进行上胶带输送的过程中,通过上胶带电动摆臂36周期性地驱动上胶带转向导轮37上下摆动,从而在输送上胶带时实现间断拉紧的功能。作为其中一种实施方式,上胶带电动摆臂36采用常规电机以及设置于电机输出端的机械摆臂实现转动动作。
46.本实施例中,上烙铁组件7包括第二承托板39、第二发热件40和第二电动转臂41,第二发热件40安装于第二电动转臂41,第二发热件40和第二承托板39之间设有供上胶带和纸质载带半成品贯穿的第三间隙。在上胶带和载有电感器的纸质载带半成品同时输送到第二承托板39和第二发热件40之间时,通过第二电动转臂41驱动第二发热件40往第二承托板39的方向移动。让第二发热件40配合第二承托板39对上胶带和载有电感器的纸质载带半成品进行热熔粘合,完成封装电感器的操作。作为其中一种实施方式,第二电动转臂41采用常规电机以及设置于电机输出端的机械转臂实现转动动作。
47.本实施例中,收料组件8包括纸质载带从动轮42、卷收导引片43、收料卷转轴44和收料卷转轴驱动件45,收料卷转轴驱动件45的输出端与收料卷转轴44连接,纸质载带从动轮42、卷收导引片43和收料卷转轴44按照纸质载带被输送的顺序依次设置。
48.这样设置,让封装完电感器的纸质载带从动轮42配合纸质载带半成品转轮27起到承托纸质载带以及协助输送纸质载带的作用。通过卷收导引片43将纸质载带导向到收料卷转轴44的方向,收料卷转轴驱动件45驱动收料卷转轴44转动动作,从而带动安装于收料卷转轴44上的源于外界的收料卷转动,从而实现卷起封装完电感器的纸质载带,达到收料的
作用。
49.实施例2。
50.与实施例1不一样的是,本实施例中,电感器封装装置还包括检测相机46,检测相机46安装于下料组件5和上胶带供料组件6之间,检测相机46位于纸质载带半导体的上方,主动引出轮驱动件26设有第四控制器,检测相机46的输出端与第四控制器的输入端连接,第四控制器的输出端与主动引出轮驱动件26的控制端连接。具体地,通过检测相机46对纸质载带半导体进行拍摄成像,进而检测纸质载带半成品的型腔上是否有电感器,若检测到某个型腔上没有电感器,触发第四控制器控制主动引出轮驱动件26停止转动,方便进行检修和补充电感器,确保封装电感器的质量。
51.实施例3。
52.与实施例1和实施例2不一样的是,本实施例中,输送件28包括托料底板47、转动盘48和用于驱动转动盘48转动动作的转动盘驱动件49,转动盘48的盘面间隔设有若干个用于容置电感器的容置孔50,若干个容置孔50呈圆形排列于转动盘48的盘面。
53.托料底板47设置于转动盘48的下方,转动盘驱动件49包括但不限于采用转动盘48驱动电机,转动盘48驱动电机的输出轴突伸出托料底板47且与转动盘48的中心位置转动连接,托料底板47设有用于与其中一个容置孔50位置对应的穿料孔51,穿料孔51位于纸质载带半成品转轮27的上方,穿料孔51与纸质载带半成品转轮27的位置对应。
54.具体地,电感器被外界的筛选盘逐一下料到容置孔50上,通过托料底板47对电感器起到承托的作用,转动盘驱动件49驱动转动盘48转动,进而带动电感器顺着转动盘48的转动进行输送,当电感器逐一被输送到穿料孔51处时,通过吹气件29向着电感器往下吹气,让电感器顺着容置孔50和穿料孔51跌落到纸质载带半成品上,从而完成电感器逐一被下料的操作。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。