1.本实用新型涉及电芯加工技术领域,特别涉及一种折极耳扣盖一体机。
背景技术:
2.电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的耳朵是在进行充放电时的接触点。这个接触点并不是我们看到的电池外表的那个铜片,而是电池内部的一种连接。极耳分为三种材料,电池的正极使用铝(al)材料,负极使用镍(ni)材料,负极也有铜镀镍(ni—cu)材料,它们都是由胶片和金属带两部分复合而成。
3.现有的电芯,在加工时,需要人工对电芯的铝壳进行折极耳、扣盖作业,加工效率低。
技术实现要素:
4.本实用新型的目的是提供一种折极耳扣盖一体机,以解决现有的电芯进行折极耳、扣盖作业时加工效率低的问题。
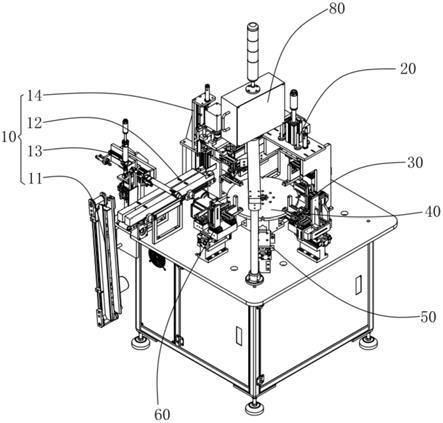
5.本实用新型提供了一种折极耳扣盖一体机,包括上料组件、设于所述上料组件一侧扣盖组件、设于所述扣盖组件一侧的折极耳组件、设于所述折极耳组件一侧的旋转平台、设于所述旋转平台一侧的定位组件、设于所述定位组件一侧的整形组件,以及设于所述整形组件一侧的自动卸料流水线。
6.上述折极耳扣盖一体机,通过上料组件将上一工位的产品传送至旋转平台,再依次通过扣盖组件进行扣盖,通过折极耳组件折极耳,并在定位组件进行定位后,通过整形组件进行整形,以实现自动折极耳、扣盖作业,提高了加工效率。
7.进一步地,所述上料组件包括上料流水线、设于所述上料流水线一侧的上料平台流水线、设于所述上料平台流水线一侧的上料机械手,以及设于所述上料平台流水线末端的旋转上料下料机械手。
8.进一步地,还包括一个电气控制箱。
9.进一步地,所述上料机械手包括x轴气缸、y轴气缸、设于所述y轴气缸下端的旋转气缸,以及设于所述旋转气缸下端的真空吸嘴。
10.进一步地,所述旋转上料下料机械手包括步进电机、与所述步进电机连接的手指气缸,以及与所述手指气缸连接的旋转夹紧气缸。
11.进一步地,所述整形组件包括间隔设置的两个整形夹紧气缸和设于所述整形夹紧气缸下端的横移气缸。
12.进一步地,所述定位组件包括定位气缸和与所述定位气缸连接的定位块。
13.进一步地,所述折极耳组件包括电池夹紧气缸和两个折极耳气缸。
14.进一步地,所述扣盖组件包括定位机构、设于所述定位机构上侧的安装龙门架,以及与设于所述安装龙门架下端的扣盖电机。
15.进一步地,所述自动卸料流水线包括卸料电机和设于所述卸料电机两侧的毛刷。
附图说明
16.图1为本实用新型第一实施例中的折极耳扣盖一体机的第一视角下的立体结构示意图;
17.图2为图1中的折极耳扣盖一体机的第二视角下的立体结构示意图;
18.图3为图1中的折极耳扣盖一体机中的上料机械手的结构示意图;
19.图4为图1中的折极耳扣盖一体机中的旋转上料下料机械手的结构示意图;
20.图5为图1中的折极耳扣盖一体机中的自动卸料流水线的结构示意图;
21.图6为图1中的折极耳扣盖一体机中的上料机械手的结构示意图;
22.图7为图1中的折极耳扣盖一体机中的上料机械手的结构示意图;
23.图8为图1中的折极耳扣盖一体机中的上料机械手的结构示意图;
24.图9为图1中的折极耳扣盖一体机中的上料机械手的结构示意图;
25.图10为图1中的折极耳扣盖一体机中的上料机械手的结构示意图。
26.主要元件符号说明:
[0027][0028][0029]
如下具体实施方式将结合上述附图进一步说明本实用新型。
具体实施方式
[0030]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的若干个实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
[0031]
需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上
或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
[0032]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0033]
请参阅图1至图10,本实用新型第一实施例提供的一种折极耳扣盖一体机,包括上料组件10、设于所述上料组件10一侧扣盖组件20、设于所述扣盖组件20一侧的折极耳组件30、设于所述折极耳组件30一侧的旋转平台40、设于所述旋转平台40一侧的定位组件50、设于所述定位组件50一侧的整形组件60,以及设于所述整形组件60一侧的自动卸料流水线70。
[0034]
上述折极耳扣盖一体机,通过上料组件10将上一工位的产品传送至旋转平台40,再依次通过扣盖组件20进行扣盖,通过折极耳组件30折极耳,并在定位组件50进行定位后,通过整形组件60进行整形,以实现自动折极耳、扣盖作业,提高了加工效率。
[0035]
具体的,在本实施例中,所述上料组件10包括上料流水线11、设于所述上料流水线11一侧的上料平台流水线12、设于所述上料平台流水线12一侧的上料机械手13,以及设于所述上料平台流水线12末端的旋转上料下料机械手14。其中,通过上料机械手13将上料流水线11上的工件传送至上料平台流水线12,再通过旋转上料下料机械手14将工件传送至旋转平台40
[0036]
具体的,在本实施例中,还包括一个电气控制箱80,以便对所有的电气件进行控制、供气、供电。
[0037]
具体的,在本实施例中,所述上料机械手13包括x轴气缸131、y轴气缸132、设于所述y轴气缸132下端的旋转气缸133,以及设于所述旋转气缸133下端的真空吸嘴134。具体的,x轴气缸131横移,到位后y轴气缸132下移,此时通过旋转气缸133上的真空吸嘴134吸起电池,y轴气缸132上移,上移的同时旋转气缸133进行旋转,将电池立起,然后x轴气缸131横移运送到上料平台流水线12。
[0038]
具体的,在本实施例中,所述旋转上料下料机械手14包括步进电机141、与所述步进电机141连接的手指气缸142,以及与所述手指气缸142连接的旋转夹紧气缸143。具体的铝壳电池到达预上料工位,且存在一个扣盖完成电池,此时旋转上料下料机械手14下移,夹起预上料电池和完成扣盖电池,然后上移再旋转,其中,卸料气缸夹手(图未示出)采用旋转夹紧气缸143,所以在进行卸料的同时会将卸料电池进行旋转使得电池旋转90
°
以后依旧保持横着。
[0039]
具体的,在本实施例中,所述整形组件60包括间隔设置的两个整形夹紧气缸61和设于所述整形夹紧气缸61下端的横移气缸62,其功能就是将可能歪斜的盖帽扶正,使后面工序更好的完成;具体的,两端的整形夹紧气缸61夹紧电池,横移气缸62带动整形平台横移扶住铝壳盖帽,然后通过整形夹紧气缸61进行整形。
[0040]
具体的,在本实施例中,所述定位组件50包括定位气缸51和与所述定位气缸51连接的定位块52,通过定位块52矫正工位,以确保每一工位准确。
[0041]
具体的,在本实施例中,所述折极耳组件30包括电池夹紧气缸31和两个折极耳气缸32,具体的,两侧的电池夹紧气缸31夹紧电池,然后通过两个折极耳气缸32进行横插和斜插然后进行一次扣盖,即完成折极耳。
[0042]
具体的,在本实施例中,所述扣盖组件20包括定位机构21、设于所述定位机构21上侧的安装龙门架22,以及与设于所述安装龙门架22下端的扣盖电机23,具体的,定位机构21由三个夹紧气缸211组成。其功能主要是将铝壳电池的盖帽扣紧到铝壳上;待扣盖电池到位以后,定位机构21会通过三组夹紧气缸211及电池夹具固定待扣盖电池是端面进行四向定位,然后由扣盖电机23完成扣盖,根据电池型号不同,扣盖所压次数也不同。
[0043]
具体的,在本实施例中,所述自动卸料流水线70包括卸料电机71和设于所述卸料电机71两侧的毛刷72。当电池到达卸料位置,卸料电机71会将电池刮到完成位置,而在到位之后,电池就会因为两侧采用毛刷72,而不会因为卸料电机71退走而倒下或者倾斜。
[0044]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。