1.本实用新型属于铸造成型技术领域,特别是涉及一种落锤式铸型刻字器。
背景技术:
2.铸件缸体往往为了满足用户需求,需要在铸件上铸出“顺序号”并保留在铸件上,以往都是手工刻号,此种方式操作不规范,且刻号大小规格难于控制。用户生产该产品刻字部位设计在下型,采用下芯的方式形成的顺序号,但现有产品设计该顺序号位置在铸型上型,不能借用该方法,给产品开发工艺设计及生产带来了很大难度,为了按铸件样件要求实现规范顺序号的制作,快速实现新产品开发,提高操作者可操作性,亟需寻找解决措施。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种落锤式铸型刻字器,用于解决现有技术中铸件缸体产品难于实现铸件字模标识规范化的问题。
4.为实现上述目的及其他相关目的,本实用新型提供一种落锤式铸型刻字器,包括导向筒组件、机头组件、字盒组件、活字模、落锤及开关组件,所述机头组件设置于导向筒组件的前端,所述字盒组件设置于机头组件上,且所述活字模可拆卸地设置于字盒组件上,所述落锤滑动设置于导向筒组件内,所述开关组件设置于导向筒组件的侧壁上;常态时,所述开关组件限制所述落锤移动;按压所述开关组件时,所述落锤下落冲击机头组件和字盒组件进行刻字;松开所述开关组件时,倒置所述导向筒组件,所述落锤归位。
5.所述落锤式铸型刻字器通过控制落锤在一定高度下落,依靠重力将活字模压入铸型(铸型硬度90~100),通过自身拔模斜度实现脱模,形成字形空腔,铸件浇注后形成顺序号,实现了铸件刻字的规范化。
6.进一步,所述落锤的前端设置有平面部,所述落锤的后端设置有圆角部,常态时或开关组件复位时,开关组件卡住所述落锤的平面部;倒置所述导向筒组件时,所述圆角部撞击开关组件呈打开状态,使所述落锤归位。
7.进一步,所述开关组件包括第一按压手柄、第二按压手柄和弹性复位件,所述第二按压手柄的底部固连于所述导向筒组件上,所述第一按压手柄与第二按压手柄铰接,且所述第一按压手柄和第二按压手柄之间连接有弹性复位件。
8.进一步,所述机头组件包括第一限位块、第二限位块和锁紧件,所述第一限位块的两端分别连接所述字盒组件和第二限位块,所述第二限位块的后端卡设在导向筒组件内,所述锁紧件设置于导向筒组件上并锁紧所述第二限位块。
9.进一步,所述字盒组件包括嵌字块,所述嵌字块上开设有用于嵌入活字模的燕尾槽,所述燕尾槽的一端封闭,另一端敞开,且所述燕尾槽的两个槽壁具有不同的斜度。
10.进一步,所述字盒组件还包括磁性件,所述磁性件设置于嵌字块内,并对应所述活字模的位置。
11.进一步,所述活字模上设置有凸起的圆弧形字体,且所述字体具有拔模斜度。
12.进一步,所述活字模设置为多个,包括0~9的数字。
13.进一步,所述导向筒组件包括依次可拆卸连接的第一导向筒、第二导向筒和第三导向筒,所述第一导向筒的前端安装有所述机头组件,所述第二导向筒的两端分别与第一导向筒和第三导向筒螺纹连接,所述第三导向筒的后端安装有堵盖,所述开关组件安装在第三导向筒的侧壁上。
14.进一步,所述第一导向筒、第二导向筒和第三导向筒的内部中空,且所述第一导向筒、第二导向筒和第三导向筒的外径相同。
15.如上所述,本实用新型的落锤式铸型刻字器,具有以下有益效果:
16.通过配置活字模与字盒组件实现灵活更换,通过开关组件控制落锤在一定高度下落,靠落锤重力将活字模压入铸型,仅需1人即可完成全工序的刻字操作,操作灵活,成功实现了刻字工艺,满足用户产品质量要求,实现了铸件字模标识规范化,在硬度较低的材质上均能实现刻字,适用范围广泛。
附图说明
17.图1为本实用新型实施例的整体结构示意图一;
18.图2为本实用新型实施例的整体结构示意图二;
19.图3为本实用新型实施例中落锤的结构示意图;
20.图4为本实用新型实施例中开关组件的结构示意图;
21.图5为本实用新型实施例中第一限位块的结构示意图;
22.图6为图5的俯视图;
23.图7为本实用新型实施例中第二限位块的结构示意图;
24.图8为图7的俯视图;
25.图9为本实用新型实施例中嵌字块的结构示意图;
26.图10为图9的俯视图。
27.零件标号说明
28.10
‑
导向筒组件;11
‑
第一导向筒;12
‑
第二导向筒;13
‑
第三导向筒;14
‑
堵盖;
29.20
‑
落锤;21
‑
平面部;22
‑
圆角部;
30.30
‑
开关组件;31
‑
第一按压手柄;32
‑
第二按压手柄;33
‑
弹性复位件;34
‑
固定销;35
‑
旋转轴;
31.40
‑
机头组件;41
‑
第一限位块;411
‑
底盘部;411a
‑
第一平面;412
‑
圆台部;413
‑
螺柱部;42
‑
第二限位块;421
‑
凸台部;422
‑
圆柱部;423
‑
螺杆部;43
‑
锁紧件;
32.50
‑
字盒组件;51
‑
嵌字块;511
‑
燕尾槽;511a
‑
第二平面;52
‑
磁性件;
33.60
‑
活字模。
具体实施方式
34.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
35.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条
件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
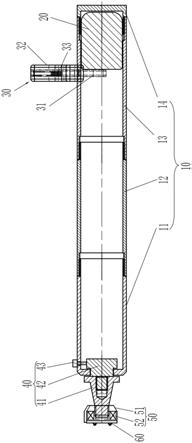
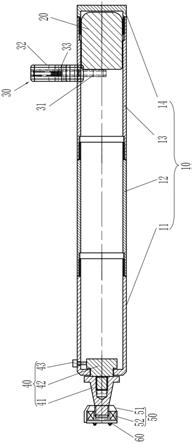
36.请结合图1至图2所示,本实用新型提供一种落锤式铸型刻字器,包括导向筒组件10、机头组件40、字盒组件50、活字模60、落锤20及开关组件30,所述机头组件40设置于导向筒组件10的前端,所述字盒组件50设置于机头组件40上,且所述活字模60可拆卸地设置于字盒组件50上,所述落锤20滑动设置于导向筒组件10内,所述开关组件30设置于导向筒组件10的侧壁上;常态时,所述开关组件30限制所述落锤20移动;按压所述开关组件30时,所述落锤20下落冲击机头组件40和字盒组件50进行刻字;松开所述开关组件30时,倒置所述导向筒组件10,所述落锤20归位。
37.所述落锤式铸型刻字器通过控制落锤20在一定高度下落,依靠重力将活字模60压入铸型(铸型硬度90~100),通过自身拔模斜度实现脱模,形成字形空腔,铸件浇注后形成顺序号,实现了铸件刻字的规范化。
38.其中,所述导向筒组件10包括依次可拆卸连接的第一导向筒11、第二导向筒12和第三导向筒13,所述第一导向筒11的前端安装有所述机头组件40,所述第二导向筒12的两端分别与第一导向筒11和第三导向筒13螺纹连接,所述第三导向筒13的后端安装有堵盖14,所述开关组件30安装在第三导向筒13的侧壁上。具体的,本实施例中,所述第二导向筒12的前端具有内螺纹,用于与第一导向筒11后端的外螺纹连接;第二导向筒12的后端具有外螺纹,用于与第三导向筒13前端的内螺纹连接;堵盖14的前端具有外螺纹,用于与第三导向筒13后端的内螺纹连接。
39.并且,所述第一导向筒11、第二导向筒12和第三导向筒13的内部中空,此种结构,便于落锤20在第一导向筒11、第二导向筒12和第三导向筒13中滑动。所述第一导向筒11、第二导向筒12和第三导向筒13的外径相同,便于加工且提高外观的整体美观性。本实施例中,通过将导向筒组件10分成三段设置,便于根据实际工况调节导向筒组件10的总长度,常态时,落锤20由开关组件30限制在第三导向筒13内,可通过选用不同长度的第二导向筒12,以控制落锤20的下落高度,从而调整下落重力的大小;当刻字时,落锤20从第三导向筒13中下落至第一导向筒11内,撞击机头组件40和字盒组件50。
40.参阅图3,所述落锤20的前端设置有平面部21,所述落锤20的后端设置有圆角部22,常态时或开关组件30复位时,开关组件30卡住所述落锤20的平面部21;倒置所述导向筒组件10时,所述圆角部22撞击开关组件30呈打开状态,使所述落锤20归位。具体的,落锤20前端的平面部21利于开关组件30呈闭合状态时能够卡住落锤20,保持落锤20位于第三导向筒13中,以便为再次刻字做准备;落锤20后端的圆角部22利于在刻字作业完成后,倒置导向筒组件10时,能够通过圆角部22使开关组件30打开,便于落锤20从第一导向筒11中回到第三导向筒13中。圆角部22的圆角尺寸需设计合理,尺寸过小会导致落锤20归位时无法撞开所述开关组件30,本实施例中,圆角部22的圆角尺寸为r8。
41.参阅图4,所述开关组件30包括第一按压手柄31、第二按压手柄32和弹性复位件33,所述第二按压手柄32的底部固连于所述导向筒组件10上,所述第一按压手柄31与第二
按压手柄32通过固定销34铰接,所述第一按压手柄31的底端穿设在所述导向筒组件10中,且所述第一按压手柄31和第二按压手柄32之间连接有弹性复位件33。具体的,所述弹性复位件33为扭力弹簧,所述第二按压手柄32上部设置有旋转轴35,扭力弹簧套设在旋转轴35上。第三导向筒13的侧壁上开设有安装孔,第一按压手柄31的底部穿设在所述安装孔内,且第一按压手柄31能够在第二按压手柄32上的夹槽内相对运动。常态时,第一按压手柄31的底部卡住落锤20的前端,从而限制落锤20下落;当按压第一按压手柄31和第二按压手柄32时,使第一按压手柄31向绕铰接处相对于第二按压手柄32旋转,从而使落锤20脱离限制,落下形成刻字动力;松开第一按压手柄31和第二按压手柄32时,弹性复位件33在弹力作用下使第一按压手柄31复位。
42.参阅图5至图8,所述机头组件40包括第一限位块41、第二限位块42和锁紧件43,所述第一限位块41的两端分别连接所述字盒组件50和第二限位块42,所述第二限位块42的后端卡设在导向筒组件10内,所述锁紧件43设置于导向筒组件10上并锁紧所述第二限位块42。具体的,第一限位块41的两端分别与字盒组件50和第二限位块42螺纹连接,且第一限位块41包括依次连接的底盘部411、圆台部412和螺柱部413,所述螺柱部413上设置有外螺纹,用于与字盒组件50螺接;所述底盘部411和圆台部412内贯穿有内螺孔,用于与第二限位块42螺接;所述底盘部411的侧壁上具有两个对称设置的第一平面411a,便于安装第一限位块41时进行旋紧操作。第二限位块42包括依次连接的凸台部421、圆柱部422和螺杆部423,所述螺杆部423上设置有外螺纹,用于与第一限位块41螺接;所述圆柱部422与第一导向筒11前端的通孔间隙配合(例如0.5mm),能够使第二限位块42能够相对于第一导向筒11可旋转,从而便于矫正机头组件40在使用过程中人为操作的不垂直性;所述凸台部421的外径大于第一导向筒11前端的通孔,用于卡设在第一导向筒11内,以使第二限位块42与第一导向筒11连接,且凸台部421的侧壁上具有两个对称设置的第二平面511a,便于安装第二限位块42后,通过设置在第一导向筒11侧壁上的锁紧件43顶紧第二限位块42。
43.参阅图1和图9、图10,所述字盒组件50包括嵌字块51,所述嵌字块51上开设有用于嵌入活字模60的燕尾槽511,所述燕尾槽511的一端封闭,另一端敞开,且所述燕尾槽511的两个槽壁具有不同的斜度。本实施例中,燕尾槽511设置为能够容纳两个活字模60,且设置为“十位”方向封闭,“个位”方向敞开,机械固定了换字顺序以便起到防误操作的作用;由于燕尾槽511的两个槽壁具有不同的斜度,起到了物理防误的作用,杜绝了现场更换活字模60的错误。本实施例中,两个槽壁与槽底的夹角分别为α和β,α为70
°
,β为80
°
。
44.并且,所述字盒组件50还包括磁性件52,所述磁性件52设置于嵌字块51内,并对应所述活字模60的位置。本实施例中,所述磁性件52为磁铁,并且对称设置为两个,分别对应“十位”和“个位”的位置,通过增加磁铁以辅助定位,避免了活字模60滑落的问题。
45.所述活字模60上设置有凸起的圆弧形字体,且所述字体具有拔模斜度。此种结构,便于便于成型,防止刻字过程中铸型破损。
46.另外,为了对应不同的顺序号,所述活字模60设置为多个,包括0~9的数字。具体使用时,根据不同的顺序号排布,插入对应数字的活字模60即可,更换方便快捷。
47.本实用新型在的具体使用过程如下:操作者在作业过程中按步骤完成工作,首先,根据需求更换活字模60,且十位在前,个位在后;接着,按箭头指向将落锤式铸型刻字器垂直放在铸型上,手压第一按压手柄31和第二按压手柄32,使其相互靠拢,落锤20脱离开关组
件30控制,落下形成刻字动力,完成刻字;最后,松开第一按压手柄31和第二按压手柄32,倒置整个落锤式铸型刻字器,使落锤20复位,完成操作。
48.综上,在本实用新型实施例提供的落锤式铸型刻字器中,通过配置活字模与字盒组件实现灵活更换,通过开关组件控制落锤在一定高度下落,靠落锤重力将活字模压入铸型,仅需1人即可完成全工序的刻字操作,操作灵活,成功实现了刻字工艺,满足用户产品质量要求,实现了铸件字模标识规范化,在硬度较低的材质上均能实现刻字,适用范围广泛。
49.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。