1.本发明涉及工业互联网技术领域,尤其涉及一种基于离散管理的工单生成方法、系统、设备及存储介质。
背景技术:
2.离散机加工生产产品时,需要对产品订单量、所需物料、派工单和生产报工等工序进行有序规划。但实际上,离散机加工生产产品时,并没有规范和固定的生产流程,导致离散机加工生产效率低,同时还可能造成工序遗漏。针对这个问题cn111626611a公开了一种离散机加工mes产品生产系统,该方案从订单开始至成品入库对产品加工所需处理的各个工序进行有效有序的流程化,避免了工序之间的错乱加工,提高了产品生产的高效性。
3.但是,在实际生产过程中,固定的工艺流转流程往往无法满足实际使用的要求,管理人员期望在下一计划时,生产工艺能够快速灵活的重组创建,例如生产中库存中已经存在部分半成品,则本次生产中的部分工序就不需要,将直接从靠后的工序开始流转。同时,企业在生产计划创建过程中,管理人员会根据实际使用情况将工序的任务下派到车间主任处,或者直接下派到对应的加工人处。下派到车间主任的任务,由车间主任再次派工到对应加工人,而下派到加工人处的任务,则直接由对应加工人进行处理。
4.另外,企业在生产过程中,不同产品生产可能会涉及同一工序,使用同一套设备进行处理。如果在计划中没有明确对应的工序需要用到什么设备,那么就可能存在后续生产中多个不同的生产计划在对应工序生产出现冲突情况,因此,提前排工到设备上,方便统计对应设备将要生产的产品的计划内容,对于提高设备利用率,方便管理者提前调配资源排查生产风险具有重要意义。
技术实现要素:
5.基于此,有必要针对上述技术问题,提供一种基于离散管理的工单生成方法、系统、设备及存储介质。
6.一种基于离散管理的工单生成方法,包括以下步骤:构建生产工艺架构,在所述生产工艺架构中确定若干产品的加工流程,获取若干生产工艺;获取待加工产品,根据所述待加工产品构建生产计划架构,根据所述生产计划架构确定对应的生产工艺,将所述生产工艺中的加工流程信息填充进所述生产计划架构中,确定产品计划数、计划开始时间和计划完成时间,获取生产计划;检测到当前时间到达所述计划开始时间时,根据所述生产计划生成生产工单,并将所述生产工单发送至对应的报工人员。
7.在其中一个实施例中,所述构建生产工艺架构,在所述生产工艺架构中确定若干产品的加工流程,获取若干生产工艺,具体包括:将待加工产品所需的物料、加工工序、加工设备、加工人员、报工人员和派工人员组装成生产工艺架构;检测所述加工工序是否存在报工顺序依赖,若存在报工顺序依赖,则将所述加工工序的报工顺序设置为定序,若不存在报工顺序依赖,则将所述加工工序的报工顺序设置为不定序;根据生产产品确定所需物料情
况,在所述生产工艺架构中设置物料信息和用量系数;在所述生产工艺架构中设置所述生产工艺的加工工序信息,对所有加工工序指定加工人、报工人和派工人,获取生产工艺。
8.在其中一个实施例中,所述获取待加工产品,根据所述待加工产品构建生产计划架构,根据所述生产计划架构确定对应的生产工艺,将所述生产工艺中的加工流程信息填充进所述生产计划架构中,确定产品计划数、计划开始时间和计划完成时间,获取生产计划,具体包括:获取待加工产品,根据所述待加工产品构建生产计划架构,并确定是否将生产计划关联到待加工产品的生产订单;根据所述生产计划架构选择所述待加工产品的生产工艺,并将所述生产工艺中的加工流程信息填充进所述生产计划架构中;在所述生产计划架构中设置计划产品数、计划开始时间和计划结束时间,获取生产计划。
9.在其中一个实施例中,所述检测到当前时间到达计划开始时间时,根据生产计划生成生产工单,并将生产工单发送至对应的报工人员,具体包括:在检测到当前时间达到计划开始时间时,根据所述生产计划的加工工序,拆分出多个工单信息;检测所述生产计划的状态,确定所述生产计划的状态不处于已关闭或已完成状态,则进一步检测所述加工工序的报工顺序,根据所述报工顺序和工单信息生成生产工单。
10.在其中一个实施例中,所述检测所述加工工序的报工顺序,根据所述报工顺序和工单信息生成生产工单,具体包括:在所述加工工序的报工顺序为定序时,首序生成的工单待加工数等于计划数;在所述加工工序的报工顺序为不定序时,所有加工工序的待加工数均为计划数。
11.一种基于离散管理的工单生成系统,包括:生产工艺获取模块,用于构建生产工艺架构,在所述生产工艺架构中确定若干产品的加工流程,获取若干生产工艺;生产计划获取模块,用于获取待加工产品,根据所述待加工产品构建生产计划架构,根据所述生产计划架构确定对应的生产工艺,将所述生产工艺中的加工流程信息填充进所述生产计划架构中,确定产品计划数、计划开始时间和计划完成时间,获取生产计划;生产工单生成模块,用于在检测到当前时间到达所述计划开始时间时,根据所述生产计划生成生产工单,并将所述生产工单发送至对应的报工人员。
12.一种设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述各个实施例中所述的基于离散管理的工单生成方法的步骤。
13.一种存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述各个实施例中所述的基于离散管理的工单生成方法的步骤。
14.相比于现有技术,本发明的优点及有益效果在于:
15.1、本发明能够组装获取生产工艺和生产计划,并根据生产工艺和生产计划生成生产工单,生产计划能够根据实际情况进行及时的更改,从而适应性的修改生产工单,提高了适应性和灵活性。
16.2、本发明能够新增生产计划自动填充工艺数据,减少工作量的同时提高了准确性,且定时生成生产工单,便于管理人员排产,增加了计划生产的灵活性。
附图说明
17.图1为一个实施例中一种基于离散管理的工单生成方法的流程示意图;
18.图2为一个实施例中一种基于离散管理的工单生成系统的结构示意图;
19.图3为一个实施例中设备的内部结构示意图。
具体实施方式
20.为了使本发明的目的、技术方案及优点更加清楚明白,下面通过具体实施方式结合附图对本发明做进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
21.在一个实施例中,如图1所示,提供了一种基于离散管理的工单生成方法,包括以下步骤:
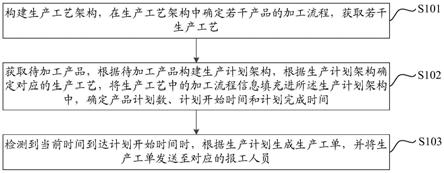
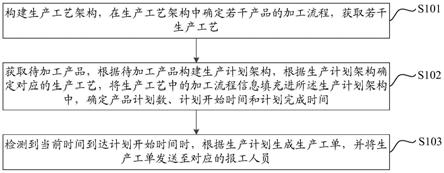
22.步骤s101,构建生产工艺架构,在生产工艺架构中确定若干产品的加工流程,获取若干生产工艺。
23.具体地,构建标准生产工艺架构,标准生产工艺架构包括有产品所需的物料、加工工序、加工设备、加工人员、报工人员和派工人员等。并确认产品的加工流程,在设备之间的流转处理等,从而获取若干产品的生产工艺。
24.步骤s102,获取待加工产品,根据待加工产品构建生产计划架构,根据生产计划架构确定对应的生产工艺,将生产工艺中的加工流程信息填充进所述生产计划架构中,确定产品计划数、计划开始时间和计划完成时间。
25.具体地,确定待加工产品,根据待加工产品选择或确认生产计划架构,根据所选的生产计划架构和待加工产品,确定对应的生产工艺,将生产工艺中的加工流程信息,例如生产工艺中的产品物料、加工工序和产品信息等内容,填充到生产计划架构中,从而减少工作难度和工作量,并在生产计划架构中确定产品计划数、计划开始时间和计划完成时间。
26.步骤s103,检测到当前时间到达计划开始时间时,根据生产计划生成生产工单,并将生产工单发送至对应的报工人员。
27.具体地,检测到当前时间到达计划开始时间时,系统根据生产计划生成生产工单任务,并将生产工单发送至对应的报工人员,报工人员根据产品加工情况进行工序报工。
28.在本实施例中,构建生产工艺架构,在生产工艺架构中确定若干产品的加工流程,获取若干生产工艺,获取待加工产品,根据待加工产品构建生产计划架构,根据生产计划架构确定对应的生产工艺,将生产工艺中的加工流程信息填充进所述生产计划架构中,确定产品计划数、计划开始时间和计划完成时间,获取生产计划,检测到当前时间到达计划开始时间时,根据生产计划生成生产工单,并将生产工单发送至对应的报工人员,能够组装获取生产工艺和生产计划,并根据生产工艺和生产计划生成生产工单,生产计划能够根据实际情况进行及时的更改,从而适应性的修改生产工单,提高了适应性和灵活性。
29.其中,步骤s101具体包括:将待加工产品所需的物料、加工工序、加工设备、加工人员、报工人员和派工人员组装成生产工艺架构;检测加工工序是否存在报工顺序依赖,若存在报工顺序依赖,则将加工工序的报工顺序设置为定序;若不存在报工顺序依赖,则将加工工序的报工顺序设置为不定序;根据待加工产品所需的物料,在生产工艺架构中设置物料信息和用量系数;在生产工艺架构中设置生产工艺的加工工序信息,对所有加工工序指定加工人、报工人和派工人,获取生产工艺。
30.具体地,将待加工产品所需的物料、加工工序、加工设备、加工人员、报工人员和派
工人员组装成生产工艺架构;检测加工工序中是否存在报工顺序依赖,若存在报工顺序依赖,则将加工工序的报工顺序设置为定序,若不存在报工顺序依赖,则将加工工序的报工顺序设置为不定序。根据待加工产品所需的物料,设置所需物料信息及对应的用量系数,在未设置所需物料时,生产工艺不关联物料信息。此外,生产工艺中可以设置待加工产品的加工工序情况,并指定对应加工工序的加工人、报工人和派工人。当然,此处的设置相当于标准的生产工艺情况,后续也可以在生产计划中进行修改,从而适应生产计划的变化。
31.其中,报工顺序设置为定序时,加工工序必须按照排列顺序,当上一加工工序存在合格产品后,当前工序才可以进行报工,且存在当前工序加工数≤上一工序加工数≤计划数;报工顺序为不定序时,工序报工可以填报任意加工工序,且存在当前工序加工数≤计划数。
32.其中,步骤s102具体包括:获取待加工产品,根据待加工产品构建生产计划架构,并确定是否将生产计划关联到待加工产品的生产订单;根据生产计划架构选择待加工产品的生产工艺,将生产工艺中的加工流程信息填充至生产计划架构中;在生产计划架构中设置计划产品数、计划开始时间和计划结束时间,获取生产计划。
33.具体地,获取待加工产品,根据待加工产品构建生产计划架构,并可以设置是否将生产计划关联到待加工产品的生产订单,如果关联到生产订单,则可以将生产计划与生产订单进行关联,在生产订单存在修改时,生产计划能够进行适应性的修改;若生产计划不与生产订单进行关联,则能够将该生产计划作为独立的生产计划存在。
34.此外,根据生产计划架构选择待加工产品的生产工艺,基于表单的引用对象填充功能,将选中的生产工艺中的产品物料、加工工序和产品信息等内容填充到生产计划中,无需进行重复录入,减少工作量。
35.在加工流程信息填充完毕后,在生产计划架构中设置计划产品数、计划开始时间和计划完成时间,从而完成生产计划的制备,获取生产计划。
36.在一个实施例中,还能够在完成生产计划制备之前,确认是否需要修改加工工序、加工设备和加工人员等相关信息,从而适应生产计划的修改。例如,生产中物料库存中已经存在部分待加工产品的半成品,则本次生产中部分工序就无需重做,而直接从后续的加工工序开始进行,就可以通过修改加工工序,删除部分标准工艺中的加工工序,完善生产计划。
37.其中,步骤s103具体包括:在检测到当前时间达到计划开始时间时,根据生产计划的加工工序,拆分出多个工单信息;检测生产计划的状态,确定生产计划的状态不处于已关闭或已完成状态,则进一步检测加工工序的报工顺序,根据报工顺序和工单信息生成生产工单。
38.具体地,在当前时间到达计划开始时间时,根据生产计划的加工工序,拆分获取多个工单信息;检测生产计划的状态,若当前时间迟于计划结束时间,状态为已逾期,若当前时间晚于计划开始时间,且早于计划完成时间,则状态为进行中,在当前时间早于计划开始时间时,状态为未开始,在状态为已逾期或进行中,且所有加工工序均为完成时,状态为已完成,此外生产计划还存在已关闭的状态;在当前生产计划不处于已完成或已关闭状态时,进一步检测加工工序的报工顺序,根据报工顺序和工单信息生成生产工单,从而获取多个生产工单任务。
39.其中,在加工工序的报工顺序为定序时,首序生成的工单待加工数等于计划数;在加工工序的报工顺序为不定序时,所有加工工序的待加工数均为计划数。
40.具体地,在加工工序的报工顺序为定序时,只有首序生成的工单待加工数等于计划数,其余加工工序的加工数初始值为0,待上一工序完成后,才会增加对应的待加工数到当前工序。在加工工序的报工顺序为不定序时,所有加工工序的待加工数等于计划数、
41.如图2所示,提供了一种基于离散管理的工单生成系统20,包括:生产工艺获取模块21、生产计划获取模块22和生产工单生成模块23,其中:
42.生产工艺获取模块21,用于构建生产工艺架构,在生产工艺架构中确定若干产品的加工流程,获取若干生产工艺;
43.生产计划获取模块22,用于获取待加工产品,根据待加工产品构建生产计划架构,根据生产计划架构确定对应的生产工艺,将生产工艺中的相关信息填充进生产计划架构中,确定产品计划数、计划开始时间和计划完成时间,获取生产计划;
44.生产工单生成模块23,用于在检测到当前时间到达计划开始时间时,根据生产计划生成生产工单,并将生产工单发送至对应的报工人员。
45.在一个实施例中,生产工艺获取模块21具体用于:将待加工产品所需的物料、加工工序、加工设备、加工人员、报工人员和派工人员组装成生产工艺架构;检测加工工序是否存在报工顺序依赖,若存在,则将加工工序的报工顺序设置为定序;若不存在,则将加工工序的报工顺序设置为不定序;根据待加工产品所需的物料,在生产工艺架构中设置物料信息和用量系数;在生产工艺架构中设置生产工艺的加工工序信息,对所有加工工序指定加工人、报工人和派工人,获取生产工艺。
46.在一个实施例中,生产计划获取模块22具体用于:获取待加工产品,根据待加工产品构建生产计划架构,并确定是否将生产计划关联到待加工产品的生产订单;根据生产计划架构选择待加工产品的生产工艺,将生产工艺中的加工流程信息填充至生产计划架构中;在生产计划架构中设置产品数、计划开始时间和计划结束时间,获取生产计划。
47.在一个实施例中,生产工单生成模块23具体用于:在检测到当前时间达到计划开始时间时,根据所述生产计划的加工工序,拆分出多个工单信息;检测生产计划的状态,确定生产计划的状态不处于已关闭或已完成状态,则进一步检测加工工序的报工顺序,根据报工顺序和工单信息生成生产工单。
48.在一个实施例中,提供了一种设备,该设备可以是服务器,其内部结构图可以如图3所示。该设备包括通过系统总线连接的处理器、存储器、网络接口和数据库。其中,该设备的处理器用于提供计算和控制能力。该设备的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统、计算机程序和数据库。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该设备的数据库用于存储配置模板,还可用于存储目标网页数据。该设备的网络接口用于与外部的终端通过网络连接通信。该计算机程序被处理器执行时以实现基于离散管理的工单生成方法。
49.本领域技术人员可以理解,图3中示出的结构,仅仅是与本技术方案相关的部分结构的框图,并不构成对本技术方案所应用于其上的设备的限定,具体的设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
50.在一个实施例中,还可以提供一种存储介质,所述存储介质存储有计算机程序,所
述计算机程序包括程序指令,所述程序指令当被计算机执行时使所述计算机执行如前述实施例所述的方法,所述计算机可以为上述提到的基于离散管理的工单生成系统的一部分。
51.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的程序可存储于一计算机可读取存储介质中,该程序在执行时,可包括如上述各方法的实施例的流程。其中,所述的存储介质可为磁碟、光盘、只读存储记忆体(read
‑
only memory,rom)或随机存储记忆体(random access memory,ram)等。
52.显然,本领域的技术人员应该明白,上述本发明的各模块或各步骤可以用通用的计算装置来实现,它们可以集中在单个的计算装置上,或者分布在多个计算装置所组成的网络上,可选地,它们可以用计算装置可执行的程序代码来实现,从而,可以将它们存储在计算机存储介质(rom/ram、磁碟、光盘)中由计算装置来执行,并且在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤,或者将它们分别制作成各个集成电路模块,或者将它们中的多个模块或步骤制作成单个集成电路模块来实现。所以,本发明不限制于任何特定的硬件和软件结合。
53.以上内容是结合具体的实施方式对本发明所做的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。