1.本技术涉及电子领域,具体涉及一种壳体、其制备方法及电子设备。
背景技术:
2.随着技术的发展及生活水平的提高,人们对于电子设备的外观视觉效果提出了更高的要求,当前电子设备的壳体(例如玻璃前盖或玻璃后盖)的难以做到弯折角度超过90
°
的大角度弯折,因此,电子设备的前盖、中框及后盖通常是分开制备,在组装到一起,难以做到将前盖与中框,或后盖与中框做到一体化。
技术实现要素:
3.针对上述问题,本技术实施例提供一种壳体,其应用于电子设备时,可以将前盖与中框或后盖与中框一体化。
4.本技术实施例提供了一种壳体,其包括:
5.主体部,所述主体部包括第一表面;以及
6.侧部,所述侧部环绕所述主体部的外周缘设置,所述侧部与所述主体部弯折相连且为一体结构,所述主体部与所述侧部围合成容置空间,所述第一表面面向所述容置空间,所述侧部包括第二表面,所述第二表面环绕所述容置空间,所述第一表面与所述第二表面之间的角度的范围为40
°
至90
°
。
7.此外,本技术实施例还提供了一种壳体的制备方法,其包括:
8.制备胚体,所述胚体具有通孔;以及
9.将所述胚体设置于吹塑模具中,在所述通孔中通入气体,进行吹塑成型,以使所述胚体形成弯折相连且为一体结构的主体部及侧部,所述主体部包括第一表面;所述侧部环绕所述主体部的外周缘设置,所述主体部与所述侧部围合成容置空间,所述第一表面面向所述容置空间,所述侧部包括第二表面,所述第二表面环绕所述容置空间,所述第一表面与所述第二表面之间的角度的范围为40
°
至90
°
,从而得到所述壳体。
10.此外,本技术还实施例提供一种电子设备,其包括:
11.显示组件,用于显示;
12.本技术实施例所述的壳体,所述壳体具有容置空间,所述壳体用于承载所述显示组件;以及
13.电路板组件,所述电路板组件设置于所述容置空间,且与所述显示组件电连接,用于控制所述显示组件进行显示。
14.本技术实施例壳体的主体部的第一表面与侧部的第二表面之间的角度的范围为40
°
至90
°
,作为电子设备的前盖或后盖时,可以与中框一体化设计,前盖与中框一体化设计或者后盖与中框一体化设计,且使用时,壳体与后盖、或壳体与前盖之间不存在间隙,这样可以使得电子设备的外观更为美观,密封性及防水性能更好。此外,当前盖与中框一体化设计时,还可以使电子设备可以应用于侧面屏幕显示。
附图说明
15.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
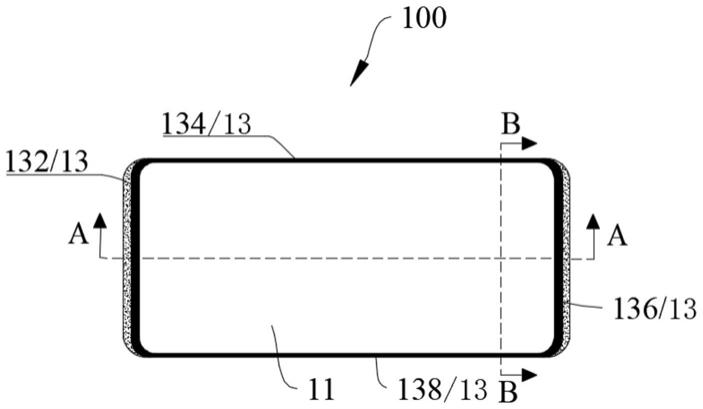
16.图1是本技术一实施例的壳体的俯视结构示意图。
17.图2是本技术一实施例的壳体沿图1中a
‑
a方向的剖视图。
18.图3是本技术又一实施例的壳体沿图1中a
‑
a方向的剖视图。
19.图4是本技术又一实施例的壳体的俯视结构示意图。
20.图5是本技术图1实施例的壳体沿a
‑
a方向的剖视图(a)及沿b
‑
b方向的剖视图(b)。
21.图6是本技术又一实施例的壳体的俯视结构示意图。
22.图7是本技术图6实施例的壳体沿a
‑
a方向的剖视图(a)及沿b
‑
b方向的剖视图(b)。
23.图8是本技术又一实施例的壳体沿图1中a
‑
a方向的局部剖视图。
24.图9是本技术又一实施例的壳体沿图1中a
‑
a方向的局部剖视图。
25.图10是本技术一实施例的壳体的制备方法的流程示意图。
26.图11是本技术一实施例的胚体的结构示意图。
27.图12是本技术又一实施例的胚体的结构示意图。
28.图13是本技术图12实施例中c
‑
c方向的剖视图。
29.图14是本技术一实施例的壳体的制备方法制得的回转体外壳。
30.图15是本技术一实施例的吹塑模具的结构示意图。
31.图16是本技术一实施例的胚体设置于吹塑模具时的结构示意图。
32.图17是本技术一实施例的第一子模或第二子模沿图16中d
‑
d方向的剖视结构示意图。
33.图18是本技术又一实施例的壳体的制备方法的流程示意图。
34.图19是本技术实施例的电子设备的结构示意图。
35.图20是本技术实施例的电子设备的部分爆炸结构示意图。
36.图21是本技术实施例的电子设备的电路框图。
37.附图标记说明:
38.100
‑
壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1301
‑
弯曲部
39.101
‑
容置空间
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1303
‑
平直部
40.10
‑
壳体本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
‑
第一遮光部
41.11
‑
主体部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
‑
装饰部
42.111
‑
第一表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
‑
第二遮光部
43.113
‑
第三表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
‑
胚体
44.13
‑
侧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
301
‑
通孔
45.131
‑
第二表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310
‑
第一部
46.133
‑
弯曲面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
‑
第一子部
47.135
‑
端面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312
‑
第二子部
48.137
‑
第四表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
313
‑
第三子部
49.139
‑
弧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
314
‑
第四子部
50.132
‑
第一子侧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330
‑
第二部
51.134
‑
第二子侧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
331
‑
第五子部
52.136
‑
第三子侧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
332
‑
第六子部
53.138
‑
第四子侧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330
’‑
筒体
54.400
‑
吹塑模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
430
‑
第二子模
55.401
‑
模腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431
‑
第二模面
56.403
‑
冷却通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
600
‑
电子设备
57.410
‑
第一子模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
610
‑
显示组件
58.411
‑
第一模面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
630
‑
电路板组件
59.4111
‑
第一子模面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
631
‑
处理器
60.4112
‑
第二子模面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
633
‑
存储器
61.4113
‑
第三子模面
具体实施方式
62.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
63.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
64.下面将结合附图,对本技术实施例中的技术方案进行描述。
65.需要说明的是,为便于说明,在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。
66.相关技术中,当电子设备需要制备3d结构的壳体(即四周都弯折的壳体,例如前盖、后盖)时,通常采用热弯成型的方式形成具有3d结构的壳体。然而,热弯成型采用凹模和凸模压合壳体基材,将壳体基材弯折成具有一定弯折角度的壳体,为了使热弯后,凹模和凸模能够顺利脱模,凹模和凸模的平面部及弯折部的角度必需小于或等于90
°
,这样使得制得的壳体的弯折角度无法达到设置超过90
°
(即平面部与弯折部的角度大于90
°
,无法实现小于90
°
或者说倒扣角),目前即使凹模和凸模的平面部及弯折部的角度设置为90
°
,制得的壳体的弯折角度的极限值也只能达到88
°
。因此,难以应用于前盖与中框一体或中框与后盖一体的情形,即使将采用热弯成型制得前盖与中框一体或中框与后盖一体的壳体,应用于电子设备时,壳体与后盖、或壳体与前盖之间存在间隙,影响电子设备的美观,且影响整机的密封性和防水性。
67.请参见图1至图3,本技术实施例提供了一种壳体100,其包括:主体部11以及侧部13,所述主体部11包括第一表面111,所述侧部13环绕所述主体部11的外周缘设置,所述侧部13与所述主体部11弯折相连且为一体结构,所述主体部11与所述侧部13围合成容置空间
101,所述第一表面111面向所述容置空间101,所述侧部13包括第二表面131,所述第二表面131环绕所述容置空间101,所述第一表面111与所述第二表面131之间的角度α(如图2所示)的范围为40
°
至90
°
。
68.应该理解的是,所述第一表面111与所述第二表面131之间的角度α可以为40
°
至90
°
之间的任意数值,具体地,可以为但不限于为40
°
、45
°
、50
°
、55
°
、60
°
、65
°
、70
°
、75
°
、80
°
、85
°
、90
°
等。当第一表面111与第二表面131之间的角度α小于40
°
时,当壳体100应用于电子设备时,会增加壳体100组装工艺的难度。
69.需要说明的是,所述第一表面111与所述第二表面131之间的角度α的范围为40
°
至90
°
可以理解为第二表面131相较于第一表面111的弯折角度为90
°
至140
°
。所述第一表面111与所述第二表面131之间的角度α指的是垂直于第一表面111的平面与第一表面111及第二表面131的相交线之间的角度。
70.需要说明的是,侧部13与主体部11为一体结构可以为侧部13与主体部11在同一制程中形成;或者侧部13与主体部11在同一步骤中形成;或者侧部13与主体部11之间不具有相界面。
71.本技术的壳体100可以应用于手机、平板电脑笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。可选地,本技术实施例的壳体100为3d结构。本技术实施例的壳体100的主体部11可以作为电子设备的前盖或后盖,侧部13可以作为电子设备的中框。
72.本技术实施例壳体100的主体部11的第一表面111与侧部13的第二表面131之间的角度的范围为40
°
至90
°
,作为电子设备的前盖或后盖时,可以与中框一体化设计,前盖与中框一体化设计或者后盖与中框一体化设计,且使用时,壳体100与后盖、或壳体100与前盖之间不存在间隙,这样可以使得电子设备的外观更为美观,密封性及防水性能更好。此外,当前盖与中框一体化设计时,还可以使电子设备可以应用于侧面屏幕显示。
73.在一些实施例中,壳体100的材质可以为但不限于为无机玻璃或树脂中的一种或多种。可选地,树脂可以为聚甲基丙烯酸甲酯(pmma)、聚碳酸酯(pc)、聚对苯二甲酸乙二醇酯(pet)等中的一种或多种。可选地,壳体100是透光的,壳体100的透光率可以大于或等于85%,进一步地,壳体100的透光率可以大于或等于90%;具体地,壳体100的透光率可以为但不限于为85%、88%、90%、93%、95%、97%、98%、99%等。当壳体100应用于电子设备的前盖及中框时,壳体100的透光率越高越好,透光率越高,电子设备的显示效果越好。
74.可选地,所述壳体100为吹塑成型的壳体,换言之,所述壳体100是通过先将制备壳体100的材料例如无机玻璃板等进行熔融挤出制得胚体300后,再对所述胚体300进行吹塑成型制得的。可以理解,所述主体部11及所述侧部13均通过在胚体300上进行吹塑成型得到。关于壳体100的制备方法,下文会通过具体的实施例进行详细描述。
75.请再次参见图2和图3,在一些实施例中,所述主体部11还包括第三表面113,所述第三表面113与所述第一表面111相背设置。所述主体部11厚度均匀,所述主体部11的厚度为0.3mm至1mm;换言之,所述第一表面111与所述第三表面113平行,所述第一表面111与所述第三表面113之间的垂直距离为0.3mm至1mm。具体地,主体部11的厚度可以为但不限于为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm等。当主体部11太薄时,不能很好的起到支撑和保护作用,且机械强度不能很好的满足电子设备壳体100的要求,当主体部11的太
厚时,则增加电子设备的重量,影响电子设备的手感,用户体验不好。
76.请再次参见图2和图3,在一些实施例中,所述侧部13包括还弯曲面133,所述弯曲面133面向所述容置空间101,所述弯曲面133的相对两端分别与所述第一表面111和所述第二表面131相连,所述弯曲面133的曲率半径为1mm至10mm;具体地,可以为但不限于为1mm、2mm、4mm、5mm、6mm、8mm、9mm、10mm等。可选地,所述弯曲面133可以为圆弧面、椭圆弧面等。弯曲面133的曲率半径大,侧部13相较于主体部11倒扣效果不明显;弯曲面133的曲率半径太小,壳体与电子设备例如电子设备的屏幕贴合难度会增加。
77.可以理解,第一表面111、弯曲面133及第二表面131依次相连,第一表面111、弯曲面133及第二表面131围合成所述容置空间101。
78.请再次参见图2和图3,在一些实施例中,所述侧部13还包括端面135,所述端面135连接所述第二表面131远离所述弯曲面133的一端,所述端面135位于所述侧部13远离所述主体部11的一端,所述端面135与所述第一表面111平行。所述端面135与所述第一表面111平行时,方便后续进行计算机数字化控制精密机械加工(cnc加工),且有利于后续在端面135上形成装饰部(如丝印镜面银)。
79.可选地,所述侧部13还包括第四表面137及弧面139,所述第四表面137与所述弧面139均位于所述侧部13远离所述容置空间101的表面,所述第四表面137连接所述端面135远离所述第二表面131的一端,所述弧面139的相对两端分别连接所述第三表面113和所述第四表面137。所述第四表面137为平面,所述弧面139可以为圆弧面139、椭圆弧面139等。可以理解,所述弯曲面133、第二表面131、端面135、第四表面137及弧面139依次相连,形成所述侧部13的表面。
80.在一些实施例中,第四表面137与第三表面113之间角度β可以为40
°
至90
°
;具体地,可以为但不限于为40
°
、45
°
、50
°
、55
°
、60
°
、65
°
、70
°
、75
°
、80
°
、85
°
、90
°
等。在另一些实施例中,第四表面137与第三表面113之间角度β也可以大于90
°
。相较于第四表面137与第三表面113之间角度β大于90
°
,当第四表面137与第三表面113之间角度β为40
°
至90
°
,即第四表面137相较于第三表面113的弯折角度大于或等于90
°
(为90
°
至140
°
)时,这样第四表面137更向主体部11的方向弯折,可以使得得到的壳体100沿主体部11的延伸方向具有更小的宽度。角度β与角度α可以相等也可以不相等,当角度β与角度α相等时,可以进一步简化壳体100的制备工艺。
81.可选地,所述弧面139的曲率半径为1mm至10mm;具体地,可以为但不限于为1mm、2mm、4mm、5mm、6mm、8mm、9mm、10mm等。弧面139与弯曲面133的曲率半径可以相同,也可以不相同,本技术不作具体限定。弧面139的曲率半径大,侧部13相较于主体部11倒扣效果不明显;弧面139的曲率半径太小,壳体与电子设备例如电子设备的屏幕贴合难度会增加。
82.在一些实施例中,至少部分所述侧部13远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度。这样可以使得壳体100的侧部13具有晶莹剔透的视觉效果,相较于树脂材质,当壳体100的材质为无机玻璃时,壳体100的侧部13的晶莹剔透的视觉效果更好。此外,当壳体100应用于电子设备时,所述侧部13作为电子设备的中框,通常电子设备跌落或碰撞时,中框受到撞击的几率最大,至少部分所述侧部13远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度,这样可以使得制得的壳体100具有更好的机械强度,受到撞击时更不易损坏。
83.请一并参见图1、图4及图5,在一些实施例中,所述侧部13包括依次首尾相连的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138,所述第二子侧部134及所述第四子侧部138的厚度与所述主体部11的厚度相等,所述第一子侧部132远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度;且所述第三子侧部136远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度。这样可以使得壳体100的第一子侧部132和第三子侧部136具有晶莹剔透的视觉效果,且具有较好的机械强度,从而受到撞击时更不易损坏。可选地,所述第一子侧部132及所述第三子侧部136的长度可以均大于所述第二子侧部134及所述第四子侧部138的长度;或者所述第一子侧部132及所述第三子侧部136的长度可以均大于所述第二子侧部134及所述第四子侧部138的长度;或者第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138的长度均相等,对此本技术不作具体限定。
84.请参见图6及图7,在另一些实施例中,所述侧部13包括依次首尾相连的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138,所述第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138远离所述主体部11的一端的厚度均大于所述第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138靠近所述主体部11的一端。这样可以使得壳体100的四周(即侧部13的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138)均具有晶莹剔透的视觉效果,且具有较好的机械强度,从而受到撞击时更不易损坏。
85.可选地,所述侧部13连接所述主体部11的一端的厚度等于所述主体部11的厚度;至少部分所述侧部13远离所述主体部11的一端的厚度与所述侧部13连接所述主体部11的一端的厚度之差为0.5mm至2.5mm;具体地,可以为但不限于为0.5mm、0.8mm、1.0mm、1.3mm、1.5mm、1.8mm、2.0mm、2.2mm、2.5mm等。当至少部分所述侧部13远离所述主体部11的一端的厚度与所述侧部13连接所述主体部11的一端的厚度之差小于0.5mm时,侧部13与主体部11的不等厚效果不明显,侧部13的晶莹剔透的视觉效果不明显,当至少部分所述侧部13远离所述主体部11的一端的厚度与所述侧部13连接所述主体部11的一端的厚度之差大于2.5mm时,制得的壳体100太重,从而增加了使用该壳体100的电子设备的重量,不利于电子设备的轻薄化。
86.请参见图5、图7及图8,在一些实施例中,至少部分所述侧部13的厚度自靠近所述主体部11的一端向远离所述主体部11的一端逐渐增加(如图8所示)。在另一些实施例中,至少部分所述侧部13的厚度自靠近所述主体部11的一端向远离所述主体部11的一端先逐渐增加,后保持不变(如图7所示)。在一具体实施例中,所述侧部13包括弯曲部1301及平直部1303,所述弯曲部1301的相对两端分别连接所述主体部11及所述平直部1303;所述弯曲部1301包括所述弯曲面133及弧面139,所述平直部1303包括所述第一表面111、所述端面135及所述第二表面131。所述平直部1303的厚度均匀,至少部分所述弯曲部1301的厚度自连接所述主体部11的一端向连接所述平直部1303的一端,由所述主体部11的厚度逐渐增大至所述平直部1303的厚度。换言之,至少部分所述弯曲部1301的厚度自连接所述主体部11的一端向远离所述主体部11的一端,由所述主体部11的厚度逐渐增大至所述平直部1303的厚度。
87.请参见图9,在一些实施例中,本技术实施例的壳体100还包括第一遮光部30、装饰
部50及第二遮光部70。所述第一遮光部30覆盖于所述侧部13的所述第二表面131及所述弯曲面133上,用于遮挡电子设备内部的元器件,防止从侧部13可以看到电子设备内部的元器件,所述第一遮光部30还用于使壳体100的第三表面113侧可以看到黑色的边框,从而具有良好的视觉效果。所述装饰部50覆盖于所述侧部13的至少部分所述端面135上,装饰部50用于使壳体100的侧部13具有不同颜色的装饰效果。所述第二遮光部70至少覆盖于所述装饰部50且与所述第一遮光部30至少部分叠合,用于遮挡电子设备内部的元器件,防止从壳体100的第三表面113侧的边缘透光,可以看到电子设备内部的元器件。
88.可以理解的是,装饰部50可以覆盖于所述侧部13的整个端面135上,还可以仅覆盖与侧部13的部分端面135上,例如,仅在侧部13厚度大于主体部11的对应位置上设置装饰部50。还可以理解的是,第二遮光部70可以装饰部50及部分第一遮光部30,也可以覆盖整个装饰部50及整个第一遮光部30,只要第一遮光部30及第二遮光部70配合,可以防止壳体100的侧部13透光即可。
89.可选地,所述第一遮光部30可以为黑色光刻胶层,例如,可以为黑色负性光刻胶层。第一遮光部30可以由负性光刻胶经曝光、显影、硬烤等步骤获得,此外,第一遮光部30还可以为黑色油墨层,由黑色油墨经打印、印刷、喷涂等工艺形成。可选地,所述第一遮光部30的宽度可以为0.5mm至3mm,具体地,可以为但不限于为0.5mm、0.8mm、1mm、1.5mm、2mm、2.5mm、3mm等。第一遮光部30的宽度太小在壳体100的外周形成的黑框的视觉效果不好,第一遮光部30的宽度太大在壳体100的外周形成的黑框的视觉效果也不好,且作为电子设备的前盖时,会影响电子设备的全屏显示。在一些实施例中,第一子侧部132和第三子侧部136为长边,第二子侧部134和第四子侧部138为短边,换言之,第一子侧部132及第三子侧部136的长度均大于第二子侧部134和第四子侧部138的长度,第一子侧部132及第三子侧部136上的第一遮光部30的宽度的范围均为2mm至3mm;第二子侧部134和第四子侧部138上的第一遮光部30的宽度的范围均为0.5mm至1mm,这样可以使得制得的壳体100具有比例尺寸更协调,具有更好的视觉效果。
90.可选地,装饰部50可以为镜面银,以使得壳体100的第三表面113侧可以观看到壳体100的至少部分侧部13具有镜面银的晶莹剔透的视觉效果。可选地,装饰部50还可以为具有珠光粉等闪光效果的油墨层,或者具有红色、橙色、黄色、绿色、蓝色等颜色中的一种或多种。具体颜色可以根据壳体100的第三表面113侧对应装饰部50的位置想获得的视觉效果进行选择,本技术不作具体限定。
91.可选地,所述第二遮光部70均可以为黑色油墨层,由黑色油墨经打印、印刷、喷涂等工艺形成。在一些实施例中,所述第二遮光部70还覆盖于所述第一遮光部30。可选地,第二遮光部70的厚度为15μm至20μm,具体地,可以为但不限于为15μm、16μm、17μm、19μm、19μm、20μm等。
92.本技术上述各实施例的壳体100可以通过以下各实施例的制备方法进行制备。下面将详细介绍本技术实施例的壳体100的制备方法。
93.相关设计中,采用热弯成型制备3d结构的壳体100,例如制备3d玻璃壳体100时,除了无法实现壳体100的第一表面111与第二表面131的角度小于或等于90
°
(即热弯成型制得的壳体100的第一表面111与第二表面131的角度最小极限为102
°
)外,其热弯模具通常为石墨材质,在玻璃的熔融温度下例如在700℃至800℃下,热弯模具表面很容易掉灰粘到壳体
100的表面,热弯后往往需要通过凹面抛光及凸面抛光将壳体100的凹面(对应本技术的第一表面111、弯曲面133及第二表面131)和凸面(对应本技术的第三表面113、弧面139及第四表面137)的石墨模具印给去除,使得壳体100的制备工艺更为复杂、成本提高。此外,市面上市售的玻璃基材通常为等厚度的,当需要制得3d结构不等厚的壳体100时(主体部11与侧部13不等厚),需要先将玻璃基材对应主体部11的位置先进行减薄,加工时容易在表面留下刀纹印,使得制得的壳体100表面具有刀纹印。再者,若采用热弯成型工艺制备不等厚的3d结构的壳体100,则增加模具的复杂程度,从而增加了热弯成型工艺的复杂程度,提高了壳体100的制备成本。
94.请一并参见图10至图15,本技术实施例还提供一种壳体100的制备方法,所述壳体100包括弯折相连的主体部11及侧部13,所述主体部11与所述侧部13围合成容置空间101,所述主体部11具有第一表面111,所述第一表面111面向所述容置空间101,所述侧部13具有第二表面131,所述第二表面131面向所述容置空间101,所述第二表面131为平面,所述第一表面111与所述第二表面131之间的角度α的范围为40
°
至90
°
;所述方法包括:
95.s201,制备胚体300,所述胚体300具有通孔301;以及
96.可选地,提供胚料,将胚料加热至熔融温度以上,采用注塑成型或挤出成型工艺进行成型,以制得具有通孔301的胚体300。
97.可选地,胚料可以为树脂粒料,例如pmma、pc或pet等中的一种或多种;也可以为市售无机玻璃板,例如四川旭虹光电科技有限公司的panda
‑
1681,其应变点为550℃,软化点为770℃。
98.在一具体实施例中,胚料为无机玻璃板,将无机玻璃板加热至850℃至900℃,以使得无机玻璃板熔融为熔融液,采用带有口模和芯模的机头进行挤出成型,制得胚体300。加热温度过低,无机玻璃板无法完全熔融,温度过高,要求模具具有更高的耐温性,或者模具材质无法承受相应温度。
99.请参见图11,可选地,所述胚体300包括第一部310和第二部330,所述第一部310的厚度大于所述第二部330的厚度;进行吹塑成型后,所述第一部310形成至少部分所述侧部13,所述第二部330至少形成所述主体部11。这样可以使得制得的壳体100的至少部分所述侧部13远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度。从而使得壳体100的所述至少部分侧部13具有晶莹剔透的视觉效果,且具有更好的机械强度,受到撞击时更不易损坏。
100.请参见图11,在一些实施例中,所述第一部310包括第一子部311及第二子部312,所述第一子部311及第二子部312分别设置于所述第二部330相对两端,所述通孔301依次贯穿所述第一子部311、第二部330及第二子部312,所述第一子部311及所述第二子部312的厚度均大于所述第二部330的厚度,所述侧部13包括依次首尾相连的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138,进行吹塑成型后,所述第一子部311形成所述第一子侧部132、所述第二子部312形成所述第三子侧部136;所述第二部330形成所述主体部11及所述第二子侧部134及所述第四子侧部138;其中,所述第一子侧部132远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度;且所述第三子侧部136远离所述主体部11的一端的厚度大于所述侧部13连接所述主体部11的一端的厚度。这样可以使得壳体100的第一子侧部132和第三子侧部136具有晶莹剔透的视觉效果,且具有较好
的机械强度,从而受到撞击时更不易损坏。
101.请参见图12及图13,在另一些实施例中,所述第一部310包括第一子部311、第二子部312、第三子部313及第四子部314,所述第二部330包括第五子部331及第六子部332,所述第三子部313、第五子部331、第四子部314及第六子部332依次首尾相连形成筒体330’,所述第一子部311及所述第二子部312分别设置于所述筒体330’的相对两端,所述通孔301依次贯穿所述第一子部311、筒体330’及第二子部312;所述第一子部311、第三子部313、第二子部312及第四子部314的厚度均大于所述第五子部331的厚度且均大于所述第六子部332的厚度;所述侧部13包括依次首尾相连的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138,进行吹塑成型后,所述第一子部311形成所述第一子侧部132、所述第三子部313形成所述第二子侧部134;所述第二子部312形成所述第三子侧部136、所述第四子部314形成所述第四子侧部138;所述第二部330形成所述主体部11;所述第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138远离所述主体部11的一端的厚度均大于所述第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138靠近所述主体部11的一端。这样可以使得壳体100的四周(即侧部13的第一子侧部132、第二子侧部134、第三子侧部136及第四子侧部138)均具有晶莹剔透的视觉效果,且具有较好的机械强度,从而受到撞击时更不易损坏。
102.s202,将所述胚体300设置于吹塑模具400中,在所述通孔301中通入气体,进行吹塑成型,以使所述胚体形成弯折相连且为一体结构的主体部11及侧部13,所述主体部11包括第一表面111;所述侧部13环绕所述主体部11的外周缘设置,所述主体部11与所述侧部13围合成容置空间101,所述第一表面111面向所述容置空间101,所述侧部13包括第二表面131,所述第二表面131环绕所述容置空间101,所述第一表面111与所述第二表面131之间的角度的范围为40
°
至90
°
,从而得到所述壳体100。
103.可选地,将步骤s201得到的热的胚体300放入吹塑模具400中,采用通气杆(通气杆表面设有均匀的通气槽),往胚体300的通孔301中通入冷空气(气体),以使所述胚体300膨胀,直至胚体300的四周挤压吹塑模具400的内壁,冷却定型后得到回转体外壳(如图14所示),再将回转体外壳进行激光切割(激光器波长1064nm)一分为二,得到2个具有3d结构的壳体100。热弯成型,一次只能出一个壳体100,因此,采用吹塑成型,壳体100的制备效率更好。
104.可选地,吹塑成型时的气压为10mpa至15mpa;具体地,可以为但不限于10mpa、11mpa、12mpa、13mpa、14mpa、15mpa等。吹塑成型时气压太小(小于10mpa),壳体100不易成型;吹塑成型时气压太大(大于15mpa),容易在制得的壳体100的第三表面131(靠近吹塑模具400的第一模面411及第二模面431的表面)上产生过多毛刺。
105.可选地,所述吹塑模具400的材质为钢材,例如可以为0cr25ni20模具钢。相较于采用石墨,采用钢材作为吹塑模具400的材质,钢材具有更好的切削特性及耐高温性。且采用钢材作为吹塑模具400,即使经过高温,也不会有掉灰粘到壳体100的表面。
106.请参见图15和图16,可选地,所述吹塑模具400包括第一子模410及第二子模430,所述第一子模410与所述第二子模430围合形成模腔401,所述模腔401用于设置所述胚体300。这样通过设计第一子模410及第二子模430的内部模腔401的结构,就可以调整制得的壳体100的主体部11与侧部13的弯折角度,换言之,调整第一表面111与第二表面131的角
度,以使得制得的壳体100的第一表面111及第二表面131之间的角度处于40
°
至90
°
。使得壳体100的整个制备工艺更为简化,且容易实现。
107.可选地,所述第一子模410及所述第二子模430中的至少一个具有冷却通道403,所述冷却通道403用于通冷却液例如水,以对所述第一子模410及所述第二子模430进行冷却。相较于在模具的外围设置冷却系统,所述第一子模410及所述第二子模430中的至少一个设置冷却通道403,可以更快的对吹塑模具400进行降温,具有更好的冷却效果。
108.可选地,所述第一子模410及所述第二子模430位于所述模腔401内的表面为镜面抛光表面。可选地,所述第一子模410包括第一模面411,所述第二子模430包括第二模面431,当第一子模410及第二子模430闭合时,所述第一模面411与所述第二模面431围合成所述模腔401,所述第一模面411与所述第二模面431均为镜面抛光表面。这样可以使得制得的壳体100的第三表面113、弧面139及第四表面137具有较好的表面光洁度(即表面粗糙度更小),且不会留下明显的磨具印,制得的壳体100无需再进行表面抛光。通过热弯成型形成的3d壳体100即使采用进行镜面抛光的钢材热弯模具,由于凹模和凸模对壳体100相对两侧的相向挤压,也容易使制得的壳体100表面产生折痕等缺陷。而本技术吹塑成型制得的3d结构的壳体100只有一个表面贴合模具,形成的壳体100表面更不易产生折痕等缺陷。
109.可选地,第一模面411的粗糙度ra为50nm至200nm;具体地,可以为但不限于为50nm、80nm、100nm、120nm、150nm、180nm、200nm等。当第一模面411的粗糙度过小(小于50nm)时,则会增加吹塑模具400的抛光时间,从而增加吹塑模具400的制备成本,当第一模面411的粗糙度过大(大于200nm)时,则制得的壳体100的表面粗糙度较大,达不到要求。
110.可选地,第二模面431的粗糙度ra为50nm至200nm;具体地,可以为但不限于为50nm、80nm、100nm、120nm、150nm、180nm、200nm等。当第二模面431的粗糙度过小(小于50nm)时,则会增加吹塑模具400的抛光时间,从而增加吹塑模具400的制备成本,当第二模面431的粗糙度过大(大于200nm)时,则制得的壳体100的表面粗糙度较大,达不到要求。
111.请参见图17,在一些实施例中,所述第一模面411及所述第二模面431具有相同的结构,以下以第一模面411为例进行详细说明。第一模面411包括依次连接的第一子模面4111、第二子模面4112及第三子模面4113,所述第二子模面4112环绕所述第一子模面4111的外周缘设置,所述第三子模面4113环绕所述第二子模面4112的外周设置,所述第一子模面4111与所述第三子模面4113之间的角度γ的范围为40
°
至90
°
,以使得采用第一子模410及所述第二子模430对胚体300进行吹塑成型时,得到的壳体100的第一表面111及第二表面131之间的角度α处于40
°
至90
°
。具体地,所述第一子模面4111与所述第三子模面4113之间的角度γ可以为但不限于为40
°
、45
°
、50
°
、55
°
、60
°
、65
°
、70
°
、75
°
、80
°
、85
°
、90
°
等。所述第一子模面4111与所述第三子模面4113之间的角度可以根据需要获得的壳体100的第一表面111及第二表面131之间的角度进行设计。
112.需要说明的是,所述第一子模面4111与所述第三子模面4113之间的角度指的是垂直于第一子模面4111的平面与第一子模面4111及所述第三子模面4113的相交线之间的角度。
113.可选地,所述吹塑模具400的材质为钢材,例如可以为0cr25ni20模具钢。相较于采用石墨,采用钢材作为吹塑模具400的材质,钢材具有更好的切削特性及耐烧性,制备吹塑模具400时更好加工,且进行计算机数字化控制精密机械加工(cnc加工)时更不容易损坏
(石墨加工特性不好,进行cnc加工制备吹塑模具400时,容易崩,导致磨具损坏)。
114.在一些实施例中,本技术实施例的壳体100的制备方法还包括:对所述壳体100进行cnc加工及抛光。
115.可选地,使用带探针的精雕机对激光切割后的壳体100进行去毛刺及精修,刀具采用独特设计的扇形砂轮棒,去毛刺使用400#,进给量为1200mm/min,转速40000rpm,z向(壳体100厚度方向)切深0.3mm;精修使用100#,进给量为1400mm/min,转速34000rpm,z向切深0.04mm。再采用混合毛刷(0.3mm直径的白色尼龙丝,加75硬度的磨皮条,混合比例1:1),对侧部13进行抛光,去除cnc后留下的刀纹印,抛光盘上盘转速160rpm至190rpm,抛光盘下盘转速35rpm至50rpm,抛光压力100kg至120kg,抛光时间20min至30min。
116.在一些实施例中,所述壳体100的材质为玻璃,本技术实施例的壳体100的制备方法还包括:对所述壳体100进行化学强化。
117.可选地,所述对所述壳体100进行化学强化,包括:第一强化以及第二强化。第一强化包括将壳体100于370℃至390℃预热60min,于温度为430℃至450℃的硝酸钠(nano3)熔融液中进行化学强化,时间为70min至180min;所述第二强化包括将壳体100于370℃至390℃预热60min,于温度为410℃至450℃的硝酸钾(kno3)熔融液中进行化学强化,时间为70min至150min,以使玻璃基材变为钢化玻璃,提高壳体100的各项机械性能,例如强度及硬度。可选地,第一强化的温度可以为但不限于为430℃、435℃、440℃、445℃、450℃等。第一强化的时间为70min、80min、100min、120min、140min、160min、180min等。可选地,第二强化的温度可以为但不限于为410℃、420℃、430℃、435℃、440℃、445℃、450℃等。第二强化的时间为70min、80min、100min、120min、140min、150min等。
118.本实施例与上述实施例相同特征部分的详细描述请参见上述实施例,在此不再赘述。
119.本技术的壳体100的制备方法采用吹塑成型进行制备,其可以获得超过90
°
弯折角度的壳体,即获得所述第一表面111与所述第二表面131之间的角度α的范围为40
°
至90
°
的壳体100,从而使得壳体100应用于电子设备时,可以将前盖与中框一体化或中框与后盖一体化;且使用时,壳体100与后盖、或壳体100与前盖之间不存在间隙,可以使得电子设备的外观更为美观,密封性及防水性能更好。此外,当前盖与中框一体化设计时,还可以使电子设备可以应用于侧面屏幕显示。再者,当需要制备不等厚壳体100时,相较于热弯成型,使用吹塑成型制备的壳体100的工艺更为简便、制备成本更低。
120.请参见图18,本技术实施例还提供一种壳体100的制备方法,所述壳体100包括壳体本体10、第一遮光部30、装饰部50及第二遮光部70;所述壳体本体10包括弯折相连的所述主体部11及所述侧部13,所述主体部11与所述侧部13围合成容置空间101,所述主体部11包括第一表面111,所述侧部13包括第二表面131、弯曲面133及端面135,所述弯曲面133的相对两端分别连接所述第一表面111及所述第二表面131,所述第一表面111、弯曲面133及所述第二表面131围合成所述容置空间101,所述端面135连接所述第二表面131远离所述弯曲面133的一端,所述第一遮光部30覆盖于所述侧部13的所述第二表面131及所述弯曲面133上;所述装饰部50覆盖于所述侧部13的至少部分所述端面135上;所述第二遮光部70至少覆盖于所述装饰部50且与所述第一遮光部30至少部分叠合。所述方法包括:
121.s501,制备胚体300,所述胚体300具有通孔301;
122.s502,将所述胚体300设置于吹塑模具400中,在所述通孔301中通入气体,进行吹塑成型,以使所述胚体形成弯折相连且为一体结构的主体部11及侧部13,所述主体部11包括第一表面111;所述侧部13环绕所述主体部11的外周缘设置,所述主体部11与所述侧部13围合成容置空间101,所述第一表面111面向所述容置空间101,所述侧部13包括第二表面131,所述第二表面131环绕所述容置空间101,所述第一表面111与所述第二表面131之间的角度的范围为40
°
至90
°
,从而得到所述壳体本体10;
123.s503,对所述壳体本体10进行cnc加工、抛光及化学强化;
124.步骤s501及步骤s503的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
125.s504,在所述侧部13的所述第二表面131及所述弯曲面133上形成第一遮光部30;
126.可选地,将黑色负性光刻胶涂覆与壳体本体10面向容置空间101的表面上形成光刻胶层,设置掩膜板,对第二表面131及第一遮光部30上对应的光刻胶层进行曝光,用显影液进行显影,将未曝光区域的光刻胶层显影掉,留下曝光区域的光刻胶层,经过硬烤后,形成第一遮光部30。
127.s505,在至少部分所述端面135上形成装饰部50;以及
128.可选地,采用低张力的钢丝网版(10
‑
15n),刮刀采用70
‑
80度的硅胶,在至少部分所述端面135(例如不等厚区域)上进行丝印,形成装饰部50。可选地,装饰部50可以为镜面银,具有珠光粉等闪光效果的油墨层,或者具有红色、橙色、黄色、绿色、蓝色等颜色中的一种或多种。
129.s506,在所述装饰部50上形成第二遮光部70,并使所述第二遮光部70与所述第一遮光部30至少部分叠合。
130.可选地,对无需设置第二遮光部70的部分采用保护膜进行保护,露出要形成第二遮光部70的区域,进行喷涂或印刷油墨,形成第二遮光部70。
131.本实施例与上述实施例相同特征部分的详细描述请参见上述实施例,在此不再赘述。
132.请参见图19至图21,本技术实施例还提供一种电子设备600,其包括:显示组件610、本技术实施例所述的壳体100以及电路板组件630。所述显示组件610用于显示;所述壳体100具有容置空间101,所述壳体100用于承载所述显示组件610;所述电路板组件630设置于所述容置空间101,且与所述显示组件610电连接,用于控制所述显示组件610进行显示。在一些实施例中,所述显示组件610还用于闭合所述容置空间101;换言之,所述壳体100与所述显示组件610围合成闭合的容置空间101。
133.本技术实施例的电子设备600可以为但不限于为手机、平板电脑、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。
134.关于壳体100的详细描述,请参见上述实施例对应部分的描述,在此不再赘述。
135.可选地,所述显示组件610可以为但不限于为液晶显示组件、发光二极管显示组件(led显示组件)、微发光二极管显示组件(microled显示组件)、次毫米发光二极管显示组件(miniled显示组件)、有机发光二极管显示组件(oled显示组件)等中的一种或多种。
136.请一并参见图21,可选地,电路板组件630可以包括处理器631及存储器633。所述处理器631分别与所述显示组件610及存储器633电连接。所述处理器631用于控制所述显示
组件610进行显示,所述存储器633用于存储所述处理器631运行所需的程序代码,控制显示组件610所需的程序代码、显示组件610的显示内容等。
137.可选地,处理器631包括一个或者多个通用处理器631,其中,通用处理器631可以是能够处理电子指令的任何类型的设备,包括中央处理器(central processing unit,cpu)、微处理器、微控制器、主处理器、控制器以及asic等等。处理器631用于执行各种类型的数字存储指令,例如存储在存储器633中的软件或者固件程序,它能使计算设备提供较宽的多种服务。
138.可选地,存储器633可以包括易失性存储器(volatile memory),例如随机存取存储器(random access memory,ram);存储器633也可以包括非易失性存储器(non
‑
volatilememory,nvm),例如只读存储器(read
‑
only memory,rom)、快闪存储器(flash memory,fm)、硬盘(hard disk drive,hdd)或固态硬盘(solid
‑
state drive,ssd)。存储器633还可以包括上述种类的存储器的组合。
139.在本技术中提及“实施例”“实施方式”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本技术所描述的实施例可以与其它实施例相结合。此外,还应该理解的是,本技术各实施例所描述的特征、结构或特性,在相互之间不存在矛盾的情况下,可以任意组合,形成又一未脱离本技术技术方案的精神和范围的实施例。
140.最后应说明的是,以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。