1.本发明涉及载玻片自动检测技术领域,具体为一种基于视觉检测的载玻片自动检测平台及其检测方法。
背景技术:
2.载玻片是用显微镜观察东西时用来放东西的玻璃片或石英片,制作样本时,将细胞或组织切片放在载玻片上,将盖玻片放置其上,用作观察。在光学上,用于产生相位差的一种类似玻璃材料的薄片,利用载玻片自动检测平台,可以有效的提升生产效率。
3.现有载玻片检测平台,在检测过程中,其自动化性能低下,导致生产效率下降,生产成本提升;因此,不满足现有的需求,对此我们提出了一种基于视觉检测的载玻片自动检测平台及其检测方法。
技术实现要素:
4.本发明的目的在于提供一种基于视觉检测的载玻片自动检测平台及其检测方法,以解决上述背景技术中提出的现有载玻片检测平台,在检测过程中,其自动化性能低下,导致生产效率下降,生产成本提升的问题。
5.为实现上述目的,本发明提供如下技术方案:一种基于视觉检测的载玻片自动检测平台的检测方法,包括自动线,所述自动线的下方设置有自动检测工作台,所述自动检测工作台的上端设置有物料下料机构、物料上料机构、相机移动机构、初始定位机构、上料物料结构。
6.优选的,所述上料物料结构的中间设置有定位工装,所述定位工装的上方设置有清洗料盘,所述清洗料盘的上端设置有放置槽,且放置槽与清洗料盘一体成型设置,所述定位工装的右侧设置有物料盒,所述物料盒的外侧设置有把手,且把手与物料盒的外侧焊接连接,所述上料物料结构的左侧设置有ng放置区,所述ng放置区的右侧设置有产品检测区。
7.优选的,所述ng放置区的左侧设置有成品码垛区,所述ng放置区的中间设置有ng放料区,所述产品检测区的左侧设置有检测后取料区,所述检测后取料区的上方设置有载玻片。
8.优选的,所述自动检测工作台的下端设置有承载箱,所述承载箱的下端设置有支撑架,支撑架设置有四个,且支撑架与承载箱的下端焊接连接,所述支撑架的外侧设置有滑轮,所述滑轮的上端设置有连接螺栓。
9.优选的,所述物料下料机构与物料上料机构的上端分别设置有第一伺服电机与第二伺服电机,所述物料下料机构与物料上料机构的下端皆设置有驱动气缸,所述物料下料机构的外侧设置有滑道机构,所述滑道机构的前端设置有线性模组,所述物料下料机构与物料上料机构的外侧分别设置有上料手臂与下料手臂。
10.优选的,所述驱动气缸的下端设置有手爪结构,所述手爪结构的下端设置有组合真空吸盘结构,所述组合真空吸盘结构的下端设置有手爪,所述手爪的下端设置有电磁阀。
11.优选的,所述相机移动机构的前端设置有相机驱动结构,所述相机驱动结构的下端设置有滑动结构,所述滑动结构的一端设置有上相机结构与下相机结构。
12.优选的,所述上相机结构与下相机结构的中间皆设置有驱动控制模组,所述上相机结构与下相机结构的前端皆设置有摄像端。
13.优选的,所述的一种基于视觉检测的载玻片自动检测平台的检测方法,包括如下步骤:
14.步骤1:先是物料上料机构处于待机点,经过上料手臂通过滑道机构与线性模组移动,将物料上料机构带到取料点,由第一伺服电机控制驱动气缸;
15.步骤2:驱动气缸驱动组合真空吸盘结构进行姿态调整,经过电磁阀控制手爪对物料进行抓取,将物料送到产品检测区中,再返回取新料;
16.步骤3:经过相机移动机构中的上相机结构与下相机结构受到相机驱动结构控制,对物料进行正反面拍摄检测;
17.步骤4:当检测完毕后,经过下料手臂通过滑道机构与线性模组移动,夹持物料到ng放置区;
18.步骤5:经过上相机结构与下相机结构的不同检测,将对应不合格零件电磁阀释放信号,将不合格品放置到物料盒内,然后将其余成品放置到盒内,完成装盒功能。
19.与现有技术相比,本发明的有益效果是:
20.1、本发明通过设置的自动检测平台物料,将设备部件分成物料上料机构、物料下料机构、相机移动机构、手爪结构,而上料机构与物料下料机构为物料运动机构,可以综合考虑到当前的具体要求,物料系统采用线性模组 辅助支撑的动力结构,驱动结构均采用伺服电机 行星减速机的形式,本机构可实现驱动夹爪在放料定位区
‑
检测区放料
‑
检测后取料
‑
ng区放料
‑
成品区码垛的功能,根据实际节拍需求,将动作进行了分解:
21.(1)上料手臂:初始取料
‑
检测区放料
‑
返回取料;
22.(2)下料手臂:检测后取料
‑
ng区放料
‑
成品区码垛
‑
返回检测区取料;
23.采用一组非标输送机构结合一套视觉检测机构组成自动生产线,解决了现有载玻片自动检测,在检测过程中,其自动化性能低下,导致生产效率下降,生产成本提升的问题。
24.2、设置的手爪结构为设备的手爪单元,根据零件的规格尺寸,以及工艺要求,自动线设计了一套手爪单元;手爪采用组合式结构设计,采用多组独立真空吸盘形成结构,且每个真空吸盘均采用电磁阀独立控制,可控制对应物料的夹取和放置,手爪可实现0
°‑
90
°
的摆动,以解决零件姿态的调整问题,使用本自动线,工人只需将料放置于物料系统中,自动线会根据节拍自动调整送料速度,将物料自动供应到指定位置,当物料系统中毛坯全部加工完成后,机构会自动停止并发出供料提示。
25.3、设置的在线检测运动机构分为上相机结构与下相机结构,零件检测采用相机检测的方式,因考虑到零件分布形式,采用上下两套相机模组,分别进行物料拍摄工作,以实现工件的正反面检测,
26.4、根据零件的规格尺寸,基础定位直接使用清洗机托盘加机械定位的方式构成,人工预先将清洗料盘放置在定位工装中,实现基础定位,定位工装由双工位构成,便于人工在不停机的前提下更换物料盒,不影响具体生产节拍。
附图说明
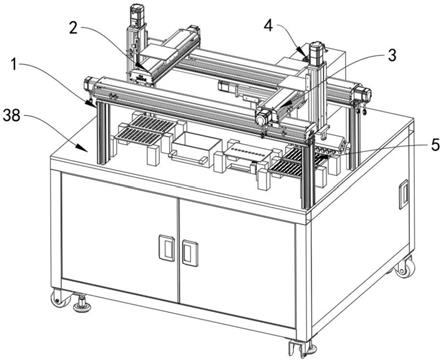
27.图1为本发明的自动线主视图;
28.图2为本发明的俯视图;
29.图3为本发明的侧视图;
30.图4为本发明的上料物料结构示意图;
31.图5为本发明的相机局部示意图;
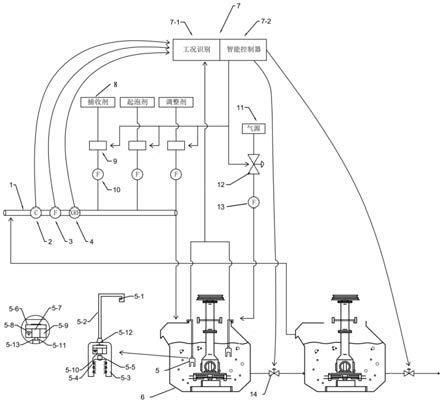
32.图6为本发明的一种基于视觉检测的载玻片自动检测平台及其检测方法整体流程示意图;
33.图中:1、自动线;2、物料下料机构;3、物料上料机构;4、相机移动机构;5、初始定位机构;6、成品码垛区;7、ng放置区;8、产品检测区;9、承载箱;10、滑轮;11、驱动气缸;12、手爪结构;13、组合真空吸盘结构;14、电磁阀;15、手爪;16、滑道机构;17、上料物料结构;18、物料盒;19、把手;20、清洗料盘;21、放置槽;22、定位工装;23、上料手臂;24、下料手臂;25、相机驱动结构;26、滑动结构;27、上相机结构;28、下相机结构;29、摄像端;30、载玻片;31、驱动控制模组;32、检测后取料区;33、ng放料区;34、第一伺服电机;35、第二伺服电机;36、连接螺栓;37、支撑架;38、自动检测工作台;39、线性模组。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
35.请参阅图1
‑
6,本发明提供的一种实施例:一种基于视觉检测的载玻片自动检测平台及其检测方法,包括自动线1,自动线1的下方设置有自动检测工作台38,自动检测工作台38的上端设置有物料下料机构2、物料上料机构3、相机移动机构4、初始定位机构5、上料物料结构17,物料上料机构3与物料下料机构2为物料运动机构,可以综合考虑到当前的具体要求,物料系统采用线性模组 辅助支撑的动力结构,驱动结构均采用伺服电机 行星减速机的形式,本机构可实现驱动夹爪在放料定位区
‑
检测区放料
‑
检测后取料
‑
ng区放料
‑
成品区码垛的功能,根据实际节拍需求。
36.进一步,上料物料结构17的中间设置有定位工装22,所述定位工装22的上方设置有清洗料盘20,所述清洗料盘20的上端设置有放置槽21,且放置槽21与清洗料盘20一体成型设置,所述定位工装22的右侧设置有物料盒18,所述物料盒18的外侧设置有把手19,且把手19与物料盒18的外侧焊接连接,所述上料物料结构17的左侧设置有ng放置区7,所述ng放置区7的右侧设置有产品检测区8,根据零件的规格尺寸,基础定位直接使用用户的清洗机托盘 机械定位的方式构成,人工预先将清洗料盘20放置在定位工装22中,实现基础定位,定位工装22由双工位构成,便于人工在不停机的前提下更换物料盒18,不影响具体生产节拍,清洗机料盘需要特殊定制,以实现精定位的功能,本自动线为实现载玻片零件的生产自动检测上下料设计,主要用于实现生产自动化、解放劳动力、提高生产效率、减少用人成本及管理成本的目的。
37.进一步,ng放置区7的左侧设置有成品码垛区6,所述ng放置区7的中间设置有ng放料区33,所述产品检测区8的左侧设置有检测后取料区32,所述检测后取料区32的上方设置有载玻片30。
38.进一步,自动检测工作台38的下端设置有承载箱9,所述承载箱9的下端设置有支撑架37,支撑架37设置有四个,且支撑架37与承载箱9的下端焊接连接,所述支撑架37的外侧设置有滑轮10,所述滑轮10的上端设置有连接螺栓36。
39.进一步,物料下料机构2与物料上料机构3的上端分别设置有第一伺服电机34与第二伺服电机35,所述物料下料机构2与物料上料机构3的下端皆设置有驱动气缸11,所述物料下料机构2的外侧设置有滑道机构16,所述滑道机构16的前端设置有线性模组39,所述物料下料机构2与物料上料机构3的外侧分别设置有上料手臂23与下料手臂24。
40.进一步,驱动气缸11的下端设置有手爪结构12,所述手爪结构12的下端设置有组合真空吸盘结构13,所述组合真空吸盘结构13的下端设置有手爪15,所述手爪15的下端设置有电磁阀14,手爪结构12为设备的手爪单元,根据零件的规格尺寸,以及工艺要求,自动线设计了一套手爪单元;手爪采用组合式结构设计,采用多组组合真空吸盘结构13,且每个真空吸盘均采用电磁阀14独立控制,可控制对应物料的夹取和放置,手爪15可实现0
°‑
90
°
的摆动,以解决零件姿态的调整问题。
41.进一步,相机移动机构4的前端设置有相机驱动结构25,所述相机驱动结构25的下端设置有滑动结构26,所述滑动结构26的一端设置有上相机结构27与下相机结构28。
42.进一步,上相机结构27与下相机结构28的中间皆设置有驱动控制模组31,所述上相机结构27与下相机结构28的前端皆设置有摄像端29,设置的在线检测运动机构分为上相机结构27与下相机结构28,零件检测采用相机检测的方式,应考虑到零件分布形式,采用上下两套相机模组,分别进行物料拍摄工作,以实现工件的正反面检测。
43.进一步,一种基于视觉检测的载玻片自动检测平台的检测方法,包括如下步骤:
44.步骤1:先是物料上料机构3处于待机点,经过上料手臂23通过滑道机构16与线性模组39移动,将物料上料机构3带到取料点,由第一伺服电机34控制驱动气缸11;
45.步骤2:驱动气缸11驱动组合真空吸盘结构13进行姿态调整,经过电磁阀14控制手爪15对物料进行抓取,将物料送到产品检测区8中,再返回取新料;
46.步骤3:经过相机移动机构4中的上相机结构27与下相机结构28受到相机驱动结构25控制,对物料进行正反面拍摄检测;
47.步骤4:当检测完毕后,经过下料手臂24通过滑道机构16与线性模组39移动,夹持物料到ng放置区7;
48.步骤5:经过上相机结构27与下相机结构28的不同检测,将对应不合格零件电磁阀释放信号,将不合格品放置到物料盒18内,然后将其余成品放置到盒内,完成装盒功能。
49.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。