1.本发明属于空气净化器技术领域,涉及一种用于空气净化器的出风网,还涉及一种加工工艺。
背景技术:
2.空气净化器通过出风口进行出风,现有空气净化器的出风网都设置有利于引导气流的格栅板,格栅板的安装方式没有固定统一的标准,因此为了加快制造生产效率,一些空气净化器往往是通过人的肉眼判断安装位,再直接将格栅板点焊在出风网上。
3.这种简单粗暴的安装方式无法保证各个焊接点是否均匀,安装的格栅板不够牢靠,因此格栅板容易脱落,并且格栅板安装歪斜,从而会降低空气净化器的出风时的导风性能,因此这种用于空气净化器的出风网具有较大的改进空间。
技术实现要素:
4.本发明的目的是针对现有技术存在的上述问题,提出了一种用于空气净化器的出风网以及加工工艺。
5.本发明的目的可通过下列技术方案来实现:
6.一种用于空气净化器的出风网,包括:
7.基体,其设置有至少两个卡槽,各个所述卡槽按从小到大的顺序依次沿所述基体从内向外呈同心设置;
8.焊接铁丝,其设置于所述卡槽内;
9.格栅,其插入所述卡槽,并且所述格栅盖住所述焊接铁丝从而将所述焊接铁丝限制在所述卡槽内,所述格栅通过所述焊接铁丝焊接在所述卡槽上。
10.较佳的,所述基体包括内环、外环以及连接条,所述内环呈同心设置于所述外环内,所述连接条的一端与所述内环连接并且另一端与所述外环连接,所述卡槽与所述连接条连接。
11.较佳的,所述基体、所述卡槽、所述焊接铁丝以及所述格栅均为多边形结构。
12.其次,提供了一种加工工艺,包括所述的用于空气净化器的出风网,还包括步骤如下:
13.s1:将第一焊接铁丝、第二焊接铁丝以及第三焊接铁丝分别嵌入基体的三个卡槽中;
14.s2:将第一格栅、第二格栅以及第三格栅分别嵌入基体的三个卡槽中,并且第一格栅盖住第一焊接铁丝,第二格栅盖住第二焊接铁丝,第三格栅盖住第三焊接铁丝;
15.s3:将组装好的出风网放入高频焊接机内,通过高频焊接机产生高频磁场,第一焊接铁丝、第二焊接铁丝以及第三焊接铁丝通过涡流效应发热融化,并分别将第一格栅、第二格栅以及第三格栅与基体的三个卡槽焊接在一起。
16.较佳的,在步骤s2中,按从小到大的顺序依次将第一格栅、第二格栅以及第三格栅
分别嵌入基体的三个卡槽中,当各个格栅嵌入卡槽时各个格栅固定住各个焊接铁丝从而避免焊接铁丝弹出。
17.较佳的,在步骤s1中,在将第一焊接铁丝、第二焊接铁丝以及第三焊接铁丝分别嵌入基体的三个卡槽之前,需要分别将各个焊接铁丝弯折并围拢呈正五边形结构,并且各个焊接铁丝呈同心设置,在步骤s2中,在将第一格栅、第二格栅以及第三格栅分别嵌入基体的三个卡槽之前,需要分别将各个格栅弯折并围拢呈正五边形结构,并且各个格栅呈同心设置。
18.较佳的,在步骤s1中,对基体以及各个焊接铁丝进行自检,避免基体以及焊接铁丝发生形变,各个焊接铁丝进行预试装,通过手工调节使得焊接铁丝可嵌入卡槽,在步骤s2中,对各个格栅进行自检,避免格栅发生缺失或破损,各个格栅进行预试装,通过手工调节使得格栅可嵌入卡槽。
19.较佳的,在步骤s3中,将组装好的出风网放置平整后,双手按下高频焊接机的开关后将双手收回,高频焊接机自动完成焊接完全抬起后再将焊接完成的进风网取出。
20.较佳的,还包括步骤s4:检查出风网的焊接完成情况,将存在溢胶或者铁丝跑偏情况的出风网放入次品框,将其他的出风网放入成品框。
21.与现有技术相比,本发明的有益效果为:
22.1、焊接铁丝的每段的粗细均匀,当焊接铁丝融化时,格栅通过焊接铁丝与卡槽固定连接,格栅与卡槽的结合紧密不易脱落,非常的牢靠,格栅的焊接均匀,因此不会出现安装歪斜的情况。
23.2、通过高频焊接机产生高频磁场,各个焊接铁丝通过涡流效应发热融化,并分别将各个格栅与基体的各个卡槽焊接在一起,格栅与卡槽的结合紧密不易脱落,非常的牢靠。
24.3、当各个格栅嵌入卡槽时各个格栅固定住各个焊接铁丝从而避免焊接铁丝弹出,如果焊接铁丝弹出,格栅与卡槽之间的接触就不充分从而导致焊接不牢固,并且可能会发生格栅歪斜的情况。
25.4、需要分别先后对各个焊接铁丝以及格栅进行预试装以及手工调节,使得焊接铁丝以及格栅能够恰好嵌入卡槽,防止正式装配时强行装入可能导致铁丝跑偏或者格栅歪斜的情况发生。
26.5、双手按下高频焊接机的开关后将双手收回,防止双手碰到出风网或者焊接区域导致意外发生,高频焊接机自动完成焊接完全抬起后再将焊接完成的进风网取出。
附图说明
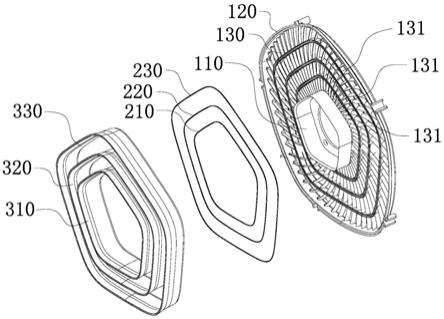
27.图1为本发明的出风网的爆炸图。
28.图2为本发明的出风网的结构示意图。
29.图3为本发明的出风网的加工工艺图。
30.图中,110、内环;120、外环;130、连接条;131、卡槽;210、第一焊接铁丝;220、第二焊接铁丝;230、第三焊接铁丝;310、第一格栅;320、第二格栅;330、第三格栅。
具体实施方式
31.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,
但本发明并不限于这些实施例。
32.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
33.另外,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
34.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
35.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
36.如图1、图2、图3所示,一种用于空气净化器的出风网,包括:基体,其设置有至少两个卡槽131,各个所述卡槽131按从小到大的顺序依次沿所述基体从内向外呈同心设置;焊接铁丝,其设置于所述卡槽131内;格栅,其插入所述卡槽131,并且所述格栅盖住所述焊接铁丝从而将所述焊接铁丝限制在所述卡槽131内,所述格栅通过所述焊接铁丝焊接在所述卡槽131上。
37.其中,基体为网状结构,卡槽131的数量实际上为三个,三个卡槽131按从小到大的顺序依次沿基体从内向外呈同心设置,焊接铁丝以及格栅依次嵌设在卡槽131内,格栅以及焊接铁丝刚好能够插入卡槽131内。
38.卡槽131的高度大于焊接铁丝的直径,当格栅插入卡槽131时,格栅盖住焊接铁丝从而将焊接铁丝限制在卡槽131内,卡槽131超出焊接铁丝的部分能够夹住格栅从而限制格栅移动。
39.在本实施方式中,焊接铁丝的每段的粗细均匀,当焊接铁丝融化时,格栅通过焊接铁丝与卡槽131固定连接,格栅与卡槽131的结合紧密不易脱落,非常的牢靠,格栅的焊接均匀,因此不会出现安装歪斜的情况。
40.如图2、图3所示,在上述实施方式的基础上,所述基体包括内环110、外环120以及连接条130,所述内环110呈同心设置于所述外环120内,所述连接条130的一端与所述内环110连接并且另一端与所述外环120连接,所述卡槽131与所述连接条130连接。
41.在本实施方式中,内环110与外环120的形状相同但是大小不同,内环110与外环120均为正五边形结构,内环110中间空出的部分可用于安装控制板等空气净化器的其他部件,连接条130的数量为多个,各个连接条130间隔均匀的围绕内环110设置。
42.如图2、图3所示,在上述实施方式的基础上,所述基体、所述卡槽131、所述焊接铁丝以及所述格栅均为多边形结构,在本实施方式中,出风网为正五边形结构,卡槽131、焊接铁丝以及格栅按从小到大的顺序依次沿基体从内向外间隔均匀的设置。
43.如图1、图2、图3所示,一种出风网的加工工艺,包括所述的用于空气净化器的出风网,还包括步骤如下:
44.s1:将第一焊接铁丝210、第二焊接铁丝220以及第三焊接铁丝230分别嵌入基体的三个卡槽131中;
45.s2:将第一格栅310、第二格栅320以及第三格栅330分别嵌入基体的三个卡槽131中,并且第一格栅310盖住第一焊接铁丝210,第二格栅320盖住第二焊接铁丝220,第三格栅330盖住第三焊接铁丝230;
46.s3:将组装好的出风网放入高频焊接机内,通过高频焊接机产生高频磁场,第一焊接铁丝210、第二焊接铁丝220以及第三焊接铁丝230通过涡流效应发热融化,并分别将第一格栅310、第二格栅320以及第三格栅330与基体的三个卡槽131焊接在一起。
47.其中,高频焊接机实际上就是一种加热工具,通过高频电流加到电感线圈后,利用电磁感应原理转换成高频磁场,并作用在处于磁场中的金属物体上,利用涡流效应,在金属物体中生成与磁场强度成正比的感生电流,并且会借助于内部所固有的电阻值,利用电流热效应原理在金属物体的内部生成热量。
48.在本实施方式中,通过高频焊接机产生高频磁场,各个焊接铁丝通过涡流效应发热融化,并分别将各个格栅与基体的各个卡槽131焊接在一起,格栅与卡槽131的结合紧密不易脱落,非常的牢靠,格栅的焊接均匀,因此不会出现安装歪斜的情况。
49.如图2、图3所示,在上述实施方式的基础上,在步骤s2中,按从小到大的顺序依次将第一格栅310、第二格栅320以及第三格栅330分别嵌入基体的三个卡槽131中,当各个格栅嵌入卡槽131时各个格栅固定住各个焊接铁丝从而避免焊接铁丝弹出。
50.在本实施方式中,当各个格栅嵌入卡槽131时各个格栅固定住各个焊接铁丝从而避免焊接铁丝弹出,如果焊接铁丝弹出,格栅与卡槽131之间的接触就不充分从而导致焊接不牢固,并且可能会发生格栅歪斜的情况。
51.如图2、图3所示,在上述实施方式的基础上,在步骤s1中,在将第一焊接铁丝210、第二焊接铁丝220以及第三焊接铁丝230分别嵌入基体的三个卡槽131之前,需要分别将各个焊接铁丝弯折并围拢呈正五边形结构,并且各个焊接铁丝呈同心设置,在步骤s2中,在将第一格栅310、第二格栅320以及第三格栅330分别嵌入基体的三个卡槽131之前,需要分别将各个格栅弯折并围拢呈正五边形结构,并且各个格栅呈同心设置。
52.在本实施方式中,将三个焊接铁丝以及三个格栅弯折并围拢呈正五边形,与卡槽131的形状相适配,卡槽131、焊接铁丝以及格栅按从小到大的顺序依次沿基体从内向外间隔均匀的设置。
53.如图2、图3所示,在上述实施方式的基础上,在步骤s1中,对基体以及各个焊接铁丝进行自检,避免基体以及焊接铁丝发生形变,各个焊接铁丝进行预试装,通过手工调节使得焊接铁丝可嵌入卡槽131,在步骤s2中,对各个格栅进行自检,避免格栅发生缺失或破损,各个格栅进行预试装,通过手工调节使得格栅可嵌入卡槽131。
54.在本实施方式中,需要分别先后对各个焊接铁丝以及格栅进行预试装以及手工调节,使得焊接铁丝以及格栅能够恰好嵌入卡槽131,防止正式装配时强行装入可能导致铁丝跑偏或者格栅歪斜的情况发生。
55.如图2、图3所示,在上述实施方式的基础上,在步骤s3中,将组装好的出风网放置
平整后,双手按下高频焊接机的开关后将双手收回,高频焊接机自动完成焊接完全抬起后再将焊接完成的进风网取出。
56.具体的,高频焊接机的操作时间为1.3秒延迟时间,1.5秒的熔接时间,硬化时间6秒,加热时间43秒,保温时间53秒,冷却时间2秒,全程的误差值不超过1秒。
57.在本实施方式中,双手按下高频焊接机的开关后将双手收回,防止双手碰到出风网或者焊接区域导致意外发生,高频焊接机自动完成焊接完全抬起后再将焊接完成的进风网取出,操作时需要确保冷却完成才可将进风网取出。
58.如图2、图3所示,在上述实施方式的基础上,还包括步骤s4:检查出风网的焊接完成情况,将存在溢胶或者铁丝跑偏情况的出风网放入次品框,将其他的出风网放入成品框。
59.在本实施方式中,由于如果焊接完成的出风网出现了溢胶或者铁丝跑偏情况,那么就会导致出风网的格栅倾斜,这种生产出来的出风网导风性能较差,牢固度也较低,因此需要作为次品处理。
60.从总的工艺流程来说,首先分别将各个焊接铁丝弯折并围拢呈正五边形结构,并且各个焊接铁丝呈同心设置,对基体以及各个焊接铁丝进行自检,避免基体以及焊接铁丝发生形变,各个焊接铁丝进行预试装,通过手工调节使得焊接铁丝可嵌入卡槽131,将第一焊接铁丝210、第二焊接铁丝220以及第三焊接铁丝230分别嵌入基体的三个卡槽131中;
61.然后,分别将各个格栅弯折并围拢呈正五边形结构,并且各个格栅呈同心设置,对各个格栅进行自检,避免格栅发生缺失或破损,各个格栅进行预试装,通过手工调节使得格栅可嵌入卡槽131,将第一格栅310、第二格栅320以及第三格栅330分别嵌入基体的三个卡槽131中,并且第一格栅310盖住第一焊接铁丝210,第二格栅320盖住第二焊接铁丝220,第三格栅330盖住第三焊接铁丝230,当各个格栅嵌入卡槽131时各个格栅固定住各个焊接铁丝从而避免焊接铁丝弹出;
62.再其次,将组装好的出风网放入高频焊接机内,将组装好的出风网放置平整后,双手按下高频焊接机的开关后将双手收回,通过高频焊接机产生高频磁场,第一焊接铁丝210、第二焊接铁丝220以及第三焊接铁丝230通过涡流效应发热融化,并分别将第一格栅310、第二格栅320以及第三格栅330与基体的三个卡槽131焊接在一起,高频焊接机自动完成焊接完全抬起后再将焊接完成的进风网取出;
63.最后,检查出风网的焊接完成情况,将存在溢胶或者铁丝跑偏情况的出风网放入次品框,将其他的出风网放入成品框。
64.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。