1.本发明涉及轴件粘接技术领域,尤其涉及一种轴件和安装座的装配方法、轴件组件及衬套组件。
背景技术:
2.轴承组件或衬套组件是当代机械设备中一种重要零部件。传统工艺中,轴承或衬套通过粘接剂粘接在安装座的安装孔内,由于粘接剂使用厌氧胶,氧气对该粘接剂有阻聚作用。粘接轴承或衬套的边缘直接接触空气,导致轴承组件或衬套组件的端部的固化强度相对较低,成为弱边界,进而导致轴承组件或衬套钻进的两端的粘接强度较低,而且当轴承粘接组件或衬套组件受到轴向载荷时,破坏载荷于边界处最大,进而加剧轴承组件或衬套组件的损坏。
技术实现要素:
3.本发明的目的在于提出一种轴件和安装座的装配方法、轴承组件及衬套组件,能够提高粘接强度,延长使用寿命。
4.为达此目的,本发明采用以下技术方案:
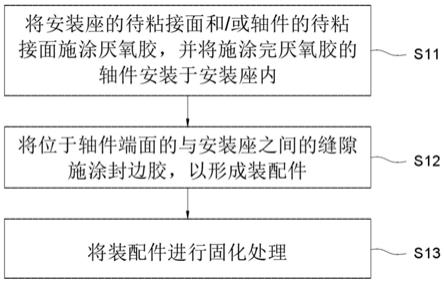
5.本发明提供一种轴件和安装座的装配方法,包括以下步骤:
6.将安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴件安装于所述安装座内;
7.将位于所述轴件端面的与所述安装座之间的缝隙施涂封边胶,以形成装配件;
8.将所述装配件进行固化处理。
9.该轴件和安装座的装配方法,在安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴件安装于安装座内,将位于轴件端面的与安装座之间的缝隙施涂封边胶,以形成装配件,然后将装配件进行固化处理,封边胶的施涂能够避免厌氧胶与空气接触,有利于厌氧胶的固化,从而提高了粘接装配强度,延长了使用寿命。
10.作为上述轴件和安装座的装配方法的一种优选方案,在对安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶之前,对所述安装座的待粘接面和所述轴件的待粘接面进行清洁处理。
11.在对安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶之前,对安装座的待粘接面和轴件的待粘接面进行清洁处理,以保证安装座的待粘接面和轴件的待粘接面洁净无污染,保证轴件和安装座的粘接强度。
12.作为上述轴件和安装座的装配方法的一种优选方案,在对所述安装座的待粘接面和所述轴件的待粘接面进行清洁处理之后,并在施涂厌氧胶之前,对安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶促进剂。
13.厌氧胶促进剂的施涂能够提高厌氧胶的固化速度。
14.作为上述轴件和安装座的装配方法的一种优选方案,将施涂完厌氧胶的轴件安装
于所述安装座内的过程中,通过安装定位工装对所述轴件进行定位,以使所述轴件安装于所述安装座的预设位置。
15.通过安装定位工装对轴件进行定位,避免轴件安装于安装座内后位置偏离预设位置,增强装配精度。
16.作为上述轴件和安装座的装配方法的一种优选方案,将位于所述轴件两端端面的与所述安装座之间的缝隙均施涂封边胶。
17.将位于轴件两端端面的与安装座之间的缝隙均施涂封边胶,能够将轴件组件的两端进行保护。
18.作为上述轴件和安装座的装配方法的一种优选方案,在对所述装配件进行固化处理包括:
19.对所述装配件进行初步固化;
20.对经过初步固化的所述装配件进行固化处理。
21.初步固化的目的是使厌氧胶和封边胶进行一定的固化,便于将安装定位工装进行拆除,以避免在拆除过程中轴件与安装座之间的相对位置发生变化;对经过初步固化的装配件进行固化处理,以使厌氧胶和封边胶能够完全固化。
22.作为上述轴件和安装座的装配方法的一种优选方案,对经过初步固化的所述装配件进行固化处理包括:
23.所述装配件在室温下进行固化;
24.和/或对所述装配件进行加热固化。
25.对经过初步固化的装配件在室温下进行固化,成本较低;对经过初步固化的装配件通过加热固化,所需时间较短,效率较高。
26.作为上述轴件和安装座的装配方法的一种优选方案,所述装配件在固化过程中,所述装配件的轴线沿水平方向放置。
27.在固化过程中,装配件的轴线沿水平方向放置能够避免厌氧胶和封边胶在重力的作用下流出装配件。
28.本发明还提供一种轴承组件,采用上述的轴件和安装座的装配方法进行装配,所述轴件组件包括轴件和安装座,所述轴承为所述轴件,所述轴承座为所述安装座。该轴承组件的整体的粘接强度较好。
29.本发明还提供一种衬套组件,采用上述的轴件和安装座的装配方法进行装配,所述衬套组件包括衬套和衬套座,所述衬套为所述轴件,所述衬套座为所述安装座。该衬套组件的整体的粘接强度较好。
30.本发明的有益效果:
31.本发明提出的轴件和安装座的装配方法,在安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴件安装于安装座内;将位于轴件端面的与安装座之间的缝隙施涂封边胶,以形成装配件;然后将装配件进行固化处理,封边胶的施涂能够避免厌氧胶与空气接触,有利于厌氧胶的固化,从而提高了粘接装配强度,延长了使用寿命。
32.本发明提出的轴承组件,该轴承组件的整体的粘接强度较好。
33.本发明提出的衬套组件,该衬套组件的整体的粘接强度较好。
附图说明
34.图1是本发明提供的轴件和安装座的装配方法的流程图一;
35.图2是本发明提供的轴件和安装座的装配方法的流程图二。
具体实施方式
36.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
39.本实施例提供一种轴件和安装座的装配方法,如图1所示,包括以下步骤:
40.s11、将安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴件安装于安装座内。
41.s12、将位于轴件端面的与安装座之间的缝隙施涂封边胶,以形成装配件。
42.s13、将装配件进行固化处理。
43.该轴件和安装座的装配方法,在安装座的待粘接面和/或轴件的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴件安装于安装座内;将位于轴件端面的与安装座之间的缝隙施涂封边胶,以形成装配件;然后将装配件进行固化处理,封边胶的施涂能够避免厌氧胶与空气接触,有利于厌氧胶的固化,从而提高了粘接装配强度,延长了使用寿命。
44.通过上述的轴件和安装座的装配方法,可以对轴承组件和衬套组件进行装配,本实施例还提供一种轴承组件,轴承组件包括轴承和轴承座,轴承为上述的轴件,轴承座为上述的安装座,通过上述的轴件和安装座的装配方法,以获得轴承组件。
45.具体地,轴承座上设置有安装孔,轴承通过厌氧胶粘接于安装孔内,轴承的端面与轴承座之间的缝隙填充有封边胶。该轴承组件的轴承通过厌氧胶粘接于安装孔内,便于实现轴承与轴承座之间的连接,轴承的端面与轴承座之间的缝隙填充有封边胶,能够避免厌氧胶与空气接触,有利于厌氧胶的固化。
46.其中,轴承座的待粘接面为轴承座的安装孔的内壁,轴承的待粘接面为轴承的周向侧壁。
47.以采用轴件和安装座的装配方法装配轴承组件为例进行具体说明,如图2所示,包
括以下步骤:
48.s21、对轴承座的待粘接面和轴承的待粘接面进行清洁处理。
49.对轴承座的待粘接面和轴承的待粘接面进行清洁处理,以保证轴承座的待粘接面和轴承的待粘接面洁净无污染,保证轴承组件的粘接强度。
50.具体地,使用浸过清洗剂的干净清洁揩布除去轴承的待粘接面以及轴承座的待粘接面表面的油脂。可选地,清洗剂可以为丁酮或丙酮等。需要注意的是,在此过程中不要让溶剂流到轴承内部。
51.清洗后晾预设时间,或观察待粘接表面,待清洗溶剂完全挥发即可进行涂胶操作。
52.s22、对轴承座的待粘接面和/或轴承的待粘接面施涂厌氧胶促进剂。
53.可以对轴承座的待粘接面施涂厌氧胶促进剂,或者对轴承的待粘接面施涂厌氧胶促进剂,还可以在轴承座的待粘接面以及轴承的待粘接面均施涂厌氧胶促进,以提高厌氧胶的固化速度,适用于存在较大粘接间隙的惰性金属或者惰性作业面的应用,也适用于应用温度较低(<15℃)的应用。
54.s23、将轴承座的待粘接面和/或轴承的待粘接面施涂厌氧胶,并将施涂完厌氧胶的轴承安装于轴承座内。
55.可以在轴承的待粘接面或者轴承座的待粘接面施涂厌氧胶,还可以在轴承的待粘接面和轴承座的待粘接面均施涂厌氧胶。本实施例中,在轴承的待粘接面和轴承座的待粘接面均施涂厌氧胶。
56.具体地,将适量厌氧胶充分摇均匀后倒入干净的玻璃杯内,用干净的毛刷再次充分搅拌均匀,沾适量厌氧胶后,涂在在轴承的待粘接面和轴承座的待粘接面上,然后将轴承轻轻的压装入轴承座内。装好后,沿粘接表面的接缝处,应有挤出胶,挤出胶应用干净的清洁揩布擦净。
57.将施涂完厌氧胶的轴承安装于轴承座内的过程中,通过安装定位工装对轴承进行定位,以使轴承安装于轴承座的预设位置。通过安装定位工装对轴承进行定位,避免轴承安装于轴承座内后位置偏离预设位置,增强装配精度。
58.具体地,安装定位工装包括定位轴,定位轴伸入到轴承座的安装孔的中心,轴承在安装时套设在定位轴上,并将轴承沿定位轴的轴向压入到轴承座内,此时轴承安装到轴承座的轴心位置,避免轴承装偏。
59.s24、将位于轴承两端端面的与轴承座之间的缝隙均施涂封边胶。
60.将位于轴承两端端面的与轴承座之间的缝隙均施涂封边胶,能够将轴承组件的两端的厌氧胶与空气隔绝,以提高轴承组件的粘接强度。
61.具体地,用棉签沿轴承与轴承座两端的接缝边缘均匀涂一圈封边胶,多余胶应用干净的清洁揩布擦净。可选地,封边胶为双组份环氧胶粘剂,双组份环氧胶粘剂在室温下即可以进行固化。封边胶并不限于上述的双组份环氧胶粘剂,还可以为其他胶粘剂,只要能够将厌氧胶与空气隔绝即可。
62.s25、将装配件进行固化处理,以得到轴承组件。
63.具体地,在对装配件进行固化处理包括:
64.对装配件进行初步固化;
65.对经过初步固化的装配件进行固化处理。
66.初步固化的目的是使厌氧胶和封边胶进行一定的固化,便于将安装定位工装进行拆除,以避免在拆除过程中轴承与轴承座之间的相对位置发生变化,本实施例中,将装配件在室温环境下静置25min使厌氧胶和封边胶初步固化,使厌氧胶与封边胶达到初步固化的状态,此后允许撤去安装定位工装并允许搬运。
67.对经过初步固化的装配件进行固化处理,以使厌氧胶和封边胶能够完全固化。
68.具体地,对经过初步固化的装配件可以在室温下进行固化,当达到厌氧胶和封边胶室温固化的推荐固化时间后,完成固化。对经过初步固化的装配件在室温下进行固化,成本较低。还可以将经过初步固化的装配件放置到烘箱或其他加热设备中进行加热固化,所需时间较短,效率较高,本实施例中,将装配件放入到烘箱中,在60℃固化4小时后,轴承组件粘接强度可达到要求。还可以将经过初步固化的装配件在室温下继续固化一段时间后,将装配件放入到加热炉内进行加热固化,以缩短固化时间,加热固化的时间以轴承组件达到粘接强度要求即可。
69.装配件在固化过程中,装配件的轴线沿水平方向放置,能够使得装配件在烘干后,沿装配件的轴线方向胶体的分布更为均匀。
70.本实施例还提供一种衬套组件,衬套组件包括衬套和衬套座,衬套为上述的轴件,衬套座为上述的安装座,通过上述的轴件与安装座的装配方法,能够实现衬套组件的装配,装配方法同轴承组件的装配方法,在此不再赘述。
71.于本文的描述中,需要理解的是,术语“上”、“下”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”,仅仅用于在描述上加以区分,并没有特殊的含义。
72.在本说明书的描述中,参考术语“一实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
73.此外,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。