1.本发明涉及隔膜领域,特别是涉及一种聚丙烯隔膜及其制备方法和锂离子电池。
背景技术:
2.受利于新能源的高速发展,锂离子电池作为目前可规模化生产应用的新能源被广泛应用于新能源汽车、储能电站、电动工具、军工等行业,锂离子电池隔膜作为锂离子电池的四大主材之一,经过几十年的发展,已经十分成熟。但随着锂离子电池能量密度提升的需求,隔膜厚度要求越来越薄,从32微米到25微米、20微米,再到目前普遍应用的16微米和12微米,在保证电池安全性能的前提下,隔膜薄型化对电池能量密度的提升是未来的趋势。
3.对于干法隔膜来说,主要为单向拉伸产品,机械强度普遍较弱,是隔膜薄型化过程中普遍需要改善的问题。传统的方法虽然能够提高隔膜的机械强度,但同时会导致隔膜的离子迁移性能和电解质润湿性能下降,从而对电性能的匹配程度出现了明显的下降。
技术实现要素:
4.基于此,有必要提供一种聚丙烯隔膜,该聚丙烯隔膜可以采用干法制备,同时兼具改善的机械强度、离子迁移性能和电解质润湿性能,从而对电性能的匹配程度较高。
5.此外,还提供一种聚丙烯隔膜的制备方法和锂离子电池。
6.一种聚丙烯隔膜,包括依次层叠的第一表层、中间层和第二表层,所述第一表层和所述第二表层的原料包括熔体流动指数为6.0g/10min~12.0g/10min、重均分子量为2.0
×
105~3.5
×
105的聚丙烯,所述中间层的原料包括熔体流动指数为0.3g/10min~1.0g/10min、重均分子量为3.5
×
105~6.0
×
105的聚丙烯。
7.在其中一个实施例中,所述第一表层和所述第二表层的平均孔径为40nm~80nm。
8.在其中一个实施例中,所述聚丙烯隔膜的孔弯曲度为2.0~4.5。
9.在其中一个实施例中,在所述聚丙烯隔膜的原料中,所述中间层的原料的质量百分比为20%~70%。
10.在其中一个实施例中,所述中间层的原料的质量百分比为20%~60%。
11.在其中一个实施例中,所述聚丙烯隔膜的总厚度为5μm~25μm。
12.在其中一个实施例中,所述聚丙烯隔膜的孔隙率为20%~70%。
13.一种聚丙烯隔膜的制备方法,包括如下步骤:
14.将第一表层、中间层和第二表层的原料分别进行熔融塑化,然后依次层叠共挤出,形成三层流体,其中,所述第一表层和所述第二表层的原料包括熔体流动指数为6.0g/10min~12.0g/10min、重均分子量为2.0
×
105~3.5
×
105的聚丙烯,所述中间层的原料包括熔体流动指数为0.3g/10min~1.0g/10min、重均分子量为3.5
×
105~6.0
×
105的聚丙烯;
15.对所述三层流体进行牵引和冷却,得到三层无孔前体膜;
16.对所述三层无孔前体膜进行退火处理;及
17.对退火处理后的所述三层无孔前体膜进行拉伸造孔,得到聚丙烯隔膜。
18.在其中一个实施例中,所述牵引的速度为60m/min~150m/min,所述冷却的温度为40℃~100℃。
19.在其中一个实施例中,所述退火处理的温度为120℃~165℃,所述退火处理的时间为0.1h~24h。
20.在其中一个实施例中,所述拉伸造孔的温度为100℃~150℃,所述拉伸造孔的速度为3m/min~15m/min,所述拉伸造孔的总倍率为1.5倍~3.0倍。
21.一种锂离子电池,包括正极、负极、电解液和隔膜,所述隔膜为上述的聚丙烯隔膜或由上述的聚丙烯隔膜的制备方法制备得到的聚丙烯隔膜。
22.上述聚丙烯隔膜通过对聚丙烯原料的选择和膜层的设计,使得聚丙烯隔膜的第一表层和第二表层具有较大的孔结构,能够改善电解液中离子的迁移能力,中间层的孔径较小,能够改善电解液与隔膜的浸润性,同时提高机械强度。因此,第一表层、中间层和第二表层相互配合,使得聚丙烯隔膜具有改善的机械强度、离子迁移性能和电解质润湿性能,对电性能的匹配程度较高。
附图说明
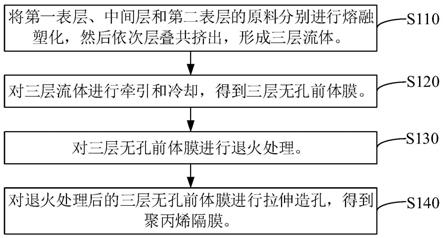
23.图1为一实施方式的聚丙烯隔膜的制备方法的工艺流程图;
24.图2为实施例1制备得到的聚丙烯隔膜的断面sem图。
具体实施方式
25.为了便于理解本发明,下面将结合具体实施方式对本发明进行更全面的描述。具体实施方式中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体地实施例的目的,不是旨在于限制本发明。
27.一实施方式的聚丙烯隔膜,包括依次层叠的第一表层、中间层和第二表层。该聚丙烯隔膜为对称结构的三层隔膜。
28.其中,第一表层和第二表层的聚丙烯原料的熔体流动指数为6.0g/10min~12.0g/10min,重均分子量为2.0
×
105~3.5
×
105。在其中一个实施例中,第一表层和第二表层的聚丙烯原料的熔体流动指数为6g/10min、7g/10min、8g/10min、9g/10min、10g/10min、11g/10min或12g/10min。第一表层和第二表层的聚丙烯原料的重均分子量为2.0
×
105、2.2
×
105、2.5
×
105、2.8
×
105、3.0
×
105、3.2
×
105或3.5
×
105。
29.中间层的聚丙烯原料的熔体流动指数为0.3g/10min~1.0g/10min,重均分子量为3.5
×
105~6.0
×
105。在其中一个实施例中,中间层的聚丙烯的熔体流动指数为0.3g/10min、0.4g/10min、0.5g/10min、0.6g/10min、0.7g/10min、0.8g/10min、0.9g/10min或1.0g/10min。中间层的聚丙烯的重均分子量为3.5
×
105、3.8
×
105、4.0
×
105、4.2
×
105、4.5
×
105、5.0
×
105、5.2
×
105、5.5
×
105、5.8
×
105或6.0
×
105。
30.在本实施方式中,第一表层和第二表层所使用的聚丙烯原料的熔体流动指数较
高,降低了加工难度,使得生产效率提高。且通过对第一表层、中间层和第二表层的原料选择,避免了外层大孔结构造成的机械强度差的缺陷,使得聚丙烯隔膜兼具改善的机械强度、离子迁移性能和电解质润湿性能,提高隔膜对电性能的匹配程度。
31.优选地,第一表层和第二表层的组成相同。第一表层和第二表层的聚丙烯的组成相同,因此性能类似,且在相同的工艺条件下,获得的膜层结构类似,从而使得上述聚丙烯隔膜在使用时无需做内外层区分,使用更方便,且能够避免内外层错放导致的安全风险。
32.第一表层和第二表层的平均孔径相同,且大于中间层的平均孔径。具体地,第一表层和第二表层的平均孔径范围为40nm~80nm。中间层的平均孔径为20nm~35nm。第一表层和第二表层的平均孔径在上述范围内,具有较大的孔结构,能够改善离子的迁移能力和电解液浸润性。而中间层的孔径较小,能够改善隔膜的机械强度,同时改善电池的自放电性。
33.具体地,聚丙烯隔膜的孔弯曲度为2.0~4.5。优选地,聚丙烯隔膜的孔弯曲度为2.5~4.0。发明人经过大量实验发现,孔弯曲度过大会降低离子的迁移能力,而孔弯曲度过小会影响电解液的润湿性,尤其影响保液性。而上述孔弯曲度能够使得聚丙烯隔膜兼具良好的电解液浸润性和离子迁移能力。
34.具体地,在聚丙烯隔膜的原料中,中间层的聚丙烯原料的质量百分比为20%~70%。进一步地,中间层的聚丙烯原料的质量百分比为20%~60%。更进一步地,中间层的聚丙烯原料的质量百分比20%~50%。在其中一个实施例中,中间层的原料的质量百分比为20%、25%、30%、35%、40%、45%、50%、55%、60%、65%或70%。通过控制中间层的聚丙烯原料的占比,能够使得聚丙烯隔膜的机械强度和面电阻均达到较好的性能。
35.进一步地,第一表层和第二表层的原料的质量百分比相同。
36.另外,需要说明的是,在本实施方式中,聚丙烯隔膜的层数不限于为三层,还可以为六层、九层等。当聚丙烯隔膜为六层时,以依次层叠的第一表层、中间层和第二表层为一个膜层单元,将两个膜层单元进行层叠,即得到六层的聚丙烯隔膜。当聚丙烯隔膜为九层时,以依次层叠的第一表层、中间层和第二表层为一个膜层单元,将三个膜层单元进行层叠,即得到九层的聚丙烯隔膜。
37.具体地,上述聚丙烯隔膜的总厚度为5μm~25μm。在其中一个实施例中,聚丙烯隔膜的总厚度为5μm、8μm、10μm、12μm、15μm、16μm、20μm或25μm。
38.实验证明,上述聚丙烯隔膜具有如下性能:格利值为30sec/100ml~800sec/100ml,孔隙率为20%~70%,纵向拉伸强度大于1700kgf/cm2,105℃热收缩≤3%,单位厚度的穿刺强度≥20g/μm。进一步地,聚丙烯隔膜的孔隙率为30%~60%。
39.传统的一种技术中公开了一种改进的低电阻抗微孔电池隔膜,包括:挤出熔体流动指数小于1.0g/10分钟的聚丙烯,以形成单层无孔前体膜,纵向拉伸无孔聚丙烯前体膜,以形成穿刺强度>350gf且td伸长率>600%的半多孔中间体膜,横向拉伸半多孔中间体膜,使用15%至400%的拉伸比,优选使用25%至100%的拉伸比进行拉伸,以形成微孔隔膜。上述方法中采用熔体流动指数小于1.0g/10分钟的聚丙烯时,通过分步多次拉伸的工艺方法一定程度上明显影响了产品的生产效率。
40.另有一种技术中公开了一种三层共挤干法pp-pe-pp隔膜,具体为a-b-c非对称结构,a膜层的原料为熔融指数为2.0~6.0g/10min,重均分子量为2
×
105~3.5
×
105的聚丙烯,b膜层的原料为熔融指数为0.2~1.0g/10min,重均分子量为1
×
105~2.5
×
105的高密度
聚乙烯,c膜层的原料为熔融指数为0.3~1.0g/10min,重均分子量大小为4
×
105~6
×
105的聚丙烯,产品使用时,a膜层作为内层,c膜层作为外层且面向负极,a膜层作为内层,孔径大、离子迁移能力强,c膜层作为外层孔径小、接触角小对电解液浸润性好。虽然,上述非对称结构在一定程度上改善了大孔的机械性能缺陷,但是产品使用时需要对产品做内层和外层聚丙烯的区分,错放容易导致安全事故。且上述隔膜所采用的原料的熔体流动指数仍较低,增加了加工难度。
41.因此,传统的聚丙烯隔膜在较薄厚度的情况下,无法平衡隔膜的机械强度、离子迁移性能和电解质润湿性能,使得隔膜的应用受限。
42.另外,相较聚丙烯/聚乙烯/聚丙烯复合隔膜,本实施方式的聚丙烯复合隔膜中并无复合聚乙烯层是由于聚丙烯和聚乙烯性能不同,在复合成型时的兼容性较差,不能兼顾同步流延和同步拉伸成孔,从而存在依赖加入其他添加剂而获得均匀复合、高孔隙隔膜的技术缺陷,技术难度大,加工成本高。且在相同熔体流动指数的情况下,聚乙烯隔膜的孔径较聚丙烯隔膜的孔径更大,容易造成电池自放电现象。因此,在本实施方式中,以不同熔体流动指数和分子量的聚丙烯为原料,不存在产品复合时兼容性差的问题,所得到的聚丙烯隔膜的兼容性更好,工艺难度低,且中间层的孔径更小。
43.本实施方式的上述聚丙烯隔膜至少具有以下优点:
44.(1)上述聚丙烯隔膜通过聚丙烯材料选择和聚丙烯隔膜的结构设计,以不同熔融指数的聚丙烯原料的搭配使用,形成兼具改善的隔膜机械强度、离子迁移性能和电解质润湿性能的干法多层共挤聚丙烯隔膜。
45.(2)聚丙烯隔膜的第一表层和第二表层为结构对称的大孔结构,聚丙烯隔膜使用时无需做内外层区分,简单方便,避免产品安全风险。
46.(3)上述聚丙烯隔膜以不同熔融指数的聚丙烯原料的搭配使用,使得低熔体流动指数的原料用量较少,高熔体流动指数聚丙烯材料的使用进一步降低了产品加工难度,搭配使用同时保证了复合产品的孔结构,使产品使用满足性能要求。
47.请参阅图1,一实施方式的聚丙烯隔膜的制备方法,包括如下步骤:
48.步骤s110:将第一表层、中间层和第二表层的原料分别进行熔融塑化,然后依次层叠共挤出,形成三层流体。
49.其中,三层流体的结构为第一表层-中间层-第二表层。
50.具体地,第一表层和第二表层的原料包括熔体流动指数为6.0g/10min~12.0g/10min、重均分子量为2.0
×
105~3.5
×
105的聚丙烯,中间层的原料包括熔体流动指数为0.3g/10min~1.0g/10min、重均分子量为3.5
×
105~6.0
×
105的聚丙烯。
51.步骤s110中,表层和中间层的原料在不同的挤出机中熔融塑化。表层的原料通过分流道均匀的分布到两个不同的流道内。可通过分配器在模头腔体内与中间层的原料汇合,形成第一表层-中间层-第二表层的结构。或通过分腔模头在模头挤出前表层分开的两层流体与中间层的原料流体汇合,形成第一表层-中间层-第二表层的结构。
52.具体地,第一表层和第二表层的原料的加工温度为170℃~250℃。中间层的原料的加工温度为170℃~250℃。
53.步骤s120:对三层流体进行牵引和冷却,得到三层无孔前体膜。
54.其中,牵引的速度为60m/min~150m/min,冷却的温度为40℃~100℃。具体地,通
过冷却辊将三层流体进行牵引和冷却。
55.具体地,步骤s120中可以采用挤出吹塑的方法或流延的方法对三层流体进行牵引和冷却。挤出吹塑和流延的方法可以为本领域常用的方法,在此不再赘述。
56.步骤s130:对三层无孔前体膜进行退火处理。
57.其中,退火处理的温度为120℃~165℃,退火处理的时间为0.1h~24h。
58.步骤s140:对退火处理后的三层无孔前体膜进行拉伸造孔,得到聚丙烯隔膜。
59.具体地,步骤s140中,拉伸造孔的温度为100℃~150℃。拉伸造孔的速度为3m/min~15m/min。拉伸造孔的总倍率为1.5倍~3.0倍。
60.上述聚丙烯隔膜的制备方法通过挤出、冷却成型、退火和拉伸造孔处理,得到聚丙烯隔膜。该聚丙烯隔膜兼具改善的隔膜机械强度、离子迁移性能和电解质润湿性能。
61.具体地,第一表层和第二表层的平均孔径相同,且大于中间层的平均孔径。具体地,第一表层和第二表层的平均孔径范围为40nm~80nm。中间层的平均孔径为20nm~35nm。第一表层和第二表层的平均孔径在上述范围内,具有较大的孔结构,能够改善电解液中离子的迁移能力。而中间层的孔径较小,能够改善电解液与隔膜的浸润性,同时提高隔膜的机械强度。
62.具体地,聚丙烯隔膜的孔弯曲度为2.0~4.5。优选地,聚丙烯隔膜的孔弯曲度为2.5~4.0。发明人经过大量实验发现,孔弯曲度过大会降低离子的迁移能力,而孔弯曲度过小会影响电解液的润湿性。上述孔弯曲度能够使得聚丙烯隔膜兼具良好的电解液浸润性和离子迁移能力。
63.具体地,在聚丙烯隔膜的原料中,中间层的聚丙烯原料的质量百分比为20%~70%。进一步地,中间层的聚丙烯原料的质量百分比为20%~60%。更进一步地,中间层的聚丙烯原料的质量百分比20%~50%。在其中一个实施例中,中间层的原料的质量百分比为20%、25%、30%、35%、40%、45%、50%、55%、60%、65%或70%。通过控制中间层的聚丙烯原料的占比,能够使得聚丙烯隔膜的机械强度和面电阻均达到较好的性能。
64.进一步地,第一表层和第二表层的原料的质量百分比相同。
65.另外,需要说明的是,在本实施方式中,聚丙烯隔膜的层数不限于为三层,还可以为六层、九层等。当聚丙烯隔膜为六层时,以依次层叠的第一表层、中间层和第二表层为一个膜层单元,将两个膜层单元进行层叠,即得到六层的聚丙烯隔膜。当聚丙烯隔膜为九层时,以依次层叠的第一表层、中间层和第二表层为一个膜层单元,将三个膜层单元依次进行层叠,即得到九层的聚丙烯隔膜。其中,将膜层单元进行层叠的步骤可以为本领域常用的步骤。
66.具体地,上述聚丙烯隔膜的总厚度为5μm~25μm。在其中一个实施例中,聚丙烯隔膜的总厚度为5μm、8μm、10μm、12μm、15μm、16μm、20μm或25μm。
67.实验证明,上述聚丙烯隔膜具有如下性能:格利值为30sec/100ml~800sec/100ml,孔隙率为20%~70%,纵向拉伸强度大于1700kgf/cm2,105℃热收缩≤3%,单位厚度的穿刺强度≥20g/μm。进一步地,聚丙烯隔膜的孔隙率为30%~60%。
68.通过以上方法制备的聚丙烯微孔隔膜具有第一表层-中间层-第二表层的结构,使得在兼具生产效率的同时,制备出表面孔结构大的表层结构和提升机械强度的中间层结构,并且在改善隔膜机械强度的同时通过表面大孔改善电解液中离子迁移能力,中间的小
孔结构改善电解液与隔膜的浸润性,因而使得聚丙烯隔膜兼具改善的隔膜机械强度、离子迁移性能和电解质润湿性能。
69.以下为具体实施例部分。以下实施例仅对本发明进行进一步说明,不应理解为对本发明的限制。
70.实施例1
71.本实施例的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数8.0g/10min,重均分子量为3.0
×
105的聚丙烯,中间层的原料为熔体流动指数0.5g/10min,重均分子量为5.0
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
72.本实施例的聚丙烯隔膜的制备过程具体如下:
73.(1)挤出:将第一表层和中间层的原料分别在不同的挤出机内熔融塑化,通过分流道和模头的三腔结构在模头内两种流体汇合形成第一表层-中间层-第二表层的流通结构。其中第一表层的原料的挤出机加工温度为200℃,而中间层的原料的挤出机加工温度为210℃。
74.(2)无孔前体膜成型:通过冷却辊把从模头中流出的第一表层-中间层-第二表层的三层流体进行牵引和冷却,其中冷却辊的温度为80℃,牵引速度为100m/min,得到三层无孔前体膜。
75.(3)退火:对三层无孔前体膜进行退火处理,退火温度为135℃,时间为12h。
76.(4)拉伸造孔:将完成退火的三层无孔前体膜直接进行高温拉伸造孔,得到聚丙烯隔膜。其中高温拉伸温度为140℃,拉伸速度为6m/min,拉伸总倍率为2.2倍。
77.实施例2
78.本实施例的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数6.0g/10min,重均分子量为3.3
×
105的聚丙烯,中间层的原料为熔体流动指数0.8g/10min,重均分子量为4.5
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
79.本实施例的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
80.实施例3
81.本实施例的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数12.0g/10min,重均分子量为2.0
×
105的聚丙烯。中间层的原料为熔体流动指数0.3g/10min,重均分子量为5.5
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
82.本实施例的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
83.实施例4
84.本实施例的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数6.0g/10min,重均分子量为3.3
×
105的聚丙烯。中间层的原料为熔体流动指数0.8g/10min,重均分子量为4.5
×
105的聚丙烯。中间层的原料的质量百分比为20%,第一表层和第二表层的原料的质量百分比分别为40%和40%。
85.本实施例的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
86.实施例5
87.本实施例的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数6.0g/10min,重均分子量为3.3
×
105的聚丙烯。中间层的原料为熔体流动指数0.8g/10min,重均分子量为4.5
×
105的聚丙烯。中间层的原料的质量百分比为35%,第一表层和第二表层的原料的质量百分比分别为32.5%和32.5%。
88.本实施例的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
89.对比例1
90.对比例1的聚丙烯隔膜的原料具体如下:第一表层、第二表层和中间层的原料均采用熔体流动指数为2.0g/10min,重均分子量为3.5
×
105的聚丙烯。
91.对比例1的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
92.对比例2
93.对比例2的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数为4.0g/10min、重均分子量为3.0
×
105的聚丙烯。中间层的原料为熔体流动指数为0.5g/10min,重均分子量为5.0
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
94.对比例2的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
95.对比例3
96.对比例3的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数为14.0g/10min、重均分子量为3.0
×
105的聚丙烯。中间层的原料为熔体流动指数为0.5g/10min,重均分子量为5.0
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
97.对比例3的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
98.对比例4
99.对比例4的聚丙烯隔膜的原料具体如下:第一表层和第二表层的原料为熔体流动指数为8.0g/10min、重均分子量为3.0
×
105的聚丙烯。中间层的原料为熔体流动指数为1.5g/10min,重均分子量为5.0
×
105的聚丙烯。中间层的原料的质量百分比为50%,第一表层和第二表层的原料的质量百分比分别为25%和25%。
100.对比例4的聚丙烯隔膜的制备过程与实施例1的聚丙烯隔膜的制备过程相同,在此不再赘述。
101.以上实施例和对比例的聚丙烯隔膜的各层原料的性能具体如下表1所示:
102.表1实施例和对比例的各层原料的性能
[0103][0104][0105]
以下为测试部分:
[0106]
1、采用电子扫描显微镜(sem)对实施例5制备得到的聚丙烯隔膜的断面进行测试,得到如图2所示的断面sem图。
[0107]
2、对实施例1~实施例5和对比例1~对比例4所制备得到的聚丙烯隔膜进行如下性能测试:
[0108]
(1)厚度:参照gb/t 6672-2001的规定进行,其中测厚仪的分辨率应不大于0.1μm,沿宽度方向等距离测试不少于3点,取平均值。
[0109]
(2)孔隙率:按照gb/t 6673-2001和gb/t 6672-2001的规定,测量隔膜的长度、宽度和厚度,用分辨率为0.0001g的分析天平称取试样的质量,按以下公式计算孔隙率
[0110]
p=(1-m/(l
×
b
×
d
×
ρ))
×
100%
[0111]
式中:p为隔膜的孔隙率,单位为%;m为隔膜的质量,单位为g;l为隔膜的长度,单位为cm;b为隔膜的宽度,单位为cm;d为隔膜的厚度,单位为um;ρ为原料的密度,单位为g/cm2。
[0112]
(3)拉伸强度:按gb/t 1040.3-2006的规定进行,采用宽为(15
±
0.1)mm的2型试样,夹具间的初始距离(100
±
5)mm,试验速度为(250
±
10)mm/min。
[0113]
(4)穿刺强度:参照gb/t 6672-2001的规定进行,负载传感器分辨率为0.1n,穿刺针的直径为1.0mm,样品固定夹具内直径为10mm,将隔膜平展与夹具中并夹紧,以(100
±
10)mm/min的速率进行穿刺,测量不少于3个点,取数值的平均值。
[0114]
(5)平均孔径:使用pmi仪器测量获得平均孔径数据,孔径以nm表示。
[0115]
(6)吸液保液:裁取一块150mm
×
150mm大小隔膜样品,做好标记并称重m1后将样品展开(以充分吸收电解液)浸泡入电解液中浸泡1h。然后将样品取出,用无尘布将隔膜表面电解液擦拭干净,直到肉眼看不到颗粒状电解液为止,称量擦干后的样品重量m2,按如下公式计算吸液率:吸液率=(m
2-m1)/m1×
100%;
[0116]
将称量后的隔膜平铺展开,静止1h,称量样品重量m3,按如下公式计算保液率:保液率=(m
3-m1)/m1×
100%。
[0117]
(7)离子电导率:采用制样模具将样品隔膜冲压出50mm
×
50mm的试样,取4张,置于电解液中,密封浸泡1h,然后依次放入1~4层数量隔膜,测试电阻值,以隔膜层数为横坐标,隔膜电阻为纵坐标作曲线,求出曲线的斜率即为离子电导率,可表征锂离子在隔膜中迁移能力。
[0118]
(8)孔弯曲度:孔弯曲度可通过下式求出:τ={(rm
×
ε)/(ρ
×
t)}
1/2
,其中τ为迂曲度,rm为膜电阻(ω
·
cm2),ε为孔隙率(%),ρ为电解液的电阻率(ω
·
cm),t为膜厚(μm)。在本文中,于20℃下使用1m的libf4、碳酸1,2-亚丙酯/碳酸亚乙酯(质量比为1/1)作为电解液来测定膜电阻,该情况下的ρ为2.663
×
10-2
ω
·
cm。
[0119]
(9)面电阻:同(7)离子电导率测试方法测出一层隔膜的电阻值,并通过下式求出:rm=r/s,其中rm为膜电阻(ω
·
cm2),r为隔膜电阻值(ω),s为测试隔膜面积(m2);表层面电阻即为复合隔膜表面层的面电阻值。
[0120]
上述实施例1~实施例5和对比例1~对比例4中制备得到的聚丙烯隔膜的测试结果如下表2所示。
[0121]
表2实施例和对比例的聚丙烯隔膜的性能比较
[0122]
[0123][0124]
从上述表2中可以看出,实施例1~实施例5制备得到的聚丙烯隔膜的md拉伸强度均大于1700kgf/cm2,甚至高达2100kgf/cm2,具有较高的机械强度。且离子电导率较高,具有较好的离子迁移能力。孔径合适,吸液率较高,电解质润湿性能较好。由此可以看出,实施例制备得到的聚丙烯隔膜兼具改善的机械强度、离子迁移性能和电解质润湿性能,对电性能的匹配程度较高。
[0125]
对比例1使用了融指为2.0的聚丙烯,所得复合隔膜比实施例1使用不同融指的复合隔膜的孔径小得多且孔弯曲度大,使得吸保液性较差、离子电导率低、面电阻值大。
[0126]
对比例2表层使用了融指为4.0的聚丙烯,所得的复合隔膜的孔径较实施例1小,吸保液性差,孔弯曲度大使其离子电导率低且面电阻大。
[0127]
对比例3和对比例4分别在表层和中间层使用较高融指的聚丙烯,使其孔结构过大,虽有较好的吸保液性,但复合隔膜的机械强度显著下降。
[0128]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0129]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。