1.本实用新型涉及文件夹生产设备,特别涉及一种文件夹内部铁夹的送料装置。
背景技术:
2.文件夹是一种专门用于装页的文具,主要目的是为了更好地对纸质文件进行储存、保护和规范管理。大部分文件夹内部设置有铁夹,铁夹能够将纸质文件夹紧,能够辅助文件夹进行更好的储存。
3.目前,现有文件夹在进行制造时,铁夹通常需要人工进行摆放、对准和安装,手工组装不仅效率低,需要大量的人力,增加了生产成本,而且组装精度不高,容易损坏零件,影响产品质量。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种文件夹内部铁夹的送料装置,这种文件夹内部铁夹的送料装置能持续不断地进行铁夹的输送,并且保证铁夹输送位置准确,有效提高组装精度和产品质量。
5.为了解决上述技术问题,采用的技术方案如下:
6.一种文件夹内部铁夹的送料装置,其特征在于:包括机架、铁夹下料输送装置、铁夹翻转装置和铁夹定位输送装置,铁夹下料输送装置、铁夹翻转装置和铁夹定位输送装置分别安装在机架上,铁夹下料输送装置的出料端与铁夹翻转装置的入料端相对应,铁夹翻转装置的出料端与铁夹定位输送装置的入料端相对应。
7.通常,铁夹的一侧面为与文件夹内表面相紧贴的平面,另一侧面上则设有用于夹紧文件的夹子,铁夹上的左右两侧分别设有用于装订的装订孔。铁夹定位输送装置的出料端一般与文件夹铁夹装订工位相对应。上述送料装置进行铁夹送料时,铁夹先由铁夹下料输送装置进行输送,此时,铁夹上具有夹子的一侧面朝向上方;当铁夹移动到铁夹翻转装置上时,由铁夹翻转装置带动铁夹进行翻转,使铁夹从具有夹子的一侧面朝向上方改变为具有平面的一侧面朝向上方,同时,铁夹翻转装置将铁夹从铁夹下料输送装置转移到铁夹定位输送装置上;随后,铁夹定位输送装置对每一个铁夹均进行定位,并逐渐进行输送,使铁夹能够逐个输送到装订工位,并使铁夹输送到装订工位时,其输送位置准确。
8.优选方案中,所述铁夹定位输送装置包括铁夹输送通道、整体平移架、第一平移驱动装置、倾斜块平移架、第二平移驱动装置、多个倾斜块组和多个铁夹顶杆组,铁夹输送通道和第一平移驱动装置固定安装在所述机架上,整体平移架可前后移动地设置在机架上,第二平移驱动装置固定安装在整体平移架上,倾斜块平移架可前后移动地设置在整体平移架上;铁夹输送通道由两个左右并排的第一导轨构成,两个第一导轨之间具有间隔,铁夹输送通道上沿输送方向设有多个铁夹限位机构;各个倾斜块组分别沿输送方向安装在倾斜块平移架上,各个倾斜块组均包括左右位置相对称的两个倾斜块,同一倾斜块组的两个倾斜块分别处于两个第一导轨下方,各个倾斜块均具有自前至后逐渐倾斜的上端面;各个铁夹
顶杆组分别沿输送方向设置在整体平移架上,各个铁夹顶杆组均包括左右位置相对称的两个铁夹顶杆组件,铁夹顶杆组件与倾斜块的数量相同并且位置一一对应;铁夹顶杆组件包括铁夹顶杆导向块、铁夹顶杆、铁夹顶杆弹簧和铁夹顶杆滚轮,铁夹顶杆导向块固定安装在整体平移架上,铁夹顶杆导向块上设有上下走向的第一导向孔,铁夹顶杆通过第一导向孔安装在铁夹顶杆导向块上并且能够相对于铁夹顶杆导向块上下移动,铁夹顶杆弹簧套设在铁夹顶杆上,并且铁夹顶杆弹簧的上端与铁夹顶杆导向块的下表面相接触,铁夹顶杆弹簧的下端与铁夹顶杆的下端相接触,铁夹顶杆滚轮设置在铁夹顶杆的下端,并且铁夹顶杆滚轮与对应倾斜块的上端面相配合。由铁夹翻转装置翻转后的铁夹被放置到铁夹输送通道上,此时铁夹的两端架设在两个第一导轨上,并由铁夹限位机构进行限位固定;随后第二平移驱动装置驱动倾斜块平移架向后平移,由于各个铁夹顶杆滚轮与倾斜块的上端面相配合,各个倾斜块在随倾斜块平移架向后平移的过程中,能够将对应的铁夹顶杆顶起,此时各个铁夹顶杆组中的两个铁夹顶杆的上端能够插入到铁夹上的装订孔中;随后第一平移驱动装置驱动整体平移架向后平移,从而带动所有被铁夹顶杆顶住的铁夹脱离铁夹限位机构,并沿铁夹输送通道向后输送,此时处于最后端的铁夹由铁夹定位输送装置输送出,其他铁夹均移动到后一个铁夹限位机构处并被重新限位固定;随后第二平移驱动装置驱动倾斜块平移架重新向前平移,从而使各个铁夹顶杆不再与各个铁夹相接触,最后第一平移驱动装置驱动整体平移架重新向前平移,使整体平移架回到原位,等待下一次进行移动,依次循环。铁夹输送通道由两个具有间隔的第一导轨构成,既能在输送过程中,使铁夹的两端能够架设在第一导轨上,又能够保证铁夹顶杆被顶起时从间隔露出,不会对铁夹顶杆的移动造成影响。
9.进一步的优选方案中,所述铁夹定位输送装置还包括铁夹推出机构,铁夹推出机构处于所述铁夹输送通道的后端,铁夹推出机构包括铁夹定位杆组件和第一升降驱动装置,第一升降驱动装置安装在所述倾斜块平移架上,铁夹定位杆组件包括升降架和两个铁夹定位杆,升降架与第一升降驱动装置的动力输出端传动连接,两个铁夹定位杆分别安装在升降架上,并且两个铁夹定位杆分别处于两个所述第一导轨的上方。当铁夹被输送铁夹输送通道的后端时,第一升降驱动装置驱动升降架下降,从而使两个铁夹定位杆分别插入到该铁夹上的装订孔中,在第二平移驱动装置驱动倾斜块平移架向后平移时,铁夹定位杆将推动该铁夹从铁夹输送通道的最后端滑动到下一工位上。
10.进一步的优选方案中,各个所述铁夹限位机构均包括左右位置对称的两个铁夹夹持件,铁夹夹持件包括固定块、夹持块和夹持块弹簧,固定块固定安装在所述第一导轨上,夹持块的前端与固定块的前端铰接,夹持块弹簧的一端与夹持块的后端连接,夹持块弹簧的另一端与固定块的后端连接,并且夹持块和夹持块弹簧均朝向铁夹输送通道的内侧。通过这种设置,夹持块能够沿前后方向形成自外向内倾斜的结构,从而与铁夹的移动方向相匹配,在保证能将铁夹夹持住的同时,更便于铁夹移动逐渐向后移动,有效减轻夹持块的磨损。
11.上述铁夹顶杆弹簧和夹持块弹簧均采用压缩弹簧;第一平移驱动装置、第二平移驱动装置和第一升降驱动装置均可以采用气缸。
12.进一步的优选方案中,所述整体平移架上设有至少一个第二导向孔,所述机架上设有至少一个与第二导向孔相对应的导向杆,整体平移架通过第二导向孔与机架上的导向
杆滑动配合。第一平移驱动装置驱动整体平移架移动时,整体平移架能够通过第二导向孔沿导向杆进行前后移动。
13.进一步的优选方案中,所述倾斜块平移架上设有至少一个前后走向的第二导轨,所述整体平移架上设有至少一个与第二导轨相对应的导向槽,倾斜块平移架通过第二导轨与整体平移架上的导向槽滑动配合。第二平移驱动装置驱动倾斜块平移架移动时,倾斜块平移架能够通过第二导轨沿导向槽进行前后移动。
14.优选方案中,所述铁夹翻转装置包括铁夹旋转架、转轴和转轴驱动电机,转轴驱动电机安装在所述机架上,转轴与转轴驱动电机的动力输出轴传动连接;铁夹旋转架上沿周向设有多个铁夹卡块;铁夹旋转架安装在转轴上,并且铁夹旋转架的位置与铁夹下料输送装置的出料端和铁夹定位输送装置的入料端相对应。铁夹从铁夹下料输送装置向铁夹翻转装置输送时,铁夹将落入到铁夹旋转架中的铁夹卡块上,随后转轴驱动电机通过转轴驱动铁夹旋转架进行转动,将铁夹输送到铁夹定位输送装置上。
15.优选方案中,所述铁夹下料输送装置包括平移下料输送机构和倾斜下料输送机构,平移下料输送机构包括输送带、主动轮、从动轮和主动轮驱动电机,主动轮驱动电机安装在所述机架上,主动轮与主动轮驱动电机的动力输出轴传动连接,从动轮可转动安装在机架上,输送带张紧在主动轮和从动轮之间;倾斜下料输送机构包括倾斜下料导轨、阻挡杆和第二升降驱动装置,倾斜下料导轨倾斜设置在所述机架上,倾斜下料导轨的入料端与输送带的出料端相对应,倾斜下料导轨的出料端与所述铁夹翻转装置的入料端相对应;第二升降驱动装置安装在机架上,阻挡杆与第二升降驱动装置的动力输出端传动连接,并且阻挡杆处于倾斜下料导轨的出料端上方。铁夹先在输送带的带动下,沿前后方向进行平移输送,当铁夹移动到倾斜下料导轨时,铁夹在重力的作用下逐渐下滑,当铁夹移动到倾斜下料导轨的出料端时,铁夹被阻挡杆阻挡,当铁夹翻转装置翻转后,第二升降驱动装置驱动阻挡杆上升,使处于倾斜下料导轨最后端的铁夹通过并落入到铁夹翻转装置中,随后第二升降驱动装置重新驱动阻挡杆下降,继续对铁夹进行阻挡,依次循环。
16.上述第二升降驱动装置可以采用气缸。
17.上述前后方向和左右方向是根据铁夹的输送方向而定,铁夹先到达的位置为前,后到达的位置为后;内外方向是沿铁夹输送通道输送方向的中心线而定,靠近中心线的位置为内,远离中心线的位置为外。
18.本实用新型的有益效果在于:这种文件夹内部铁夹的送料装置能持续不断地进行铁夹的输送,并且保证铁夹输送位置准确,有效提高组装精度和产品质量。
附图说明
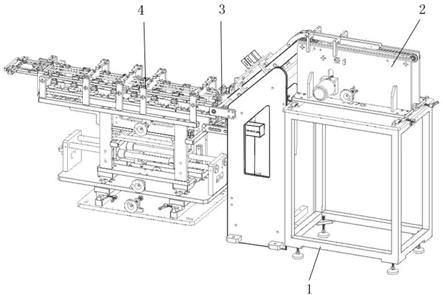
19.图1为本实用新型实施例中送料装置的结构示意图;
20.图2为本实用新型实施例中铁夹下料输送装置和铁夹翻转装置的结构示意图;
21.图3为本实用新型实施例中倾斜下料输送机构和铁夹翻转装置的结构示意图;
22.图4为本实用新型实施例中铁夹定位输送装置的结构示意图;
23.图5为本实用新型实施例中铁夹定位输送装置的前端的放大图。
具体实施方式
24.下面结合附图和具体实施例对本实用新型作进一步描述:
25.如图1
‑
5所示的一种文件夹内部铁夹的送料装置,包括机架1、铁夹下料输送装置2、铁夹翻转装置3和铁夹定位输送装置4,铁夹下料输送装置2、铁夹翻转装置3和铁夹定位输送装置4分别安装在机架1上,铁夹下料输送装置2的出料端与铁夹翻转装置3的入料端相对应,铁夹翻转装置3的出料端与铁夹定位输送装置4的入料端相对应。
26.铁夹的一侧面为与文件夹内表面相紧贴的平面,另一侧面上则设有用于夹紧文件的夹子,铁夹上的左右两侧分别设有用于装订的装订孔。铁夹定位输送装置4的出料端一般与文件夹铁夹装订工位相对应。上述送料装置进行铁夹送料时,铁夹先由铁夹下料输送装置2进行输送,此时,铁夹上具有夹子的一侧面朝向上方;当铁夹移动到铁夹翻转装置3上时,由铁夹翻转装置3带动铁夹进行翻转,使铁夹从具有夹子的一侧面朝向上方改变为具有平面的一侧面朝向上方,同时,铁夹翻转装置3将铁夹从铁夹下料输送装置2转移到铁夹定位输送装置4上;随后,铁夹定位输送装置4对每一个铁夹均进行定位,并逐渐进行输送,使铁夹能够逐个输送到装订工位,并使铁夹输送到装订工位时,其输送位置准确。
27.铁夹下料输送装置2包括平移下料输送机构201和倾斜下料输送机构202,平移下料输送机构201包括输送带2011、主动轮(图中看不见)、从动轮2012和主动轮驱动电机(图中看不见),主动轮驱动电机安装在机架1上,主动轮与主动轮驱动电机的动力输出轴传动连接,从动轮2012可转动安装在机架1上,输送带2011张紧在主动轮和从动轮2012之间;倾斜下料输送机构202包括倾斜下料导轨2021、阻挡杆2022和第二升降驱动装置2023,倾斜下料导轨2021倾斜设置在机架1上,倾斜下料导轨2021的入料端与输送带2011的出料端相对应,倾斜下料导轨2021的出料端与铁夹翻转装置3的入料端相对应;第二升降驱动装置2023安装在机架1上,阻挡杆2022与第二升降驱动装置2023的动力输出端传动连接,并且阻挡杆2022处于倾斜下料导轨2021的出料端上方。铁夹先在输送带2011的带动下,沿前后方向进行平移输送,当铁夹移动到倾斜下料导轨2021时,铁夹在重力的作用下逐渐下滑,当铁夹移动到倾斜下料导轨2021的出料端时,铁夹被阻挡杆2022阻挡,当铁夹翻转装置3翻转后,第二升降驱动装置2023驱动阻挡杆2022上升,使处于倾斜下料导轨2021最后端的铁夹通过并落入到铁夹翻转装置3中,随后第二升降驱动装置2023重新驱动阻挡杆2022下降,继续对铁夹进行阻挡,依次循环。
28.铁夹翻转装置3包括铁夹旋转架301、转轴302和转轴驱动电机303,转轴驱动电机303安装在机架1上,转轴302与转轴驱动电机303的动力输出轴传动连接;铁夹旋转架301上沿周向设有多个铁夹卡块3011;铁夹旋转架301安装在转轴302上,并且铁夹旋转架301的位置与铁夹下料输送装置2的出料端和铁夹定位输送装置4的入料端相对应。铁夹从铁夹下料输送装置2向铁夹翻转装置3输送时,铁夹将落入到铁夹旋转架301中的铁夹卡块3011上,随后转轴驱动电机303通过转轴302驱动铁夹旋转架301进行转动,将铁夹输送到铁夹定位输送装置4上。
29.铁夹定位输送装置4包括铁夹输送通道401、整体平移架402、第一平移驱动装置403、倾斜块平移架404、第二平移驱动装置405、多个倾斜块组和多个铁夹顶杆组,铁夹输送通道401和第一平移驱动装置403固定安装在机架1上,整体平移架402可前后移动地设置在机架1上,第二平移驱动装置405固定安装在整体平移架402上,倾斜块平移架404可前后移
动地设置在整体平移架402上;铁夹输送通道401由两个左右并排的第一导轨4011构成,两个第一导轨4011之间具有间隔,铁夹输送通道401上沿输送方向设有多个铁夹限位机构4012;各个倾斜块组分别沿输送方向安装在倾斜块平移架404上,各个倾斜块组均包括左右位置相对称的两个倾斜块406,同一倾斜块组的两个倾斜块406分别处于两个第一导轨4011下方,各个倾斜块406均具有自前至后逐渐倾斜的上端面;各个铁夹顶杆组分别沿输送方向设置在整体平移架402上,各个铁夹顶杆组均包括左右位置相对称的两个铁夹顶杆组件407,铁夹顶杆组件407与倾斜块406的数量相同并且位置一一对应;铁夹顶杆组件407包括铁夹顶杆导向块4071、铁夹顶杆4072、铁夹顶杆弹簧4073和铁夹顶杆滚轮4074,铁夹顶杆导向块4071固定安装在整体平移架402上,铁夹顶杆导向块4071上设有上下走向的第一导向孔,铁夹顶杆4072通过第一导向孔安装在铁夹顶杆导向块4071上并且能够相对于铁夹顶杆导向块4071上下移动,铁夹顶杆弹簧4073套设在铁夹顶杆4072上,并且铁夹顶杆弹簧4073的上端与铁夹顶杆导向块4071的下表面相接触,铁夹顶杆弹簧4073的下端与铁夹顶杆4072的下端相接触,铁夹顶杆滚轮4074设置在铁夹顶杆4072的下端,并且铁夹顶杆滚轮4074与对应倾斜块406的上端面相配合。由铁夹翻转装置3翻转后的铁夹被放置到铁夹输送通道401上,此时铁夹的两端架设在两个第一导轨4011上,并由铁夹限位机构4012进行限位固定;随后第二平移驱动装置405驱动倾斜块平移架404向后平移,由于各个铁夹顶杆滚轮4074与倾斜块406的上端面相配合,各个倾斜块406在随倾斜块平移架404向后平移的过程中,能够将对应的铁夹顶杆4072顶起,此时各个铁夹顶杆组中的两个铁夹顶杆4072的上端能够插入到铁夹上的装订孔中;随后第一平移驱动装置403驱动整体平移架402向后平移,从而带动所有被铁夹顶杆4072顶住的铁夹脱离铁夹限位机构4012,并沿铁夹输送通道401向后输送,此时处于最后端的铁夹由铁夹定位输送装置4输送出,其他铁夹均移动到后一个铁夹限位机构4012处并被重新限位固定;随后第二平移驱动装置405驱动倾斜块平移架404重新向前平移,从而使各个铁夹顶杆4072不再与各个铁夹相接触,最后第一平移驱动装置403驱动整体平移架402重新向前平移,使整体平移架402回到原位,等待下一次进行移动,依次循环。铁夹输送通道401由两个具有间隔的第一导轨4011构成,既能在输送过程中,使铁夹的两端能够架设在第一导轨4011上,又能够保证铁夹顶杆4072被顶起时从间隔露出,不会对铁夹顶杆4072的移动造成影响。
30.铁夹定位输送装置4还包括铁夹推出机构408,铁夹推出机构408处于铁夹输送通道401的后端,铁夹推出机构408包括铁夹定位杆40812组件4081和第一升降驱动装置4082,第一升降驱动装置4082安装在倾斜块平移架404上,铁夹定位杆40812组件4081包括升降架40811和两个铁夹定位杆40812,升降架40811与第一升降驱动装置4082的动力输出端传动连接,两个铁夹定位杆40812分别安装在升降架40811上,并且两个铁夹定位杆40812分别处于两个第一导轨4011的上方。当铁夹被输送铁夹输送通道401的后端时,第一升降驱动装置4082驱动升降架40811下降,从而使两个铁夹定位杆40812分别插入到该铁夹上的装订孔中,在第二平移驱动装置405驱动倾斜块平移架404向后平移时,铁夹定位杆40812将推动该铁夹从铁夹输送通道401的最后端滑动到下一工位上。
31.各个铁夹限位机构4012均包括左右位置对称的两个铁夹夹持件40121,铁夹夹持件40121包括固定块401211、夹持块401212和夹持块弹簧(图中看不见),固定块401211固定安装在第一导轨4011上,夹持块401212的前端与固定块401211的前端铰接,夹持块弹簧的
一端与夹持块401212的后端连接,夹持块弹簧的另一端与固定块401211的后端连接,并且夹持块401212和夹持块弹簧均朝向铁夹输送通道401的内侧。通过这种设置,夹持块401212能够沿前后方向形成自外向内倾斜的结构,从而与铁夹的移动方向相匹配,在保证能将铁夹夹持住的同时,更便于铁夹移动逐渐向后移动,有效减轻夹持块401212的磨损。
32.整体平移架402上设有多个第二导向孔4021,机架1上设有多个与第二导向孔4021相对应的导向杆101,整体平移架402通过第二导向孔4021与机架1上的导向杆101滑动配合。第一平移驱动装置403驱动整体平移架402移动时,整体平移架402能够通过第二导向孔4021沿导向杆101进行前后移动。
33.倾斜块平移架404上设有两个前后走向的第二导轨4041,整体平移架402上设有与第二导轨4041相对应的导向槽4022,倾斜块平移架404通过第二导轨4041与整体平移架402上的导向槽4022滑动配合。第二平移驱动装置405驱动倾斜块平移架404移动时,倾斜块平移架404能够通过第二导轨4041沿导向槽4022进行前后移动。
34.上述铁夹顶杆弹簧4073和夹持块弹簧采用压缩弹簧;第一平移驱动装置403、第二平移驱动装置405和第一升降驱动装置4082均采用气缸(图中未画出第一平移驱动装置403的缸体)。上述第二升降驱动装置2023采用气缸。
35.上述前后方向和左右方向是根据铁夹的输送方向而定,铁夹先到达的位置为前,后到达的位置为后;内外方向是沿铁夹输送通道401输送方向的中心线而定,靠近中心线的位置为内,远离中心线的位置为外。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。