1.本实用新型涉及一种三聚氰胺纸饰面板基板,属于人造板生产制造技术领域。
背景技术:
2.随着装饰装修行业发展,家具现场制作越来越少,而全屋定制家具越来越受到大众的欢迎。一方面定制家具是先设计后安装,在设计初期就可以让消费者直观的感受到安装效果,而且消费者可以随意选择自己想要的花色和样式。另一方面家具在工厂制作,现场安装,可以有效减少现场制作的环境问题,因此定制家具的兴起不可避免。
3.全屋定制这个行业多采用三聚氰胺饰面板作为定制家具生产的主材,然而以多层板和木工板饰面后的板材,在实际应用过程中,总是不可避免的出现开裂等情况。其主要原因是多层板和木工板,在生产过程中以实木面皮和科技木皮为主要贴面材料,这两种材料在温度、空气湿度等的影响下,面皮不可避免的出现局部收缩,应力释放不均匀而开裂的现象,尤以贴完三胺纸的板材最为明显。
4.在三胺基板生产过程中,以实木面皮或科技木板做为面层材料时,如果基板生产过程中腻修不到位,在贴三胺纸的过程中,总是会出现烧焦、碳化、内部缺陷外显的现象,造成产品的合格率严重下降。
技术实现要素:
5.为了克服现有技术的不足,本实用新型提供一种三聚氰胺纸饰面板基板。
6.一种三聚氰胺纸饰面板基板,中间芯层的一面与上拌胶木粉层连接,中间芯层的另一面与下拌胶木粉层连接,上拌胶木粉层与下拌胶木粉层之间连接多层中间芯层。
7.木工板连接在2层中间芯层的之间。上拌胶木粉层及下拌胶木粉层是木粉拌胶后直接热压在中间芯层或木工板的表面。中间芯层包括木材纵结构层及木材横结构层。
8.一种三聚氰胺纸饰面板基板的制造方法,含有以下步骤:
9.包括选择多层板或木工板,通过木粉拌胶工艺步骤、铺装工艺步骤、预压工艺步骤、热压工艺步骤及抛光工艺步骤,制作的三胺基板一共有三层结构构成,上下两层均为木粉层,中间芯层为多层板或木工板。
10.本实用新型的优点是这样的组合方式,主要目的是为了解决传统以多层板和木工板为基础人造板,在贴合实木面皮或科技木皮后,再敷贴三聚氰胺纸后,存在的烧焦、碳化、开裂、内部缺陷暴露等等一系列问题,另一方面可以克服实木面皮日渐紧缩的情况,减少企业生产原材料单一受限问题。
附图说明
11.当结合附图考虑时,通过参照下面的详细描述,能够更完整更好地理解本实用新型以及容易得知其中许多伴随的优点,但此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用
新型,并不构成对本实用新型的不当限定,如图其中:
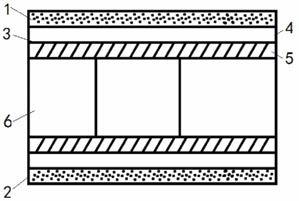
12.图1为本实用新型的结构之一示意图。
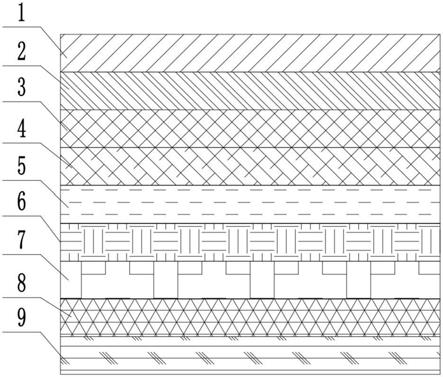
13.图2为本实用新型的结构之二示意图。
14.下面结合附图和实施例对本实用新型进一步说明。
具体实施方式
15.显然,本领域技术人员基于本实用新型的宗旨所做的许多修改和变化属于本实用新型的保护范围。
16.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本实用新型的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当称元件、组件被“连接”到另一元件、组件时,它可以直接连接到其他元件或者组件,或者也可以存在中间元件或者组件。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的任一单元和全部组合。
17.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与所属领域中的普通技术人员的一般理解相同的意义。
18.为便于对实施例的理解,下面将结合做进一步的解释说明,且各个实施例并不构成对本实用新型的限定。
19.实施例1:如图1、图2所示,一种三聚氰胺纸饰面板基板,包括上拌胶木粉层1,下拌胶木粉层2,中间芯层3,中间芯层3包括木材纵结构层5及木材横结构层4。
20.中间芯层3的一面与上拌胶木粉层1连接,中间芯层3的另一面与下拌胶木粉层2连接,上拌胶木粉层1与下拌胶木粉层2之间连接多层中间芯层3。
21.木工板6连接在2层中间芯层3的之间。
22.多层板的中间芯层3和木工板6均为市场成品基材,上拌胶木粉层1及下拌胶木粉层2是木粉拌胶后直接热压在中间芯层3或木工板6的表面。
23.上拌胶木粉层1及下拌胶木粉层2是通过40
‑
200目木粉,混合胶水后,通过冷压、热压工序,形成密度大于650kg/m3的致密木质层,经过抛光后其木质层厚度在0.01
‑
1.5mm之间。
24.胶水可以是水性聚醋酸乙烯乳液、水性丙烯酸乳液、大豆蛋白胶、水性聚氨酯乳液、脲醛树脂、酚醛树脂一种或多种组合,优选大豆蛋白胶和聚醋酸乙烯乳液。
25.中间芯层3为杨桉、全桉、柳桉、杨桦及全桦结构多层板,木工板6为杨木芯、桐木芯、杉木芯、桦木芯及辐射松芯结构木工板。
26.可用于三聚氰胺饰面板外,亦可用于门板、雕刻门板、地板、吸塑门板等一系列产品的制作和生产。
27.实施例2:一种三聚氰胺纸饰面板基板的制造方法,含有以下步骤:
28.以全桉实木多层为例,采用50目细木粉经料仓进入到拌胶机内,同时按照木粉重量的20%打入大豆蛋白胶,经高速搅拌后混合均匀,混合均匀的拌胶料经皮带输送至铺装系统,铺装系统将底层粉料均匀的铺装在输送皮带上,然后将17.5mm厚全桉实木多层基板
放在底层拌胶料上,并进行面层拌胶料铺装,铺装完成的板子,经过滚压机滚压成型,成型后的板材在层压机上热压,热压温度180℃,时间40s,压力10mpa,热压完成后经抛光后,既得三聚氰胺纸饰面基板。
29.实施例3:一种三聚氰胺纸饰面板基板的制造方法,含有以下步骤:
30.以杉木芯木工板为例,将60目木粉按照木粉重量的15%加入聚醋酸乳液,混合均匀,然后将混合好的木粉铺装在16.5mm后全桉实木多层基板两面,经过冷压成型,在140℃下进行热压,热压完成后经抛光后,既得三聚氰胺纸饰面基板。
31.实施例4:一种三聚氰胺纸饰面板基板的制造方法,含有以下步骤:
32.以杨木芯木工板为例,采用40目细木粉经料仓进入到拌胶机内,同时按照木粉重量的15%打入聚醋酸乙烯乳液,经高速搅拌后混合均匀,混合均匀的拌胶料经皮带输送至铺装系统,铺装系统将底层粉料均匀的铺装在输送皮带上,然后将16.5mm厚杨木芯木工板放在底层拌胶料上,并进行面层拌胶料铺装,铺装完成的板子,经过滚压机滚压成型,成型后的板材在层压机上热压,热压温度150℃,时间20s,压力6mpa,热压完成后经抛光后,既得三聚氰胺纸饰面基板。
33.实施例5:一种三聚氰胺纸饰面板基板的制造方法,含有以下步骤:
34.木粉拌胶工艺步骤为40~100目木粉经计量后进入到拌胶机内,同时胶水经过喷嘴进入到拌胶机内,经过高速混合后形成拌胶粉料,然后铺装。
35.胶水可以是水性聚醋酸乙烯乳液、水性丙烯酸乳液、大豆蛋白胶、水性聚氨酯乳液、脲醛树脂、酚醛树脂一种或多种组合,优选大豆蛋白胶和聚醋酸乙烯乳液。
36.铺装工艺步骤,现将底层木粉按照计量均匀的铺在输送皮带上,并将多层板或木工板基板放在上面,然后继续铺装上层粉料,后经预压。
37.预压工艺步骤,预压采用刨花板生产线滚压工艺成型,亦可采用冷压机单张或多张预压成型,优选滚压成型,后经热压。
38.热压工艺步骤,采用单层或多层压机热压,亦可采用平压热压线进行热压,其中热压压力控制在7
‑
12mpa,热压时间为1.0
‑
2.0min/mm(依据面层厚度计算)。
39.中间芯层为杨桉、全桉、柳桉、杨桦及全桦结构多层板,木工板可以为杨木芯、桐木芯、杉木芯、桦木芯及辐射松芯结构木工板。
40.抛光工艺步骤,热压工艺步骤成后对三聚氰胺纸饰面基板的表面进行抛光,得到三聚氰胺纸饰面基板。
41.如上所述,对本实用新型的实施例进行了详细地说明,但是只要实质上没有脱离本实用新型的发明点及效果可以有很多的变形,这对本领域的技术人员来说是显而易见的。因此,这样的变形例也全部包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。