1.本实用新型涉及一种端子热加固装置。
背景技术:
2.汽车门窗马达用的夹基体组件在加工过程中需要把其中的金属端子和塑料基体固定,现有技术中主要使用气缸将金属端子和塑料基体压接在一起,但是使用效果不理想,主要是两方面原因,其一是固定点少导致固定不稳;其二是仅靠气缸的压力将两者固定导致端子长时间使用会出现脱落情况。另外,现有加工设备需要人工手动取件,因为夹基体组件尺寸较小,操作空间狭小,工人取出不是很方便,容易造成夹基体组件损坏,而且工人操作有风险。
技术实现要素:
3.本实用新型所解决的技术问题是克服现有技术的不足,提供一种端子热加固装置。
4.本发明采用的技术方案是,一种端子热加固装置,包括加热下压机构、定位夹紧机构和底板;
5.加热下压机构包括立柱、夹紧座、下压气缸、横板、加热垫板、下压治具和加热端子;立柱固定安装在底板上,夹紧座夹紧在立柱上,下压气缸固定在夹紧座上,下压气缸活塞杆前端与横板固定连接,横板上设有导柱,横板下端固定安装加热垫板,加热垫板下方连接下压治具,下压治具下表面固定加热端子;
6.定位夹紧机构由中心支撑柱和支撑定位板组成,中心支撑柱和支撑定位板固定在底板上。
7.所述的定位夹紧机构还包括夹紧气缸、夹紧顶杆和连接板,夹紧气缸固定在底板上,夹紧气缸活塞杆与连接板固定连接,连接板一端与夹紧顶杆固定连接,夹紧顶杆位于夹基体组件的前后两侧。
8.还包括抬起卸料机构,抬起卸料机构包括抬起气缸、排料滑道连接板、排料滑道、抬起气缸固定板和铰接板,抬起气缸固定板固定在底板上,抬起气缸安装到抬起气缸固定板上,抬起气缸活塞杆与排料滑道连接板一端固定连接,排料滑道连接板另一端与排料滑道中部铰接,铰接板与底板固定连接,铰接板与排料滑道端部铰接,排料滑道前端的抬爪伸入夹基体组件的下方。还包括上光栅和下光栅,上光栅与下光栅相对。
9.工作时,工人将夹基体组件中的塑料基体放到支撑柱上进行定位支撑,金属端子放到塑料基体上,调整立柱上夹紧座的位置,通电后,上下光栅接通,保护工人以免误操作,对工人造成伤害,电磁阀控制下压气缸通气,下压气缸活塞杆伸出,带动加热垫板和下压治具以及加热端子下压,加热端子加热,将金属端子与塑料基体热熔在一起,之后,下压气缸活塞杆收回,加热端子离开金属端子,回到原点;之后抬起气缸活塞杆收缩,抬起排料滑道连接板,由于排料滑道连接板一端与排料滑道铰接,排料滑道一端与铰接板铰接,排料滑道
连接板将排料滑道一端抬起,使夹基体组件脱离支撑柱,并顺着排料滑道滑到接料盒里,完成自动卸料,抬起气缸活塞杆伸出,排料滑道回到原位,此时,上下光栅断电,工人将夹基体组件放到支撑柱上,重新开始新一轮加工。
10.对于较大夹基体组件的加工,可以使用定位支撑板进行定位支撑,定位夹紧机构还包括夹紧气缸、夹紧顶杆和连接板,夹紧气缸带动夹紧顶杆,将较大夹基体组件夹紧,防止加热固定过程中出现移动,导致位置出现偏差。
11.本实用新型的有益效果是金属端子与塑料基体通过热加固后,热熔在一起,牢固可靠,提高了夹基体组件的使用寿命,另外,装置实现自动卸料,无需人工操作,提高了生产率,降低了工人的劳动强度,保护了工人。
附图说明
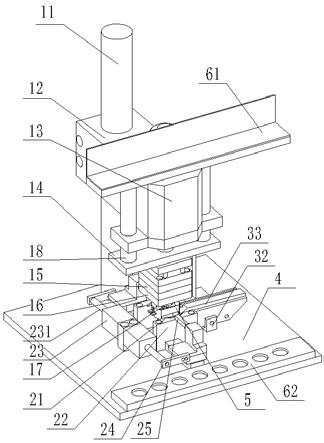
12.图1为本实用新型一种端子热加固装置的结构示意图;
13.图2为本实用新型一种端子热加固装置的另一角度结构示意图;
14.图3为本实用新型一种端子热加固装置的排料滑道的结构示意图;
15.图4为本实用新型一种端子热加固装置的下压治具和加热端子的结构示意图;
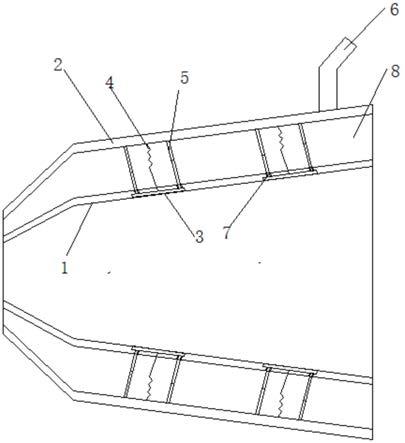
16.图5为夹基体组件的结构示意图。
17.图中标记为:11
‑
立柱、12
‑
夹紧座、13
‑
下压气缸、131
‑
下压气缸活塞杆、14
‑
横板、15
‑
加热垫板、16
‑
下压治具、17
‑
加热端子、18
‑
导柱、21
‑
中心支撑柱、22
‑
支撑定位板、23
‑
夹紧气缸、231
‑
夹紧气缸活塞杆、24
‑
夹紧顶杆、25
‑
连接板、31
‑
抬起气缸、311
‑
抬起气缸活塞杆、32
‑
排料滑道连接板、33
‑
排料滑道、331
‑
抬爪、34
‑
抬起气缸固定板、35
‑
铰接板、4
‑
底板、5
‑
夹基体组件、51
‑
金属端子、52
‑
塑料基体、61
‑
上光栅、62
‑
下光栅。
具体实施方式
18.下面结合附图对本实用新型作进一步说明。
19.如图1、图2所示,一种端子热加固装置,包括加热下压机构1、定位夹紧机构2和底板4;
20.加热下压机构包括立柱11、夹紧座12、下压气缸13、横板14、加热垫板15、下压治具16和加热端子17;立柱11固定安装在底板4上,夹紧座12夹紧在立柱11上,下压气缸13固定在夹紧座12上,下压气缸活塞杆131前端与横板14固定连接,横板14上设有导柱18,横板14下端固定安装加热垫板15,加热垫板15下方连接下压治具16,下压治具16下表面固定加热端子17(如图4所示);
21.定位夹紧机构由中心支撑柱21和支撑定位板22组成,中心支撑柱21和支撑定位板22固定在底板4上。
22.所述的定位夹紧机构还包括夹紧气缸23、夹紧顶杆24和连接板25,夹紧气缸23固定在底板4上,夹紧气缸活塞杆231与连接板25固定连接,连接板25一端与夹紧顶杆24固定连接,夹紧顶杆24位于夹基体组件5(如图5所示)的前后两侧。
23.还包括抬起卸料机构,抬起卸料机构包括抬起气缸31、排料滑道连接板32、排料滑道33(如图3所示)、抬起气缸固定板34和铰接板35,抬起气缸固定板34固定在底板4上,抬起气缸31安装到抬起气缸固定板34上,抬起气缸活塞杆311与排料滑道连接板32一端固定连
接,排料滑道连接板32另一端与排料滑道33中部铰接,铰接板35与底板4固定连接,铰接板35与排料滑道33端部铰接,排料滑道33前端的抬爪331伸入夹基体组件5的下方。还包括上光栅61和下光栅62,上光栅61与下光栅62相对。
24.工作时,工人将夹基体组件5中放到支撑柱21上进行定位支撑,金属端子放到塑料基体上,调整立柱11上夹紧座12的位置,通电后,上光栅61和下光栅62接通,保护工人以免误操作,对工人造成伤害,电磁阀控制下压气缸13通气,下压气缸活塞杆131伸出,带动加热垫板15和下压治具16以及加热端子17下压,加热端子17加热,将金属端子51与塑料基体52热熔在一起,之后,下压气缸活塞杆131收回,加热端子17离开金属端子51,回到原点;之后抬起气缸活塞杆311收缩,抬起排料滑道连接板32,由于排料滑道连接板32一端与排料滑道33铰接,排料滑道33一端与铰接板35铰接,排料滑道连接板32将排料滑道33一端抬起,使夹基体组件5脱离支撑柱21,并顺着排料滑道33滑到接料盒里,完成自动卸料,抬起气缸活塞杆311伸出,排料滑道33回到原位,此时,上光栅61和下光栅62断电,工人将夹基体组件5放到支撑柱21上,重新开始新一轮加工。
25.对于较大夹基体组件5的加工,可以使用定位支撑板22进行定位支撑,定位夹紧机构还包括夹紧气缸23、夹紧顶杆24和连接板25,夹紧气缸23带动夹紧顶杆24,将较大夹基体组件5夹紧,防止加热固定过程中出现移动,导致位置出现偏差。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。