1.本实用新型涉及六边形工件压接工装领域,尤其涉及的是一种六边形工件压接工装。
背景技术:
2.六边形工件工件组装装配来说,在加工过程中,需要将不同配件安装到六边形工件母体上,具体是,采用冲压的方式进行下冲拼装。
3.现有技术公开的冲压装配设备多为冲压机,通过人工操作机械手柄实现一次冲压加工一个工件,该方式的缺陷在于:
4.冲压装配加工前,需要将工件逐一放置在料台上,装配一个工件后,重复操作,加工效率极为低下;
5.同时,由于操作人员反复重复大量相同的动作,导致加工失误的次数较多,进而批量加工过程中,废料量较大。
技术实现要素:
6.本实用新型所要解决的技术问题在于提供了一种六边形工件压接工装。
7.本实用新型是通过以下技术方案解决上述技术问题的:
8.一种六边形工件压接工装,包括工装夹具台,所述工装夹具台的顶部开设有若干个六边体工件限位槽,若干个所述六边体工件限位槽在工装夹具台上左右设置成两排;
9.所述六边形工件压接工装还包括工件压接组件;
10.所述工件压接组件包括左右对称设置的装配杆,所述装配杆上装配连接有若干个与六边体工件限位槽对应的压装头;
11.所述装配杆之间装配连接有两个前后间隔对称设置的驱动杆,所述工装夹具台底部装配连接有若干个驱动所述驱动杆的气缸,所述气缸的活塞杆固定连接在驱动杆底部。
12.优选地,所述驱动杆的左右两端具有水平装配端,所述水平装配端通过紧固螺栓装配连接在装配杆上。
13.优选地,所述装配杆上具有若干个盘形部,所述压装头装配连接在盘形部上。
14.优选地,所述盘形部上螺纹连接有调节螺杆,所述调节螺杆螺纹连接在压装头上。
15.优选地,所述六边形工件压接工装还包括若干个与六边体工件限位槽对应的六边形限位衬筒,所述六边形限位衬筒卡接在六边体工件限位槽内。
16.优选地,所述工装夹具台的左右两侧侧壁上均装配连接有若干个与六边形限位衬筒对应的衬筒定位件,当所述六边形限位衬筒卡接在六边体工件限位槽内,通过所述衬筒定位件定位六边形限位衬筒。
17.优选地,所述衬筒定位件包括装配在工装夹具台上的定位气缸,所述定位气缸的活塞杆贯穿所述工装夹具台;
18.当所述六边形限位衬筒卡接在六边体工件限位槽内,定位气缸的活塞杆挤压定位
在六边形限位衬筒上。
19.优选地,所述六边形限位衬筒的材质为不锈钢材质。
20.优选地,所述压装头的横向截面形状为圆心,所述压装头的材质为不锈钢材质。
21.本实用新型相比现有技术具有以下优点:
22.本实用新型公开一种六边形工件压接工装,通过设计工装夹具台,所述工装夹具台的顶部开设有若干个六边体工件限位槽,若干个所述六边体工件限位槽在工装夹具台上左右设置成两排;六边形工件压接工装还包括工件压接组件;
23.所述工件压接组件包括左右对称设置的装配杆,所述装配杆上装配连接有若干个与六边体工件限位槽对应的压装头;装配杆之间装配连接有两个前后间隔对称设置的驱动杆,所述工装夹具台底部装配连接有若干个驱动所述驱动杆的气缸,所述气缸的活塞杆固定连接在驱动杆底部。实现快速、高效进行冲压装配。
24.采用上述装置部件设计不仅实现同时加工多个工件,且上述装置部件无需人工重复大量操作,避免了冲压装配失误率,提高了产品加工的成功率,且上述装置部件设计灵活性高,能够装配不同尺寸的工件。
附图说明
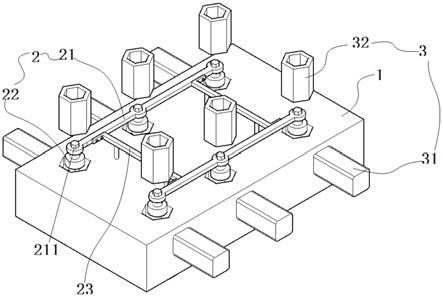
25.图1是本实用新型实施例的分散结构示意图;
26.图2是本实用新型实施例中六边体工件限位槽的结构示意图;
27.图3是本实用新型实施例图1中另一种视角下的结构示意图;
28.图4是本实用新型实施例中六边形限位衬筒不完全放入到六边体工件限位槽中的结构示意图;
29.图5是本实用新型实施例图1中俯视图。
具体实施方式
30.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
31.如图1
‑
5所示,一种六边形工件压接工装,包括工装夹具台1,所述工装夹具台1的顶部开设有若干个六边体工件限位槽11,若干个所述六边体工件限位槽11在工装夹具台1上左右设置成两排。左右两排的六边体工件限位槽11,左右对称设置。
32.将加工工件限位在六边体工件限位槽11中,为了实现冲压拼装,上述六边形工件压接工装还包括工件压接组件2。
33.工件压接组件2的具体结构如下:
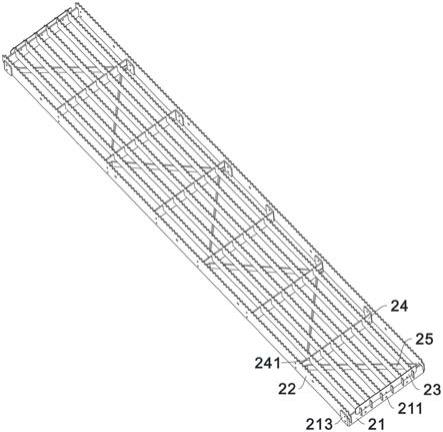
34.所述工件压接组件2包括左右对称设置的装配杆21,所述装配杆21上装配连接有若干个与六边体工件限位槽11对应的压装头22;装配杆21之间装配连接有两个前后间隔对称设置的驱动杆23,所述工装夹具台1底部装配连接有若干个驱动所述驱动杆23的气缸24,所述气缸24的活塞杆固定连接在驱动杆23底部。气缸24的活塞杆滑动连接气缸24的活塞杆。
35.具体而言,上述驱动杆23的左右两端具有水平装配端231,所述水平装配端231通
过紧固螺栓2311装配连接在装配杆21上。
36.上述装配杆21上具有若干个盘形部,所述压装头22装配连接在盘形部上。盘形部上螺纹连接有调节螺杆211,所述调节螺杆211螺纹连接在压装头22上(压装头22的横向截面形状为圆心,所述压装头22的材质为不锈钢材质)。
37.工件限位后,将工件需要拼装的部位放置在六边体工件的上方,此时,打开气缸24,气缸24驱动下,同时将多个装配部件冲压装配到工件上。实现一次性同时冲压装配多个配件。
38.在实际加工过程中,工件的尺寸不同,具体是工件的粗细不同,为了实现加工尺寸小的工件,上述六边形工件压接工装还包括若干个与六边体工件限位槽11对应的六边形限位衬筒32,所述六边形限位衬筒32卡接在六边体工件限位槽11内。
39.六边形限位衬筒32卡接在六边体工件限位槽11内,将尺寸小的工件限位在六边形限位衬筒32中,按照上述方式进行冲压装配。
40.在冲压装配过程中,为了避免六边形限位衬筒32发生晃动,上述工装夹具台1的左右两侧侧壁上均装配连接有若干个与六边形限位衬筒32对应的衬筒定位件3,当所述六边形限位衬筒32卡接在六边体工件限位槽11内,通过所述衬筒定位件3定位六边形限位衬筒32。
41.衬筒定位件3包括装配在工装夹具台1上的定位气缸31,所述定位气缸31的活塞杆贯穿所述工装夹具台1;当所述六边形限位衬筒32卡接在六边体工件限位槽11内,定位气缸31的活塞杆挤压定位在六边形限位衬筒32上。
42.上述六边形限位衬筒32的材质为不锈钢材质。
43.采用上述装置部件设计不仅实现同时加工多个工件,且上述装置部件无需人工重复大量操作,避免了冲压装配失误率,提高了产品加工的成功率,且上述装置部件设计灵活性高,能够装配不同尺寸的工件。
44.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。