1.本发明涉及一种高上锌量线接触钢丝绳及生产工艺,属于金属制品制造技术领域。
背景技术:
2.镀锌钢丝绳广泛应用于海洋石油化工、桥梁工程建筑、交通设施建设等众多国民经济领域,是一种不可替代的结构材料,具有很强的耐腐蚀性能,优良的机械性能,使用寿命高,有足够的稳定性和安全性,但目前生产的小规格线接触钢丝绳锌层重量不高,耐腐蚀性能差,使用寿命低,不能满足钢丝绳高上锌量的使用需求。
技术实现要素:
3.本发明是为了解决目前生产的小规格线接触钢丝绳锌层重量不高,耐腐蚀性能差,使用寿命低,不能满足钢丝绳高上锌量的使用需求的技术问题。
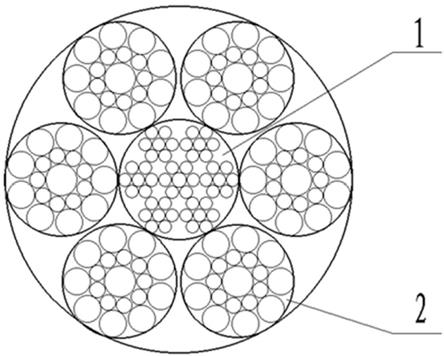
4.一种高上锌量线接触钢丝绳,由六根外层股2围绕一根金属绳芯1,共由163根钢丝捻制而成,公称直径为12.0mm;所述的金属绳芯1为6x7 iws点接触结构,捻向为同右(zz),股分为两层,钢丝结构式为1 6,外层丝直径为0.50mm,中心丝直径为0.55mm,钢丝数为49根;所述的外层股2为1
×
19s线接触结构,捻向为左捻(s),外层股分为三层,钢丝结构式为1 9 9,内外层钢丝直径分别为0.55mm、0.95mm,中心丝直径为1.10mm;钢丝数为19根;所述的六根外层股2钢丝总数为114根。
5.一种高上锌量线接触钢丝绳的生产工艺,包括如下实施步骤:1)、热镀锌及拉丝生产(1)选用冷拉拔后的φ1.05mm沙钢80
#
钢丝作为原料热镀锌,不进热镀锌前的铅锅,以减少热镀锌后钢丝强度损失,车速26.3米/分,然后再行冷拉拔为φ0.95mma级成品制绳丝;(2)选用φ1.6mm沙钢72a钢丝原料热镀锌,而后再对热镀锌后的钢丝返回镀锌生产线进行第二次热镀锌,之后用于拉拔φ0.50mm、φ0.55mm a级成品制绳丝,其中第一次热镀锌车速27米/分、进铅锅,第二次热镀锌车速27.3米/分、不进铅锅;选用lt17/270水箱拉丝机冷拉拔生产;2)、捻股生产构成金属绳芯1的金属股芯股使用ggz6/200管式捻股机捻制而成;外层股2使用ggz18/200管式捻股机一次捻制而成;3)、金属绳芯和成品钢丝绳生产金属绳芯1使用ggz6/300管式捻绳机一次捻制而成;所述钢丝绳使用ggz6/500管式捻绳机一次捻制而成;所述捻制金属绳芯1和外层股2及成品钢丝绳的生产设备为管式捻股(绳)机,其中
外层股2捻制选用18个φ200mm工字轮框篮架,钢丝绳捻制选用6个φ500mm工字轮框篮架,捻股、捻绳时均选用尼龙压线瓦,以避免锌层损失,确保钢丝表面锌层重量。
6.采用上述技术方案的有益效果:本发明结构合理,金属绳芯和外层股所用制绳丝表面锌层重量均达到a级标准,即锌层重量不小于110g/m2,且强度不低于1870mpa,抗拉强度高,耐腐蚀性能好,使用寿命长,有较好的稳定性,能够满足高破断拉力、高防腐性能的使用需求。
附图说明
7.图1为本发明一种高上锌量线接触钢丝绳的截面结构示意图。
8.图中:1—金属绳芯、2—外层股。
具体实施方式
9.以下结合附图对本发明一种高上锌量线接触钢丝绳作进一步详细说明:如图1所示,一种高上锌量线接触钢丝绳,结构为6x19s iwr,它由一根金属绳芯1和六根外层股2组成;六根外层股2均匀螺旋缠绕于金属绳芯1外周。
10.所述金属绳芯1结构为6x7 iws,分为两层,由七根金属股芯构成,捻向为同右(zz),钢丝结构式为1 6,中心丝直径为0.55mm,外层丝直径为0.50mm,钢丝数为49根;所述外层股2分为三层,结构为1x19s,捻向为左捻(s),钢丝结构式为1 9 9,中心丝直径为1.10mm,内外层钢丝直径分别为0.55mm、0.95mm,钢丝数为19根;所述六根外层股2钢丝数为114根;所述钢丝绳公称直径为12.0mm。
11.所述的一种高上锌量线接触钢丝绳,各钢丝均达到a级锌层重量要求,即锌层重量不小于110g/m2,且强度不低于1870 mpa。具体包括如下实施步骤:1、热镀锌及拉丝生产(1)、选用冷拉拔后的φ1.05mm沙钢80
#
钢丝作为原料热镀锌,不进热镀锌前的铅锅,以减少热镀锌后钢丝强度损失,车速26.3米/分,然后再行冷拉拔为φ0.95mma级成品制绳丝。
12.(2)、选用φ1.6mm沙钢72a钢丝原料热镀锌,而后再对热镀锌后的钢丝返回镀锌生产线进行第二次热镀锌,之后用于拉拔φ0.50mm、φ0.55mm a级成品制绳丝,其中第一次热镀锌车速27米/分、进铅锅,第二次热镀锌车速27.3米/分、不进铅锅;选用lt17/270水箱拉丝机冷拉拔生产。
13.2、捻股生产构成金属绳芯1的金属股芯股使用ggz6/200管式捻股机捻制而成;外层股2使用ggz18/200管式捻股机一次捻制而成。
14.3、金属绳芯和成品钢丝绳生产金属绳芯使用ggz6/300管式捻绳机一次捻制而成;所述钢丝绳使用ggz6/500管式捻绳机一次捻制而成。
15.本发明捻制金属绳芯1和外层股2及成品钢丝绳的生产设备为管式捻股(绳)机,其中外层股2捻制选用18个φ200mm工字轮框篮架,钢丝绳捻制选用6个φ500mm工字轮框篮架,捻股、捻绳时均选用尼龙压线瓦,以避免锌层损失,确保钢丝表面锌层重量。
技术特征:
1.一种高上锌量线接触钢丝绳,其特征在于:该钢丝绳由六根外层股(2)围绕一根金属绳芯(1),共由163根钢丝捻制而成,公称直径为12.0mm;所述的金属绳芯(1)为6x7 iws点接触结构,捻向为同右(zz),股分为两层,钢丝结构式为1 6,外层丝直径为0.50mm,中心丝直径为0.55mm,钢丝数为49根;所述的外层股(2)为1
×
19s线接触结构,捻向为左捻(s),外层股分为三层,钢丝结构式为1 9 9,内外层钢丝直径分别为0.55mm、0.95mm,中心丝直径为1.10mm;钢丝数为19根;所述的六根外层股(2)钢丝总数为114根。2.一种生产如权利要求1所述的高上锌量线接触钢丝绳的工艺,其特征在于:该工艺包括如下实施步骤:1)、热镀锌及拉丝生产(1)选用冷拉拔后的φ1.05mm沙钢80
#
钢丝作为原料热镀锌,不进热镀锌前的铅锅,以减少热镀锌后钢丝强度损失,车速26.3米/分,然后再行冷拉拔为φ0.95mma级成品制绳丝;(2)选用φ1.6mm沙钢72a钢丝原料热镀锌,而后再对热镀锌后的钢丝返回镀锌生产线进行第二次热镀锌,之后用于拉拔φ0.50mm、φ0.55mm a级成品制绳丝,其中第一次热镀锌车速27米/分、进铅锅,第二次热镀锌车速27.3米/分、不进铅锅;选用lt17/270水箱拉丝机冷拉拔生产;2)、捻股生产构成金属绳芯1的金属股芯股使用ggz6/200管式捻股机捻制而成;外层股2使用ggz18/200管式捻股机一次捻制而成;3)、金属绳芯和成品钢丝绳生产金属绳芯1使用ggz6/300管式捻绳机一次捻制而成;所述钢丝绳使用ggz6/500管式捻绳机一次捻制而成;所述捻制金属绳芯1和外层股2及成品钢丝绳的生产设备为管式捻股(绳)机,其中外层股2捻制选用18个φ200mm工字轮框篮架,钢丝绳捻制选用6个φ500mm工字轮框篮架,捻股、捻绳时均选用尼龙压线瓦,以避免锌层损失,确保钢丝表面锌层重量。
技术总结
一种高上锌量线接触钢丝绳及生产工艺,该钢丝绳由六根外层股围绕一根金属绳芯,共由163根钢丝捻制而成,公称直径为12.0mm;金属绳芯为6X7 IWS点接触结构,外层股为1
技术研发人员:陈勇 晏贞强 蔡乾岭 严家扬 林仕松 吴炳章 唐章国
受保护的技术使用者:贵州钢绳股份有限公司
技术研发日:2021.08.30
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。