1.本发明涉及刺绣机制造技术领域,尤其是涉及一种自动化智能夹布设备及其工作方法。
背景技术:
2.电脑绣花机以其刺绣过程的高速化、智能化、多样化,在日常应用中日益广泛,由于客户对产量的要求提高,现有绣花机都向"多层次、多功能、统一性和完美性"的目标高速发展。而目前刺绣机主要为“布料固定
‑
刺绣图案
‑
更换布料”的工作循环,但该工作循环目前技术的统一性和协调性还有待提升。具体来说,刺绣机在工作时,首先需要操作人员人工进行绣布固定,绣布固定时需要调整张力,张力过大容易造成绣布撕裂,张力过小容易造成刺绣失败,固定绣布后通过刺绣机完成整块布面的刺绣后,又需要人工解除绣布固定并更换空白绣布,根据实际生产数据,刺绣机进行刺绣的实际工作时间仅占整个生产时间的五成左右,大量时间被浪费在对布料的固定、张力调整以及拆离过程中。
3.例如中国专利文献(公告号:cn101003932b)公开了“大型筒式电脑刺绣机刺绣框驱动装置及该装置的制作方法”,扩张式夹布机构包括基础单元、布料支撑单元、压布单元以及驱动单元,所述布料支撑单元包括两个相对设置的支撑臂,所述支撑臂之间设置有驱动腔,至少一个所述支撑臂为活动臂;所述压布单元设置有用于容纳所述布料支撑单元的容纳腔;所述驱动单元设置于所述驱动腔内并用于驱动所述活动臂向外张开。
4.上述技术方案中,根据需要调节两夹板之间的间距,通过压板与夹板配合对绣布进行固定,实现了刺绣机绣布的张力调节,保证了刺绣机的刺绣效果,但仍未解决刺绣机实际工作时间占生产时间比例较低的问题,为解决这一问题现在设计自动化智能夹布设备及其工作方法。
技术实现要素:
5.针对背景技术中提到的现有刺绣机生产工作循环的统一性和协调性不理想,大量时间被浪费在对布料的固定、张力调整以及拆离过程中导致加工效率较低的问题,本发明提供了一种自动化智能夹布设备及其工作方法,通过在绣框外设置绣布滚卷机构,绣框内设置可动夹布基座,利用绣布滚卷机构与自适应张力调节装置配合实现布料的固定、张力调整以及拆离过程的统一,显著优化刺绣机的加工效率,实现生产效率的大幅度提升。
6.为了实现上述目的,本发明采用以下技术方案:一种自动化智能夹布设备,包括绣框和设置于绣框内的夹布基座,所述夹布基座上设置有夹布组件;其中,所述绣框上设置有自适应张力调节机构,所述自适应张力调节机构连接于夹布组件背部,所述自适应张力调节机构可控制夹布基座可沿绣框宽度方向移动;其中,所述绣框两侧设置有绣布滚卷机构,所述绣布滚卷机构可控制布料沿绣框长度方向移动。刺绣机需要操作人员辅助工作,通过绣布滚卷机构可优化人工更换布料的工序;通过夹布组件则可优化人工固定布料的工序;而利用自适应张力调节机构配合设置于绣框内
夹布基座可显著优化刺绣开始前人工抻展布面并调整布面张力的工序;更值得注意的是,在刺绣过程中,由于绣线逐渐绣入布面内,导致布面逐步收紧,而整个布面为矩形结构,其长度远大于宽度,因此布面收紧效果在布面宽度方向上更显明显,在刺绣过程中会明显导致布面沿宽度方向皱缩,这会导致刺绣图案完成后变形,影响绣品质量。而现有的刺绣机还无法完全杜绝这种现象,因此利用本技术所提供的自适应张力调节机构,还能够在刺绣过程中持续监测布面张力,并控制夹布基座沿绣框宽度方向向前进给,使得布面张力始终保持在不影响图案正常成型的范围内。综上可知,利用绣布滚卷机构、自适应张力调节机构和夹布机构可分别优化刺绣机工作过程中的各个工序,有效提升各工序的效率,并降低人工劳动强度。
7.作为优选,所述自适应张力调节机构包括设置于绣框上的驱动机构合设置于夹布基座上的连接部,所述驱动机构与连接部之间设置有拉力感应模块,所述拉力感应模块包括拉力传感器和控制模块,所述驱动机构包括电连接于控制模块的驱动组件。所述拉力感应模块能够采集驱动组件与夹布基座之间的拉力并反馈于控制模块,使得控制模块能够根据拉力值及时控制驱动组件启停以调整布面张力。在刺绣过程中,布面时逐步变化的,因此自适应张力调节机构能够根据拉力感应模块的采集速度及时控制夹布基座进给,确保布面张力在整个刺绣过程中维持在适宜范围内,实现绣面图案的完美成型。
8.作为优选,所述驱动组件包括设置于绣框上的主电机,主电机的输出端上连接设置有丝杆机构,所述主电机可通过丝杆机构控制夹布基座沿绣框宽度方向移动。所述主电机配合丝杆机构能够实现夹布基座的“无级”式进给,能够保证夹布基座进给过程顺滑无卡顿,避免布面张力突变影响刺绣图案的品质。
9.作为优选,所述升降组件包括驱动件和连接于夹布组件的升降体,所述驱动件通过升降体控制夹布组件上下移动。所述升降体通过驱动件控制带动夹布组件上下移动,所述驱动件可采用气缸、电机丝杆组件等常用驱动件。升降组件能够确保夹布组件在垂直方向上移动,配合可合拢內撑式夹具的内撑件可确保防滑体不会与限位槽牵连卡合而阻碍夹布组件的上下移动动作。
10.进一步的,所述升降组件还包括纵向导轨,所述纵向导轨设置于夹布基座上,所述升降体侧部设置有卡合于纵向导轨的引导件,所述引导件可沿纵向导轨上下滑动。所述纵向导轨用于导引升降体进行稳定上下移动,避免因夹布组件重量较大等问题出现抖动或偏移,从而影响生产进度和加工质量。
11.所述夹布组件包括內撑式夹具,所述夹布基座上包括有限位槽,所述內撑式夹具可下移并抵接限位槽。所述內撑式夹具通过内撑件实现张开与合拢,当内撑件动作时,两夹臂被上端被撑开,下端合拢,夹臂下端外侧设置有防滑体,防滑体向内移动,此时不论是升降组件下降抵接限位槽,或是上升离开限位槽,均不会出现防滑体牵连卡合限位槽,导致拆装效率下降的情况,升降组件自动完成夹布组件的安装和拆离,使得安置于限位槽内的布面边沿能够被快速卡合限位或解除限位。
12.进一步的,所述限位槽为倒梯形,限位槽内壁上设置有齿形槽,所述防滑体可咬合连接齿形槽。所述限位槽内壁的齿形槽与防滑体配合实现对布面边沿的咬合固定,用以避免布料在加工过程中因绣框移动或布面张力等外力作用产生偏移,提高布面刺绣质量。
13.进一步的,所述夹布组件包括有沿夹布基座长度方向设置的外罩框,所述內撑式
夹具设置于外罩框内。所述外罩框用于对夹布组件进行包覆保护,同时外罩框远离升降组件的一侧端沿可用于作为布料装入限位槽后的基准尺,确保布料边沿卡入限位槽后,仅需观察外罩框两端部内侧的布料宽度是否一致,即可判断布面卡入夹布组件后是否倾斜,无需利用额外手段进行测量,进一步提升生产效率。
14.进一步的,所述内撑件为气囊体,所述夹合组件还包括连接于内撑件的输气部,所述输气部包括气泵和输气管,所述气泵通过输气管连通内撑件。所述气囊体具备灵敏度高的特点,能够保证內撑式夹具快速动作配合升降组件对布料进行锁定限位或解除锁定。气囊仅在夹布组件移动过程中进行充气动作,用于使限位体避开限位槽内壁,避免两者摩擦干涉;而在布面置入限位槽中被固定限位后的加工过程中气囊体始终保持闲置状态,这种设计可避免气囊体长时间保持膨胀状态及气囊体壁持续承受张力,从而显著提升气囊体的使用寿命。
15.进一步的,所述气囊体沿夹布基座长度方向设置于外罩框内,所述外罩框内侧的两端设置有限位条,所述限位条中部设置有承托槽,所述气囊体端部卡合承托槽。所述限位条用于安置气囊体,保证气囊体不会发生位移造成內撑式夹具失效。
16.进一步的,所述绣布滚卷装置包括分设于绣框两侧的辊轴,布料沿长度方向的两端分别卷于两辊轴上,其中一侧辊轴上设置有滚卷电机。辊轴配合滚卷电机能够实现布料的横向移动,使得刺绣完成的布料能够自动离开绣框并更换新的空白布料进行刺绣,免除了人工更换布料时重新进行定位的工作,降低了人工更换布料的劳动强度,提升生产效率。
17.本发明还公开了上述自动化智能夹布设备的工作方法,包括以下步骤:s1:操作人员将布料卷装入绣框一侧辊轴上,并将布料端部卷于另一侧的辊轴上;s2:启动布料端部一侧的辊轴上设置的驱动电机可调整布料的待刺绣段卷动至绣框内,布料除对应自适应张力调节装置一侧外,其余三侧均压紧固定在绣框上;s3:在s2步骤进行的同时,自适应张力调节装置控制夹布基座平移至布料边沿;s4:输气部启动,内撑件膨胀使两夹臂下端合拢,同时升降机构控制夹布组件下降直至夹臂抵接夹布基座的限位槽;s5:输气部停止,内撑件回缩,两夹臂下端张开并配合限位槽夹紧布料;s6:张力调节装置启动并抻展布料,通过拉力感应模块控制布面张力符合预设值;s7:刺绣机开始工作,对夹紧于绣框内的布料进行刺绣;s8:随着刺绣工作进行,布面产生明显收缩,拉力感应模块采集布面张力变化值并提供于控制模块,控制模块通过驱动机构控制夹布基座沿布料宽度方向进给调整布面张力;s9:刺绣工作完成,输气部再次启动,内撑件膨胀使两夹臂下端合拢,升降机构控制夹布组件上升离开限位槽;s10:操作人员解除布料其余三侧的固定,布料端部一侧辊轴的驱动电机动作,布料卷的下一待刺绣面移动至绣框内,操作人员将布料除对应自适应张力调节装置一侧外的其余三侧压紧固定在绣框上,重复步骤s3
‑
s9继续进行自动化刺绣。
18.本技术所公开的自动化智能夹布设备通过控制模块实现统一控制,从滚卷电机的布面位置调至动作到自适应张力调节装置的布面抻展动作,再到升降组件的升降动作,夹布组件的夹臂状态切换动作,均由智能化的控制模块控制完成。其中,滚卷电机的布面切换
动作以预先设计的单块布面长度为基础数据,除首次安装布料卷外,其余卷辊动作均已基础数据为准调整布面位置;而自适应张力调节装置的布面抻展动作则以预设于控制模块内的拉力感应模块基准拉力值为基础数据,在其余三侧布边被固定后,默认拉力感应模块达到基准拉力值即完成布面抻展工作;升降组件的升降动作以纵向导轨的行程为基础数据,每次切换则到达对侧行程末端,确保夹布组件能够配合夹布基座对布边进行固定;夹布组件中内撑件的动作则以气囊体的额定压力为基础数据,确保升降组件动作时均能保证夹臂不会与限位槽发生干涉,而是稳定对布料进行夹装固定。上述一体化智能控制方式能够避免传统生产中的诸多问题,例如频繁安装和拆除布料固定机构的费时费力,每次更换布料后需要重新定位并调整布面张力,以及最难以克服的在刺绣过程中布面张力变化影响绣图质量等问题。
19.因此,本发明具有如下有益效果:(1)通过在绣框外设置绣布滚卷机构,绣框内设置可动夹布基座,利用绣布滚卷机构与自适应张力调节装置配合实现布料的固定、张力调整以及拆离过程的统一,显著优化刺绣机的加工效率,实现生产效率的大幅度提升;(2)主电机配合丝杆机构能够实现夹布基座的“无级”式进给,能够保证夹布基座进给过程顺滑无卡顿,避免布面张力突变影响刺绣图案的品质;(3)气囊仅在夹布组件移动过程中进行充气动作,用于使限位体避开限位槽内壁,避免两者摩擦干涉;而在布面置入限位槽中被固定限位后的加工过程中气囊体始终保持闲置状态,这种设计可避免气囊体长时间保持膨胀状态及气囊体壁持续承受张力,从而显著提升气囊体的使用寿命;(4)外罩框远离升降组件的一侧端沿可用于作为布料装入限位槽后的基准尺,确保布料边沿卡入限位槽后,仅需观察外罩框两端部内侧的布料宽度是否一致,即可判断布面卡入夹布组件后是否倾斜,无需利用额外手段进行测量,进一步提升生产效率;(5)自适应张力调节机构能够根据拉力感应模块的采集速度及时控制夹布基座进给,确保布面张力在整个刺绣过程中维持在适宜范围内,实现绣面图案的完美成型。
附图说明
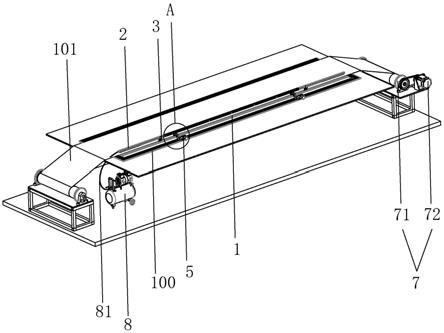
20.图1为本发明的结构示意图。
21.图2为图1中a处的局部放大图。
22.图3为实施例1中夹布组件的结构示意图。
23.图4为图3中夹布组件的侧视图。
24.图5为实施例2中夹布组件的侧视图。
25.图中:100、绣框,101、布料,1、夹布基座,11、限位槽,12、齿形槽,2、夹布组件,3、升降组件,31、升降体,32、纵向导轨,4、內撑式夹具,41、夹臂,42、内撑件,43、防滑体,5、自适应张力调节机构,51、连接部,52、拉力感应模块,53、主电机,54、丝杆机构,6、外罩框,61、限位条,62、承托槽,7、绣布滚卷机构,71、辊轴,72、滚卷电机,8、气泵,81、输气管,9、旋转组件,91、伸缩杆。
具体实施方式
26.下面结合附图与具体实施方式对本发明做进一步的描述。所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能
的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
27.在本发明的描述中,需要理解的是,术语“中心”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
29.实施例1如图1所示,一种自动化智能夹布设备,包括绣框100和设置于绣框100内的夹布基座1,夹布基座1上设置有夹布组件2;其中,绣框100上设置有自适应张力调节机构5,自适应张力调节机构5连接于夹布组件2背部,自适应张力调节机构5可控制夹布基座1可沿绣框100宽度方向移动;其中,绣框100两侧设置有绣布滚卷机构7,绣布滚卷机构7可控制布料101沿绣框100长度方向移动。如图2所示,自适应张力调节机构5包括设置于绣框100上的驱动机构合设置于夹布基座1上的连接部51,驱动机构与连接部51之间设置有拉力感应模块52,拉力感应模块52包括拉力传感器和控制模块,驱动机构包括电连接于控制模块的驱动组件。驱动组件包括设置于绣框100上的主电机53,主电机53的输出端上连接设置有丝杆机构54,主电机53可通过丝杆机构54控制夹布基座1沿绣框100宽度方向移动。绣布滚卷装置包括分设于绣框100两侧的辊轴71,布料101沿长度方向的两端分别卷于两辊轴71上,其中一侧辊轴71上设置有滚卷电机72。本实施例中,绣框100为矩形,其四边均设置有自动夹布组件2,不同的是,除对应自适应张力调节机构5一侧的夹布组件2可沿绣框100宽度方向水平移动,其余三边上的自动夹布组件2仅用于将布边夹紧在绣框100上,夹紧后不会产生位移,这为自适应张力调节机构5以及夹布基座1的精确调至提供定位基准,确保布面张力能够被准确测量并得到适应性调整。
30.刺绣机需要操作人员辅助工作,通过绣布滚卷机构7可优化人工更换布料101的工序;通过夹布组件2则可优化人工固定布料101的工序;而利用自适应张力调节机构5配合设置于绣框100内夹布基座1可显著优化刺绣开始前人工抻展布面并调整布面张力的工序;更值得注意的是,在刺绣过程中,由于绣线逐渐绣入布面内,导致布面逐步收紧,而整个布面为矩形结构,其长度远大于宽度,因此布面收紧效果在布面宽度方向上更显明显,在刺绣过程中会明显导致布面沿宽度方向皱缩,这会导致刺绣图案完成后变形,影响绣品质量。而现有的刺绣机还无法完全杜绝这种现象,因此利用本技术所提供的自适应张力调节机构5,还能够在刺绣过程中持续监测布面张力,并控制夹布基座1沿绣框100宽度方向向前进给,使得布面张力始终保持在不影响图案正常成型的范围内。综上可知,利用绣布滚卷机构7、自适应张力调节机构5和夹布机构可分别优化刺绣机工作过程中的各个工序,有效提升各工序的效率,并降低人工劳动强度。拉力感应模块52能够采集驱动组件与夹布基座1之间的拉
力并反馈于控制模块,使得控制模块能够根据拉力值及时控制驱动组件启停以调整布面张力。在刺绣过程中,布面时逐步变化的,因此自适应张力调节机构5能够根据拉力感应模块52的采集速度及时控制夹布基座1进给,确保布面张力在整个刺绣过程中维持在适宜范围内,实现绣面图案的完美成型。主电机53配合丝杆机构54能够实现夹布基座1的“无级”式进给,能够保证夹布基座1进给过程顺滑无卡顿,避免布面张力突变影响刺绣图案的品质。辊轴71配合滚卷电机72能够实现布料101的横向移动,使得刺绣完成的布料101能够自动离开绣框100并更换新的空白布料101进行刺绣,免除了人工更换布料101时重新进行定位的工作,降低了人工更换布料101的劳动强度,提升生产效率。
31.如图3所示,升降组件3包括驱动件和连接于夹布组件2的升降体31,驱动件通过升降体31控制夹布组件2上下移动。升降组件3还包括纵向导轨32,纵向导轨32设置于夹布基座1上,升降体31侧部设置有卡合于纵向导轨32的引导件,引导件可沿纵向导轨32上下滑动。
32.升降体31通过驱动件控制带动夹布组件2上下移动,驱动件可采用气缸、电机丝杆组件等常用驱动件。升降组件3能够确保夹布组件2在垂直方向上移动,配合可合拢內撑式夹具4的内撑件42可确保防滑体43不会与限位槽11牵连卡合而阻碍夹布组件2的上下移动动作。纵向导轨32用于导引升降体31进行稳定上下移动,避免因夹布组件2重量较大等问题出现抖动或偏移,从而影响生产进度和加工质量。
33.如图4所示,夹布组件2包括內撑式夹具4,夹布基座1上包括有限位槽11,內撑式夹具4可下移并抵接限位槽11。限位槽11为倒梯形,限位槽11内壁上设置有齿形槽12,防滑体43可咬合连接齿形槽12。夹布组件2包括有沿夹布基座1长度方向设置的外罩框6,內撑式夹具4设置于外罩框6内。内撑件42为气囊体,夹合组件还包括连接于内撑件42的输气部,输气部包括气泵8和输气管81,气泵8通过输气管81连通内撑件42。气囊体沿夹布基座1长度方向设置于外罩框6内,外罩框6内侧的两端设置有限位条61,限位条61中部设置有承托槽62,气囊体端部卡合承托槽62。
34.內撑式夹具4通过内撑件42实现张开与合拢,当内撑件42动作时,两夹臂41被上端被撑开,下端合拢,夹臂41下端外侧设置有防滑体43,防滑体43向内移动,此时不论是升降组件3下降抵接限位槽11,或是上升离开限位槽11,均不会出现防滑体43牵连卡合限位槽11,导致拆装效率下降的情况,升降组件3自动完成夹布组件2的安装和拆离,使得安置于限位槽11内的布面边沿能够被快速卡合限位或解除限位。限位槽11内壁的齿形槽12与防滑体43配合实现对布面边沿的咬合固定,用以避免布料101在加工过程中因绣框100移动或布面张力等外力作用产生偏移,提高布面刺绣质量。
35.外罩框6用于对夹布组件2进行包覆保护,同时外罩框6远离升降组件3的一侧端沿可用于作为布料101装入限位槽11后的基准尺,确保布料101边沿卡入限位槽11后,仅需观察外罩框6两端部内侧的布料101宽度是否一致,即可判断布面卡入夹布组件2后是否倾斜,无需利用额外手段进行测量,进一步提升生产效率。气囊体具备灵敏度高的特点,能够保证內撑式夹具4快速动作配合升降组件3对布料101进行锁定限位或解除锁定。气囊仅在夹布组件2移动过程中进行充气动作,用于使限位体避开限位槽11内壁,避免两者摩擦干涉;而在布面置入限位槽11中被固定限位后的加工过程中气囊体始终保持闲置状态,这种设计可避免气囊体长时间保持膨胀状态及气囊体壁持续承受张力,从而显著提升气囊体的使用寿
命。限位条61用于安置气囊体,保证气囊体不会发生位移造成內撑式夹具4失效。
36.本发明还公开了上述自动化智能夹布设备的工作方法,包括以下步骤:操作人员将绣框100一侧辊轴71套装在布料101卷内,并将布料101端部拉伸越过绣框100并卷入另一侧的辊轴71,启动滚卷电机72使布料101端部的辊轴71卷合布料101,确保整个布料101卷能够在绣布滚卷机构7上稳定运行;接着控制模块接管滚卷电机72,布料101除对应自适应张力调节装置一侧外,其余三侧均被压紧固定在绣框100上,自适应张力调节装置控制夹布基座1平移至布料101边沿;接着输气部启动,内撑件42膨胀夹臂41以铰接点转动,两夹臂41下端合拢,同时升降机构控制夹布组件2下降直至夹臂41抵接夹布基座1的限位槽11;输气部停止,内撑件42回缩,两夹臂41下端张开抵接限位槽11内壁,使得夹布组件2与夹布基座1之间的布料101被夹紧;接着张力调节装置启动,主电机53钻洞,丝杆机构54控制夹布基座1向靠近主电机53方向移动并抻展布料101,此时拉力感应模块52的拉力值逐渐增加,直至布面张力符合预设值,主电机53停止转动。布料101定位完成,刺绣机开始工作,对夹紧于绣框100内的布料101进行刺绣,随着刺绣工作进行,布面产生明显收缩,拉力感应模块52采集布面张力变化值并提供于控制模块,控制模块通过驱动机构控制夹布基座1沿布料101宽度方向进给调整布面张力;本实施例中,绣框100长度在15
‑
20米,因此设置于夹布基座1上的夹布组件2分段设置,确保在整个布料101长度方向上布边均被夹紧。而自适应张力调节装置也设置有多组,每一自适应张力调节装置对应一段夹布组件2,这种设计既能避免布面张力调节过程中出现夹布基座1移动失衡问题,导致夹布基座1歪斜而造成布面张力混乱;更重要的是,刺绣机的刺绣工作是沿绣框100一端向绣框100另一端进行的,所以布面张力的变化也是伴随刺绣工作的进行从绣框100一端向另一端产生的。若夹布基座1及自适应张力调节装置不进行分段设置,那么在绣框100靠前的区域布面收缩时,夹布基座1直接进行调节进给,则会导致靠后的布面松弛甚至堆积,这对后续刺绣工作无疑是灾难性的,因此只有分段设置自适应张力调节装置,才能避免前后张力不一致而产生的协调问题,确保每一段布料101的张力均能得到精确调整。在刺绣工作完成,输气部再次启动,内撑件42膨胀使两夹臂41下端合拢,升降机构控制夹布组件2上升离开限位槽11,并解除解除布料101其余三侧的夹布组件2的固定,滚卷电机72动作,布料101卷的下一待刺绣面移动至绣框100内,操作人员将布料101除对应自适应张力调节装置一侧外的其余三侧压紧固定在绣框100上,重复进行自动化刺绣工作。
37.本技术所公开的自动化智能夹布设备通过控制模块实现统一控制,从滚卷电机72的布面位置调至动作到自适应张力调节装置的布面抻展动作,再到升降组件3的升降动作,夹布组件2的夹臂41状态切换动作,均由智能化的控制模块控制完成。其中,滚卷电机72的布面切换动作以预先设计的单块布面长度为基础数据,除首次安装布料101卷外,其余卷辊动作均已基础数据为准调整布面位置;而自适应张力调节装置的布面抻展动作则以预设于控制模块内的拉力感应模块52基准拉力值为基础数据,在其余三侧布边被固定后,默认拉力感应模块52达到基准拉力值即完成布面抻展工作;升降组件3的升降动作以纵向导轨32的行程为基础数据,每次切换则到达对侧行程末端,确保夹布组件2能够配合夹布基座1对布边进行固定;夹布组件2中内撑件42的动作则以气囊体的额定压力为基础数据,确保升降组件3动作时均能保证夹臂41不会与限位槽11发生干涉,而是稳定对布料101进行夹装固定。上述一体化智能控制方式能够避免传统生产中的诸多问题,例如频繁安装和拆除布料
101固定机构的费时费力,每次更换布料101后需要重新定位并调整布面张力,以及最难以克服的在刺绣过程中布面张力变化影响绣图质量等问题。
38.实施例2与实施例1不同的是,本实施例中,自适应张力调节机构5的驱动机构采用水平设置的气缸或电缸驱动夹布基座1进行移动,这种方案更加成熟,成本也更低。如图5所示,控制夹布组件2的升降组件3则改换为铰接式旋转组件9,能够控制外罩框6及其内部的装夹组件进行旋摆,以此实现夹布组件2接近或远离夹布基座1。另外,内撑件42更换为伸缩杆机构,能够对两夹臂41的铰接点上端进行顶开动作,以此实现夹布组件2的工作正常进行。
39.除上述实施例外,在本发明的权利要求书及说明书所公开的范围内,本发明的技术特征可以进行重新选择及组合,从而构成新的实施例,这些都是本领域技术人员无需进行创造性劳动即可实现的,因此这些本发明没有详细描述的实施例也应视为本发明的具体实施例而在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。