1.本发明涉及轮胎制造新材料技术领域,尤其涉及一种外观优异的外护胶橡胶组合物及其混炼方法和轮胎。
背景技术:
2.半钢子午线轮胎是由胎面、胎侧、胎体、三角、外护等多部件构成的复杂产品,不同部件起到了不同的作用。轮胎需要在各种复杂路况中进行使用,因此保证轮胎的使用安全,是开发轮胎的最基础要求。
3.随着轮胎行业的快速发展,除了正常安全使用的需求外,消费者对轮胎的外观也越来越看重。胎面、胎侧、外护几个裸露在外部的部件,若有变色、喷霜等问题,会大大影响品牌在消费者心中的价值。
4.当汽油滴在水中,由于油膜的厚度各处都不一样,阳光中不同波长的单色光在不同厚度的地方,有的得到加强,有的减弱甚至相互抵消,因此会产生五颜六色的油膜现象。而在胎面、胎侧、外护部件中,随着小分子油迁出,同样会带来喷出油膜厚度的不均的问题,产生油膜现象。同时,轮胎各部件中的防老剂迁出也会带来变色问题。
5.为此,申请人申请中国发明专利申请(2021105206246,申请日:2021
‑
05
‑
13)公开了一种橡胶组合物及其用途和采用该组合物的轮胎,该组合物能够改善轮胎的外观。一种橡胶组合物,该组合物基于100重量份的橡胶组分,包括2.0
‑
12.0重量份非油类增塑剂,3.0
‑
10.0份纳米级多孔无机材料,1.0
‑
5.0份微晶蜡;本技术开发一种外观优异的胎侧橡胶组合物,使用此橡胶组合物生产胎侧并制备的轮胎,在保证胎侧曲挠及耐老化性能的同时,停放后无喷霜现象,外观优异。
技术实现要素:
6.为了改善外护部件的油膜现象及变色等外观问题,本发明的目是是提供一种外观优异的外护胶橡胶组合物,使用此橡胶组合物生产外护胶并制备的轮胎,在保证外护胶正常使用要求的同时,停放后不易变色,外观优异。
7.为了实现上述的目的,本发明采用了以下的技术方案:
8.一种外观优异的外护胶橡胶组合物,该组合物按质量份计由包括以下的组分的原料混炼制备得到:
9.100重量份的纯橡胶组分;
10.5.0
‑
15.0重量份非油类增塑剂;
11.1.0
‑
4.0重量份酯类表面活性剂;
12.同时不使用充油橡胶,不另加其他增塑剂;
13.所述的非油类增塑剂包括以下的第一结构单元和第二结构单元:
14.第一结构单元:30≤m≤45;
15.第二结构单元:所述的30≤p≤50,r1为h或c1
‑
c3基团,r2为五元环或六元环基团。
16.作为优选,该组合物按质量份计由包括以下的组分的原料混炼制备得到:
17.100重量份的纯橡胶组分;
18.6.0
‑
12.0重量份非油类增塑剂;
19.1.0
‑
3.0重量份酯类表面活性剂。
20.作为优选,第二结构单元为:
21.或者
22.作为优选,所述非油类增塑剂中包括以下的第三结构单元:
23.或者
24.所述的r1为h或c1
‑
c3基团;15≤n≤30。
25.作为优选,所述非油类增塑剂中具有以下ⅰ、ⅱ、ⅲ、ⅳ所示结构中的一种或多种:
[0026][0027]
作为优选,纯橡胶组分由30.0
‑
50.0份天然橡胶,10.0
‑
20.0份非充油乳聚丁苯橡胶,30.0
‑
60.0份聚丁二烯橡胶组成。
[0028]
作为优选,该橡胶组合物还包括60.0
‑
80.0份炭黑,1.0
‑
4.0份氧化锌,0.5
‑
2.0份硬脂酸,2.0
‑
5.5份防老剂,1.0
‑
3.0份促进剂,1.5
‑
3.5份硫磺。
[0029]
作为再优选,防老剂选用0.5
‑
1.5份防老剂tmq、1.0
‑
3.0份防老剂6ppd、0.5
‑
1.0份微晶蜡;促进剂选用cz、ns、dz中的一种或多种。
[0030]
进一步,本发明还提供了一种上述的橡胶组合物的混炼方法,该方法包括以下步骤:
[0031]
1)采用切线型密炼机进行混炼,控制密炼机转子速度35
‑
60rpm,控制上顶栓压力4.8
±
0.2bar,密炼机冷却水温度25
‑
40℃;具体包括以下的工艺步骤:
[0032]
①
加入天然橡胶、丁二烯橡胶、乳聚丁苯橡胶、炭黑、功能性树脂、酯类表面活性剂、橡胶活性剂、橡胶防老剂,压上顶栓使胶料升温至105℃;
[0033]
②
压上顶栓使胶料升温至120℃;
[0034]
③
升上顶栓,保持10秒;
[0035]
④
压上顶栓使胶料升温至140℃;
[0036]
⑤
升上顶栓,保持10秒;
[0037]
⑥
压上顶栓使胶料升温至148℃,排胶压片;
[0038]
2)采用切线型密炼机进行终炼加硫,控制密炼机转子速度15
‑
30rpm,控制上顶栓压力4.2
±
0.2bar,密炼机冷却水温度25
‑
40℃;具体包括以下的工艺步骤:
[0039]
①
加入混炼好的母胶;
[0040]
②
压上顶栓使胶料升温至75℃
[0041]
③
升上顶栓,保持8秒;
[0042]
④
压上顶栓使胶料升温至90℃;
[0043]
⑤
升上顶栓,保持8秒;
[0044]
⑥
压上顶栓使胶料升温至98℃,排胶压片。
[0045]
进一步,本发明还提供了一种轮胎,该轮胎的外护胶采用所述的橡胶组合物硫化制备得到。
[0046]
采用本技术方案的有益效果是:本发明保持外护胶部件原有的生胶体系、填充体系、防老体系、硫化体系不变,但不使用油类增塑剂进行增塑。通过功能性树脂自身良好的增塑能力,替代环保芳烃油,以此减少因小分子的环保油在使用过程中迁出带来的表面油膜现象。同时,加入酯类表面活性剂,进一步提高橡胶组合物中小分子物质的溶解度,减少小分子迁出带来的变色。
附图说明
[0047]
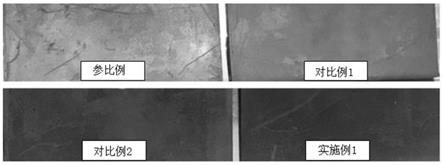
图1参比例与实施例硫化胶停放30d后外观照片。
[0048]
图2参比例与实施例3制备的轮胎停放90d后外观照片。
具体实施方式
[0049]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清查、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。给予本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0050]
参比例
[0051]
原材料组成:40.0份天然橡胶,50.0份丁二烯橡胶,10.0份乳聚丁苯橡胶,75.0份炭黑,7.0份环保芳烃油,2.5份氧化锌,1.0份硬脂酸,1.0份防老剂tmq,1.8份防老剂6ppd,0.9份微晶蜡,1.4份促进剂dz,0.5份促进剂ns,2.3份硫磺。
[0052]
其中,乳聚丁苯橡胶,sbr1500,申华化学工业有限公司;炭黑,n330,卡博特(中国)投资有限公司;环保油,v700,宁波汉圣化工有限公司产品;微晶蜡,ok11213,百瑞美特殊化学品(苏州)有限公司产品;其余原材料均为市售工业级原材料。
[0053]
对比例1
[0054]
原材料组成:40.0份天然橡胶,50.0份丁二烯橡胶,10.0份乳聚丁苯橡胶,75.0份炭黑,4.0份环保芳烃油,3.0份非油类增塑剂,2.5份氧化锌,1.0份硬脂酸,1.0份防老剂tmq,1.8份防老剂6ppd,0.9份微晶蜡,1.4份促进剂dz,0.5份促进剂ns,2.3份硫磺。
[0055]
其中,乳聚丁苯橡胶,sbr1500,申华化学工业有限公司;炭黑,n330,卡博特(中国)投资有限公司;环保油,v700,宁波汉圣化工有限公司产品;微晶蜡,ok11213,百瑞美特殊化学品(苏州)有限公司产品;非油类增塑剂,sl
‑
6801,彤程新材料集团股份有限公司;其余原材料均为市售工业级原材料。
[0056]
对比文件2
[0057]
原材料组成:40.0份天然橡胶,50.0份丁二烯橡胶,10.0份乳聚丁苯橡胶,75.0份炭黑,8.0份非油类增塑剂,2.5份氧化锌,1.0份硬脂酸,1.0份防老剂tmq,1.8份防老剂6ppd,0.9份微晶蜡,1.4份促进剂dz,0.5份促进剂ns,2.3份硫磺。
[0058]
其中,乳聚丁苯橡胶,sbr1500,申华化学工业有限公司;炭黑,n330,卡博特(中国)投资有限公司;微晶蜡,ok11213,百瑞美特殊化学品(苏州)有限公司产品;非油类增塑剂,
sl
‑
6801,彤程新材料集团股份有限公司;其余原材料均为市售工业级原材料。
[0059]
实施例1
[0060]
原材料组成:40.0份天然橡胶,50.0份丁二烯橡胶,10.0份乳聚丁苯橡胶,75.0份炭黑,8.0份非油类增塑剂,2.0份酯类表面活性剂,2.5份氧化锌,1.0份硬脂酸,1.0份防老剂tmq,1.8份防老剂6ppd,0.9份微晶蜡,1.4份促进剂dz,0.5份促进剂ns,2.3份硫磺。
[0061]
其中,乳聚丁苯橡胶,sbr1500,申华化学工业有限公司;炭黑,n330,卡博特(中国)投资有限公司;微晶蜡,ok11213,百瑞美特殊化学品(苏州)有限公司产品;非油类增塑剂,sl
‑
6801,彤程新材料集团股份有限公司;其余原材料均为市售工业级原材料。
[0062]
参比例、对比例、实施例的橡胶组合物混炼方法如下:
[0063]
1)采用切线型密炼机进行混炼,控制密炼机转子速度35
‑
60rpm,控制上顶栓压力4.8
±
0.2bar,密炼机冷却水温度25
‑
40℃;具体包括以下的工艺步骤:
[0064]
①
加入天然橡胶、丁二烯橡胶、乳聚丁苯橡胶、炭黑、功能性树脂(若有)、酯类表面活性剂(若有)、橡胶活性剂、橡胶防老剂,压上顶栓使胶料升温至105℃;
[0065]
②
升上顶栓,加入芳烃油(若有),保持8秒;
[0066]
③
压上顶栓使胶料升温至120℃;
[0067]
④
升上顶栓,保持10秒;
[0068]
⑤
压上顶栓使胶料升温至140℃;
[0069]
⑥
升上顶栓,保持10秒;
[0070]
⑦
压上顶栓使胶料升温至148℃,排胶压片;
[0071]
2)采用切线型密炼机进行终炼加硫,控制密炼机转子速度15
‑
30rpm,控制上顶栓压力4.2
±
0.2bar,密炼机冷却水温度25
‑
40℃;具体包括以下的工艺步骤:
[0072]
①
加入混炼好的母胶;
[0073]
②
压上顶栓使胶料升温至75℃
[0074]
③
升上顶栓,保持8秒;
[0075]
④
压上顶栓使胶料升温至90℃;
[0076]
⑤
升上顶栓,保持8秒;
[0077]
⑥
压上顶栓使胶料升温至98℃,排胶压片。
[0078]
由参比例、对比例、实施例获得的橡胶组合物相关性能参数见表1。表1中300%定伸应力、拉伸强度、伸长率以参比例性能为100%对实施例数据进行处理。由参比例、实施例获得的硫化胶在湿度(50
±
10)%、温度23
±
2℃的实验室条件下停放30d后的外观如图1所示。
[0079]
表1参比例与实施例硫化胶相关性能参数
[0080][0081]
通过表1、图1可知,与参比例相比,对比例1、对比例2、实施例1的硫化胶性能均可达到外护胶的使用要求,参比例、对比例1有油膜现象及变色;对比例2有模糊的位置,变色带来的不够黑;实施例1的外观明显更佳。
[0082]
参比例及外观最佳的实施例ⅲ进行轮胎试制,并将轮胎至于杭州室外90d(5
‑
7月)后,对比轮胎外观如图2所示。
[0083]
通过图2可以看出,与参比例比,实施例3无油膜现象及变色问题,具有明显优异的外观表现。
[0084]
上述测试结果可以说明,一种外观优异的外护胶橡胶组合物及其轮胎,其使用性能可以满足轮胎的使用要求,同时在外观表现上具有明显的优势,对于改善轮胎外观具有显著效果。
[0085]
以上为对本发明实施例的描述,通过对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的。本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施列,而是要符合与本文所公开的原理和新颖点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。