1.本发明涉及功率半导体领域,特别涉及一种半导体电路的自动化生产设备。
背景技术:
2.半导体电路是一种将电力电子和集成电路技术结合的功率驱动类产品,集成了智能控制ic和用于功率输出的igbt、mosfet、frd等大功率器件及一些阻容元件,这些元器件通过锡基焊料焊接在铝基板上。
3.半导体电路的生产包括塑封成型和后固化烘烤两个工艺,塑封成型后得到半成品,再经由烤箱进行烘烤得到成品。具体的,工作人员先进行烘烤箱电源检查,确保烘烤箱处于断电状态,而后打开烤箱门,并将装有后固化架子的台车拉出烘烤箱。然后将装载有半成品的弹夹放入固化夹具中,弹夹必须放入上下定位销内,然后方可上紧螺母,夹具按照从左到右、从上至下的规定摆放,紧固夹具螺母,使模块压紧。
4.检查每个夹具是否都已经加紧,夹具放好后务必要逐个检查到位,以免遗漏,造成品质事故。将后固化架子推进烘烤箱,务必将台车对好对接口,推后固化架子时必须锁住台车定位锁和打开后固化架子定位锁,推后固化架子时需要一个人协助顶住台车,后固化架子进去后必须将架子的定位锁锁紧。
5.关上烤箱门依次打开烘箱电源开关、加热开关、计时开关,确认自动恒温温度为175℃,超温保护温度为195℃,计时为4h,恒温4小时完成后,烘烤箱自动停止加热,打开烤箱门,待半导体电路自然冷却。冷却至60℃后,关闭电源开关,推出烘箱架子,松开夹具螺母,取出弹夹,完成后固化烘烤生产环节。
6.由此可知,现有的半导体电路的生产,需要人工将装载有半成品的弹夹挨个放入固化夹具中,并且在后固化工艺中也需要大量的人工操作,因此,其自动化程度低,导致半导体电路的生产效率低。
技术实现要素:
7.本发明的主要目的在于提出一种半导体电路的自动化生产设备,旨在解决现有的半导体电路的生产效率低的技术问题。
8.为实现上述目的,本发明提出一种半导体电路的自动化生产设备,所述半导体电路的自动化生产设备包括:
9.第一输送线,用于输送塑封成型的半导体电路;
10.固化夹具,设于所述第一输送线的末端,用于装载塑封成型的若干所述半导体电路;
11.驱动机构,设于所述第一输送线上,用于驱动所述固化夹具移动,以将所述第一输送线末端的所述半导体电路装入所述固化夹具;
12.烘烤箱,用于对塑封成型的所述半导体电路进行后固化烘烤;
13.第二输送线,与所述第一输送线对接,用于将装满所述半导体电路的固化夹具输
送至所述烘烤箱内。
14.优选地,所述固化夹具包括底板和若干设于所述底板上的弹夹仓,所述弹夹仓沿竖直方向设置,所述弹夹仓的内部构造有中空腔体,所述中空腔体内堆叠有若干用于装夹所述半导体电路的弹夹,所述弹夹仓的一侧设有与所述中空腔体相通、用于供所述半导体电路进入所述弹夹内的第一开口。
15.优选地,所述固化夹具还包括弹夹压紧机构,所述弹夹压紧机构包括设于所述底板上方的顶板、设于所述顶板与所述底板之间的压紧板、设于所述压紧板与所述底板之间的第一导柱和设于所述顶板与所述底板之间的第二导柱,所述压紧板与所述顶板通过连杆连接,所述第二导柱上设有锁紧螺母,所述压紧板可沿竖直方向移动。
16.优选地,所述压紧板的底部设有若干用于插入所述弹夹仓内的压块,所述弹夹仓的上方设有第二开口,所述第二开口与所述压块相适配。
17.优选地,所述半导体电路的自动化生产设备还包括套设于所述连杆上的伸缩弹簧。
18.优选地,所述弹夹仓设置为四个,四个所述弹夹仓在分别位于所述底板的前后左右四个方向上。
19.优选地,所述半导体电路的自动化生产设备还包括设于所述固化夹具一侧的电动扳手,所述电动扳手用于自动锁紧所述锁紧螺母。
20.优选地,所述烘烤箱包括箱体和若干设于所述箱体内的烘烤区,若干所述烘烤区沿竖直方向依次层叠设置,每层所述烘烤区对应不同的烘烤温度,各层所述烘烤区之间通过第三输送线传送所述固化夹具。
21.优选地,所述烘烤区设置为三层,三层所述烘烤区依次对应升温区、恒温区和降温区。
22.优选地,所述恒温区的传送轨道呈s形设置。
23.与现有技术相比,本发明实施例的有益技术效果在于:
24.本发明中,通过第一驱动机构自动将第一输送线上的半导体电路装载于固化夹具中,而后再通过第二输送线自动将该固化夹具输送至烘烤箱中,以对装载于固化夹具中的半导体电路进行后固化处理,最终得到半导体电路成品。由于本发明采用全自动化的方式对塑封成型的半导体电路进行后固化,因此,半导体电路的生产效率将大大提高,同时还可提高半导体电路的生产质量。
附图说明
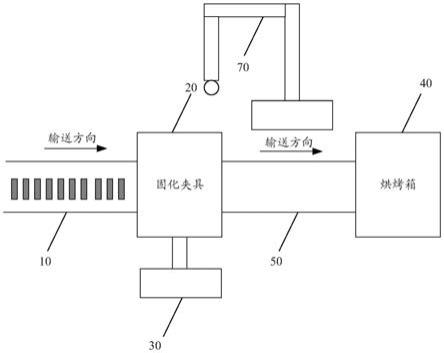
25.图1为本发明一实施例中半导体电路的自动化生产设备的结构示意图;
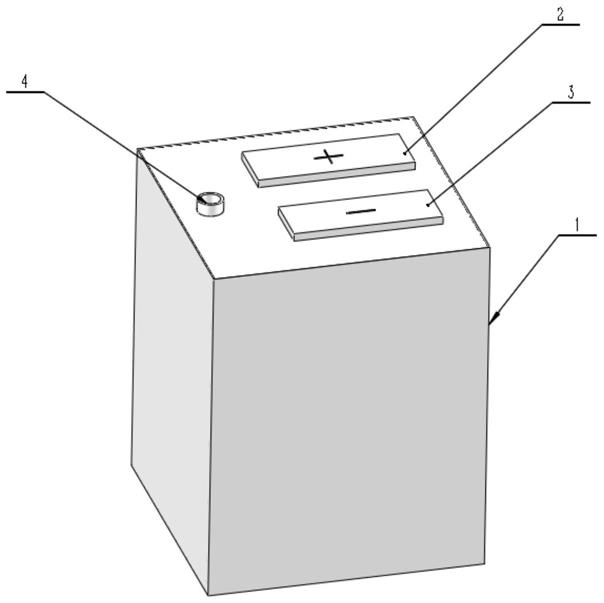
26.图2为图1实施例中的固化夹具的结构示意图;
27.图3为图1实施例中的烘烤箱的温度曲线图;
28.图4为本发明另一实施例中的烘烤箱的恒温区的结构示意图。
具体实施方式
29.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附
图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
31.还需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上时,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接”另一个元件,它可以是直接连接另一个元件或者可能同时存在居中元件。
32.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
33.本发明提到的半导体电路,是一种将功率开关器件和高压驱动电路等集成在一起,并在外表进行密封封装的一种电路模块,在电力电子领域应用广泛,如驱动电机的变频器、各种逆变电压、变频调速、冶金机械、电力牵引、变频家电等领域应用。这里的半导体电路还有多种其他的名称,如模块化智能功率系统(modular intelligent power system,mips)、智能功率模块(intelligent power module,ipm),或者称为混合集成电路、功率半导体模块、功率模块等名称。在本发明的以下实施例中,统一称为模块化智能功率系统(mips)。
34.实施例一
35.请参见图1,本发明提出一种模块化智能功率系统的自动化生产设备,该自动化生产设备包括:
36.第一输送线10,用于输送塑封成型的模块化智能功率系统;
37.固化夹具20,设于第一输送线10的末端,用于装载塑封成型的若干模块化智能功率系统;
38.驱动机构30,设于第一输送线10上,用于驱动固化夹具20移动,以将第一输送线10末端的模块化智能功率系统装入固化夹具20;
39.烘烤箱40,用于对塑封成型的模块化智能功率系统进行后固化烘烤;
40.第二输送线50,与第一输送线10对接,用于将装满模块化智能功率系统的固化夹具20输送至烘烤箱40内。
41.本实施例中,第一输送线10用于将塑封成型的模块化智能功率系统从塑封成型设备处输送至固化夹具20处,固化夹具20位于第一输送线10的末端位置处,以用于装载第一输送线10所输送的模块化智能功率系统。第一输送线10可以采用同步带输送,也可以采用辊轮输送,包括但不限于此,本领域技术人员可根据实际情况进行设计。
42.作为优选,可在第一输送线10的末端位置处设置光电传感器,待塑封成型的模块化智能功率系统经由此处时,光电传感器所发出的光信号将被模块化智能功率系统所遮
挡,从而产生信号变化,以供驱动机构30据此控制固化夹具20的移动。
43.进一步的,固化夹具20用于装夹待固化的模块化智能功率系统,其可一次装夹多个模块化智能功率系统。固化夹具20在第一输送线10的末端位置处放置有多个,以在第一个固化夹具20装满模块化智能功率系统后,将第二个固化夹具20安装于第一输送线10上,在第一个固化夹具20装满模块化智能功率系统后,通过第二输送线50将该固化夹具20输送至烘烤箱40内。在第二输送线50输送固化夹具20的过程中,第一输送线10持续将塑封成型的模块化智能功率系统输送至空的固化夹具20内,从而可保证不停机工作,进而提高模块化智能功率系统的生产效率。
44.第二输送线50与第一输送线10对接,用于将装满模块化智能功率系统的固化夹具20输送至烘烤箱40内。第二输送线50上也可设置光电传感器,以在光电传感器检测到固化夹具20时,控制烘烤箱40打开,此仅为示例性的,而非限制性的。
45.更进一步的,本实施例所提出的驱动机构30可驱动固化夹具20沿竖直方向和水平方向移动,具体为上下前后左右。也即,固化夹具20可在驱动机构30的驱动下沿多个方向移动,以使得第一输送线10所输送的模块化智能功率系统装满固化夹具20。
46.作为优选,本实施例所提出的塑封模块化智能功率系统放入烘烤箱40后,需要在175℃高温中恒温烘烤4小时,此仅为示例性的,而非限制性的。
47.实施例二
48.请参见图2,本实施例所提出的固化夹具20包括底板21和若干设于底板21上的弹夹仓22,弹夹仓22沿竖直方向设置,弹夹仓22的内部构造有中空腔体,中空腔体内堆叠有若干用于装夹模块化智能功率系统的弹夹23,弹夹仓22的一侧设有与中空腔体相通、用于供模块化智能功率系统进入弹夹23内的第一开口。本实施例中,固化夹具20包括有作为安装基座的底板21,底板21水平设置,底板21上沿竖直方向设置有若干弹夹仓22,弹夹仓22的内部构造有用于堆叠弹夹23的中空腔体,该中空腔体的形状及大小与弹夹23相适配。弹夹23用于装夹塑封成型的模块化智能功率系统,每个弹夹23中装夹有一个模块化智能功率系统,弹夹仓22的一侧开设有与中空腔体相通的第一开口。在装夹模块化智能功率系统时,模块化智能功率系统从该第一开口进入弹夹23内,实现对于模块化智能功率系统的自动装夹。
49.具体的,塑封成型的模块化智能功率系统经第一输送线10输送至固化夹具20处,该模块化智能功率系统经由第一开口输送至第一弹夹23内,而后通过驱动机构30驱动固化夹具20整体上移或下移,以使得装夹有模块化智能功率系统的第一弹夹23上移或下移预设距离,并且使得与第一弹夹23相邻的第二弹夹23与第一输送线10对齐,然后第一输送线10上的模块化智能功率系统再经由第一开口输送至第二弹夹23内,如此循环往复,直至固化夹具20中装满模块化智能功率系统。
50.本发明中,通过第一驱动机构自动将第一输送线上的模块化智能功率系统装载于固化夹具中,而后再通过第二输送线自动将该固化夹具输送至烘烤箱中,以对装载于固化夹具中的模块化智能功率系统进行后固化处理,最终得到模块化智能功率系统成品。由于本发明采用全自动化的方式对塑封成型的模块化智能功率系统进行后固化,因此,模块化智能功率系统的生产效率将大大提高,同时还可提高模块化智能功率系统的生产质量。
51.实施例三
52.请参见2,本实施例所提出的固化夹具20还包括弹夹压紧机构24,弹夹压紧机构24包括设于底板21上方的顶板241、设于顶板241与底板21之间的压紧板242、设于压紧板242与底板21之间的第一导柱243和设于顶板241与底板21之间的第二导柱244,压紧板242与顶板241通过连杆245连接,第二导柱244上设有锁紧螺母246,压紧板242可沿竖直方向移动。本实施例中,为使得弹夹仓22内的弹夹23保持压紧状态,在底板21上方设置有弹夹压紧机构24。弹夹压紧机构24包括顶板241、压紧板242、第一导柱243和第二导柱244,顶板241与底板21相对设置并位于底板21的上方,第一导柱243设于底板21与压紧板242之间,压紧板242可在第一导柱243上相对底板21移动,第二导柱244设于底板21与顶板241之间,顶板241可在第二导柱244上相对底板21移动,第二导柱244位于两第一导柱243之间。
53.进一步的,顶板241与压紧板242之间通过连杆245连接,顶板241在相对底板21向下移动时,可通过连杆245带动压紧板242相对底板21向下。更进一步的,第二导柱244上设置有锁紧螺母246,在顶板241向下移动至预设位置后,也即压紧板242压紧弹夹仓22内的弹夹23,通过锁紧螺母246将压紧板242锁紧,可以通过人工锁紧,也可通过机械手锁紧,本领域技术人员可根据实际情况进行设计。
54.实施例四
55.请参见图2,本实施例所提出的压紧板242的底部设有若干用于插入弹夹仓22内的压块247,弹夹仓22的上方设有第二开口,第二开口与压块247相适配。本实施例中,在压紧板242的底部设置有若干压块247,每个压块247对应一个弹夹仓22。也即,本实施例所提出的压块247的数量可根据弹夹仓22的数量进行设计,例如弹夹仓22在底板21上设置为三个,则可对应弹夹仓22设置三个压块247,三个压块247均设置在压紧板242的底板21,以跟随压紧板242一同移动。进一步的,本实施例所提出的弹夹仓22的上方设置有第二开口,弹夹23可通过该第二开口放入于弹夹仓22内,与此同时,压块247亦可经由该第二开口压入于中空腔体内,以将弹夹仓22内的弹夹23压紧。
56.实施例五
57.请参见图2,本实施例所提出的模块化智能功率系统的自动化生产设备还包括套设于连杆245上的伸缩弹簧。本实施例中,在顶板241带动压紧板242向下移动时,压紧板242与弹夹23之间的接触为柔性接触,而非刚性接触,如此可降低弹夹23损坏的风险,提高弹夹23的使用寿命。
58.实施例六
59.本实施例所提出的弹夹仓22设置为四个,四个弹夹仓22在分别位于底板21的前后左右四个方向上。本实施例中,先装左前方的弹夹仓22,在装夹时,通过驱动机构30驱动固化夹具20整体上移或下移,以将左前方的弹夹仓22装满;待左前方的弹夹仓22装满后,通过驱动机构30驱动固化夹具20整体向右移动,以使得右前方的弹夹仓22与第一输送线10上的模块化智能功率系统对齐,然后再通过驱动机构30驱动固化夹具20整体上移或下移,以将右前方的弹夹仓22装满;待右前方的弹夹仓22装满后,通过驱动机构30驱动固化夹具20整体旋转180
°
,以使得左后方的弹夹仓22与第一输送线10上的模块化智能功率系统对齐,然后再通过驱动机构30驱动固化夹具20整体上移或下移,以将左后方的弹夹仓22装满;待左后方的弹夹仓22装满后,通过驱动机构30驱动固化夹具20整体向右移动,以使得右后方的固化夹具20与第一输送线10上的模块化智能功率系统对齐,而后再通过驱动机构30驱动固
化夹具20整体上移或下移,以将右后方的弹夹仓22装满。
60.实施例七
61.请参见图1,本实施例所提出的模块化智能功率系统的自动化生产设备还包括设于固化夹具20一侧的电动扳手70,电动扳手70用于自动锁紧锁紧螺母246。本实施例中,为进一步提高模块化智能功率系统的生产效率,在固化夹具20装满模块化智能功率系统后,通过电动扳手70将固化夹具20上的锁紧螺母246锁紧,以使得弹夹仓22内的弹夹23处于压紧状态。具体的,电动扳手70在接收到固化夹具20装满模块化智能功率系统的信号时,电动扳手70会对锁紧螺母246进行顺时针旋转,直至达到设定的扭力值,而后,电动扳手70停止旋转并回到起止位等待下一次工作。
62.实施例八
63.本实施例所提出的烘烤箱40包括箱体和若干设于箱体内的烘烤区,若干烘烤区沿竖直方向依次层叠设置,每层烘烤区对应不同的烘烤温度,各层烘烤区之间通过第三输送线传送固化夹具20。本实施例中,在烘烤箱40内设置有若干沿竖直方向依次层叠的烘烤区,每层烘烤区对应不同的烘烤温度,各层烘烤区之间通过第三输送线传送固化夹具20。作为优选,本实施例所提出的固化夹具20时刻处于移动状态,也即一边输送一边对固化夹具20中的模块化智能功率系统进行后固化烘烤。进一步的,本实施例所提出的第三输送线为耐高温的输送装置。
64.实施例九
65.请参见图3,本实施例所提出的烘烤区设置为三层,三层烘烤区依次对应升温区、恒温区和降温区。本实施例中,烘烤箱40主要分为三个区域,分别为升温区、恒温区和降温区,模块化智能功率系统需要在175℃高温中,恒温烘烤4小时。作为优选,本实施例所提出的烘烤箱40的升温区为单层传送轨道,整段升温区的轨道长为l
升
,传送时间为t
升
,也是烘烤箱40从0℃升到175℃的升温时间,传送速度为v
升
=l
升
/t
升
。
66.实施例十
67.请参见图4,本实施例所提出的恒温区的传送轨道呈s形设置。本实施例中,由于单体烘烤需要4个小时的时间,该烘烤时间较长,因此,烘烤箱40的恒温区设计成四层,每一层的传送时间为1小时。恒温区的传送轨道整体呈s形,可减小烘烤箱40的横向占用空间,从而尽可能的减小烘烤箱40的体积。固化夹具20在恒温区烘烤4小时后进入降温区,烘烤箱40的降温区为单层传送轨道,整段降温区的传送轨道长为l
降
,传送时间为t
降
,也是烘烤箱40从175℃降到60℃的降温时间,传送速度为v
降
=l
降
/t
降
。
68.以上的仅为本发明的部分或优选实施例,无论是文字还是附图都不能因此限制本发明保护的范围,凡是在与本发明一个整体的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。