1.本发明涉及焊机设备技术领域,尤其涉及一种之形桁架焊机。
背景技术:
2.由于传统的桁架焊机基本为单体存在,需要人工操作,对工人要求高且 操作不当严重影响工人身体健康,对于需要大批量生产的之形桁架焊接件来 说,工厂需要招聘更多具有高水平焊接技术的工人,不仅增长成本,而且焊 接的精度和要求不易把控,用一种一体化的之形桁架焊机的新型焊机来替代 传统人工焊接问题就越来越重要。
3.目前,对大机构桁架制造焊接企业来说,单体存在的焊机虽然设备便宜 应用广泛但是不适合大规模生产整体式焊接桁架,因此亟需设计一种具有高 效率、高精度、一体化程度高、整体生产成本低的专用之形桁架焊机来提升 工厂生产需要,提高工业产能,实现之形桁架一体化生产焊接,使用最少的 人类获得最大化效益,在保证桁架焊接质量的同时又提高生产效率,并且此 设备节省人力、保证生产安全。
技术实现要素:
4.为解决上述问题,本发明提供一种之形桁架焊机,其具有高效率、高精 度、能够实现送进、弯折、焊接和剪断等多功能的一体化。
5.为达上述目的,本发明的技术方案是这样实现的:
6.一种之形桁架焊机,包括工作台、斜杆钢丝、上弦杆、下弦杆、斜杆钢 丝送进机构、斜杆弯折机构、桁架焊接机构和桁架剪断机构,所述的斜杆钢 丝送进机构安装在工作台的左端,斜杆弯折机构、桁架焊接机构和桁架剪断 机构皆安装在工作台的右端,斜杆弯折机构和桁架焊接机构皆安装在工作台 上,斜杆弯折机构设置在斜杆钢丝送进机构的右端,桁架焊接机构设置在桁 架剪断机构的左端,所述斜杆钢丝通过斜杆钢丝送进机构压紧送进斜杆弯折 机构,所述斜杆折弯机构对送进过程中的斜杆钢丝折弯成之形桁架,所述桁 架焊接机构设置在斜杆弯折机构的右端,以便对之形桁架与上弦杆和下弦杆 进行焊接,所述桁架剪断机构将焊接部分进行切断。
7.一种之形桁架焊机还包括用于控制斜杆钢丝进入斜杆弯折机构所需长度 的斜杆弯折跟进机构,所述斜杆弯折跟进机构安装在工作台上,斜杆弯折跟 进机构位于斜杆钢丝送进机构与斜杆弯折机构之间。
8.一种之形桁架焊机还包括用于控制桁架整体切断长度的桁架整体送进机 构,所述桁架整体送进机构安装在工作台上,桁架整体送进机构位于桁架焊 接机构和桁架剪断机构之间。
9.所述的工作台上通过螺栓固定连接有滑轨座a,所述两个滑轨座a之间设 有第一滑轨,第一滑轨上滑动连接有滑座a,斜杆钢丝送进气缸与斜杆钢丝 送进夹紧气缸连接,斜杆钢丝送进夹紧气缸设置在滑座a上,夹紧板a通过 铰链铰接在斜杆钢丝送进夹紧气缸的活塞杆上,所述夹紧板a压紧斜杆钢丝 使斜杠钢丝跟进运动。
10.所述工作台上安装有两个轴承盖板,两个轴承盖板之间设有滚动轴承, 在工作台上设有前挡板驱动气缸、前定位销驱动气缸和弯折气缸,折弯夹紧 块通过折弯夹紧块铰链设置在折弯导向座上,折弯夹紧块铰接在前挡板驱动 气缸的活塞杆上,前定位销固定连接在前定位销驱动气缸上,中间折弯销设 置在折弯导轨内,中间折弯销铰接在弯折气缸上,中间折弯销活动连接在折 弯导向座内,折弯导向座固定连接在工作台上。
11.所述工作台上固定连接有桁架提升导向槽,工作台上还固定连接有支架, 焊接上板通过一组支架固定连接在导向座板上,导向座板通过另一组支架固 定连接在工作台上,焊接驱动气缸固定连接在焊接上板上,在焊接驱动气缸 上通过螺钉固定连接有第一连杆,导向方孔圆柱固定连接在导向座板上,第 一连杆穿过导向座板与耳座固定连接,在耳座内通过铰链铰接有上电机横梁, 在上电机横梁的两端分别固定连接一个上电极,两个下电极皆固定连接在工 作台上,两个下电极与两个上电极的位置相对应,设有两个定位叉,两个定 位叉分别固定连接在两个定位叉气缸的活塞杆上,两个定位叉气缸皆固定连 接在工作台上,所述定位叉通过定位叉气缸向前推动进而将上弦杆、下弦杆 和弯折的斜杆钢丝固定,所述上电极与下电极通电进行焊接。
12.所述工作台上固定连接有剪断气缸座,剪断气缸座上固定连接有剪断气 缸,在静剪断刀上固定连接有剪断滑杆,剪断滑台的两端分别固定连接一个 滑台连接件,两个剪断滑台分别滑动连接在两个剪断滑杆上,剪断滑台上固 定连接有第二连杆,第二连杆与加力杠杆的一端通过铰链铰接,加力杠杆的 另一端与剪断气缸铰接,在剪断滑台上通过螺钉固定连接有动剪断刀,静剪 断刀固定连接在工作台上,所述剪断气缸推进动剪断刀与静剪断刀配合剪切 焊接后的之形桁架。
13.所述工作台上安装有剪断夹紧气缸座,剪断夹紧气缸座上安装有剪断夹 紧气缸,在剪断夹紧气缸上通过螺钉固定连接有剪断动夹紧板,剪切时剪断 夹紧气缸推进剪断动夹紧板压紧上弦杆、下弦杆和斜杆钢丝以便剪切焊接后 的之形桁架。
14.所述工作台上安装有斜杆钢丝跟进气缸和滑轨座b,所述两个滑轨座b 之间设有第二滑轨,滑座b滑动连接在第二滑轨上,在两个滑座b之间安装 有跟进滑台,斜杆钢丝跟进气缸铰接在跟进滑台上,跟进滑台上固定连接有 支架,支架上固定连接有斜杆钢丝跟进夹紧气缸,杠杆的两端分别与第三连 杆和斜杆钢丝跟进夹紧气缸通过铰链铰接,跟进滑台上通过螺钉固定连接有 定夹紧板,动夹紧板与第三连杆铰接,动夹紧板滑动连接在支架的下端,所 述动夹紧板与定夹紧板同一平面。
15.所述工作台上固定连接有整体送进高度垫板,整体送进高度垫板上固定 连接有整体送进滑台滑座,两个所述整体送进滑台滑座之间安装有滑台滑轨, 在滑台滑轨上滑动连接有整体送进滑台,整体送进滑台滑座与整体送进气缸 连接,整体送进气缸固定连接在工作台上,整体送进顶板固定连接在整体送 进滑台上,整体送进顶板固定连接在整体送进夹紧气缸上,整体送进动夹紧 板与整体送进夹紧气缸通过螺钉固定连接,整体送进夹紧气缸推进整体送进 动夹紧板和整体送进静夹紧板压紧固定焊接后的上弦杆、下弦杆和斜杆钢丝。
16.所述的斜杆钢丝送进气缸、斜杆钢丝送进夹紧气缸、斜杆钢丝跟进气缸、 斜杆钢丝跟进夹紧气缸、前挡板驱动气缸、弯折气缸、前定位销驱动气缸、 焊接驱动气缸、定位叉气缸、整体送进夹紧气缸、整体送进气缸、剪断夹紧 气缸座和剪断气缸等气压驱动方式均
采用plc程序控制气压回路的方式。
17.所述的斜杆钢丝送进机构还包括夹紧板b,夹紧板b通过杠杆a和弹簧 的配合讲斜杆钢丝压紧。
18.所述的斜杆钢丝跟进气缸安装在工作台的下方,且斜杆钢丝跟进气缸与 跟进滑台的中间位置连接。
19.所述的第三连杆和杠杆均设有两个,两个杠杆的两端一端铰接皆铰接在 斜杆钢丝跟进夹紧气缸上,另一端分别与两个第三连杆铰接,两个第三连杆 皆与动夹紧板铰接,
20.作为本发明的进一步改进,若对精度要求不高的桁架焊机而言,可以用 定尺寸圆孔作为所述斜杆钢丝送进机构承担送进和捋直过程,当所述斜杆弯 折跟进机构作用时其内部的钢丝受到牵引力牵引未加工钢丝进入定尺寸孔捋 直送进。
21.作为本发明的进一步改进,所述的定夹紧板与跟进滑台为一体。
22.作为本发明的进一步改进,所述轴承盖板和滚动轴承可以更换为与所示 滑轨折弯导轨在同一平面滑轨。
23.作为本发明的进一步改进,所述中间折弯销与折弯导轨可以采用滚动轴 承连接。
24.作为本发明的进一步改进,所述焊接驱动气缸、第一连杆和耳座各机构 应增加橡胶垫片。
25.作为本发明的进一步改进,所述上电极和下电极与上电极横梁和工作台 面应增加橡胶绝缘圈。
26.作为本发明的进一步改进,所述上电极横梁和耳座应采用调节螺钉连接, 所述上电极横梁上设有水平仪。
27.作为本发明的进一步改进,所述整体送进气缸安装在工作台的下方,且 与整体送进滑台模块中间连接。
28.作为本发明的进一步改进,所述整体送进高度垫板应增加已焊接桁架卡 槽,且增加高度低于整体桁架高度。
29.作为本发明的进一步改进,所述桁架剪断机构应减少对剪断气缸的行程 损耗。
30.作为本发明的进一步改进,所述剪断夹紧模块和剪断模块应增加平行轨 道。
31.作为本发明的进一步改进,所述斜杆钢丝送进机构、斜杆折弯跟进机构、 斜杆弯折机构、桁架焊接机构、桁架整体送进机构和桁架剪断机构应紧凑安 装在工作台上。
32.作为本发明的进一步改进,所述的各气缸位置应增加橡胶垫圈。
33.相比于现有技术,本发明所述的一种之形桁架焊机具备以下有益效果:
34.本发明所述的一种之形桁架焊机,通过合理的结构设计,在有限空间的 工作台上实现上弦杆、斜杆钢丝、下弦杆的焊接,分步骤实现斜杆钢丝送进, 将卷状或其他形状钢丝夹紧送进焊机以进行下部操作,分步骤实现斜杆弯折 跟进机构和斜杆弯折机构配合对钢丝进行弯折,将斜杆钢丝弯折成之形,分 步骤实现桁架焊接机构和桁架整体送进机构将之形桁架焊接成型并整体送出 焊机,进而之形桁架基本制作成型,通过桁架剪断机构将之形桁架定长度剪 断;所述一种之形桁架焊机实现了送进、焊接、剪切一体化,推动之形桁架 焊接的机械化和自动化生产,在保证生产率的同时提高生产质量,在大批量 生产中有节省人力成本和保证生产安全等优点,可以通过斜杆弯折跟进机构 控制斜杆钢丝的所需折弯的长度,还可以通过桁架整体送进机构改变对桁架 整体剪断的长度。
附图说明
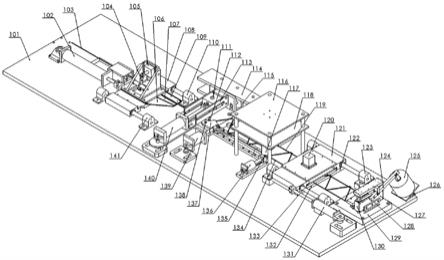
35.图1为本发明结构示意图;
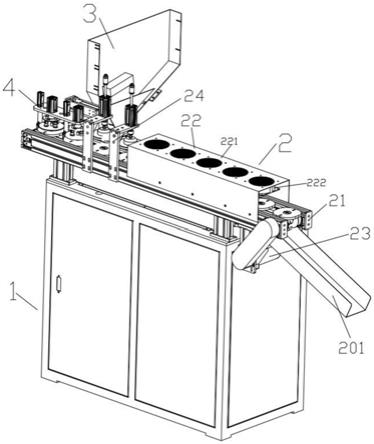
36.图2为本发明斜杆钢丝送进机构结构示意图;
37.图3为本发明斜杆弯折跟进机构示意图;
38.图4为本发明斜杆弯折机构示意图;
39.图5为本发明桁架焊接机构示意图;
40.图6为本发明桁架整体送进机构示意图;
41.图7为本发明桁架剪断机构示意图一;
42.图8为本发明桁架剪断机构示意图二;
43.图9为本发明气压原理图;
44.图10为本发明整体动作时继图。
45.图中各主要附图标记的含义为:
46.图1至图8:工作台101、斜杆钢丝跟进气缸102、斜杆钢丝103、杠杆 104、斜杆钢丝跟进夹紧气缸105、跟进滑台106、动夹紧板107、滑座b108、 定夹紧板109、滑轨座b110、中间折弯销111、前定位销112、折弯导轨113、 轴承盖板114、滚动轴承115、焊接上板116、上电极横梁117、导向座板118、 上弦杆119、整体送进夹紧气缸120、整体送进滑台121、滑台滑轨122、整 体送进滑台滑座123、加力杠杆124、剪断气缸125、剪断气缸座126、剪断 滑台127、动剪断刀128、静剪断刀129、滑台连接件130、整体送进气缸131、 整体送进静夹紧板132、整体送进动夹紧板133、下弦杆134、定位叉135、 定位叉气缸136、折弯夹紧块137、折弯夹紧块铰链138、前挡板驱动气缸139、 弯折气缸140、斜杆钢丝送进气缸201、滑轨座a202、第一滑轨203、斜杆 钢丝送进夹紧气缸204、夹紧板a205、滑座a206、支架301、第三连杆302、 前定位销驱动气缸401、折弯导向座402、桁架提升导向槽501、焊接驱动气 缸502、第一连杆503、导向方孔圆柱504、耳座505、上电极506、下电极507、整体送进高度垫板601、整体送进顶板602、剪断夹紧气缸701、剪断 滑杆702、剪断夹紧气缸座703、剪断动夹紧板704、第二连杆705;
47.图9:斜杆钢丝送进气缸201;伸缩销气缸2;弯折气缸140;弯折跟进 送丝气缸4;定位叉驱动气缸5;桁架送进气缸6;切断驱动气缸7;焊接驱 动气缸502;斜杆钢丝夹紧气缸9;弯折跟进夹紧气缸10;弯折夹紧气缸11;
48.图10:1a、斜杆钢丝送进;1b、斜杆钢丝送进气缸返回;2a、伸缩折弯 销上顶;2b、伸缩折弯销返回;3a、折弯夹紧装置夹紧;3b、折弯夹紧装置 返回;4a、折弯气缸推进;4b、折弯气缸返回;5a、折弯跟进气缸推进;5b、 折弯跟进气缸返回;6a、定位叉推进;6b、定位叉返回;7a、上电极下压; 7b、上电极返回;8a、焊接成型;9a、桁架整体送进;9b、整体送进气缸返 回;10a、剪断成型;10b、剪断气缸返回。
49.实施方式
50.下面参考附图并结合实施例来详细说明本发明。
51.参看图1,示出了本发明能够实现送进、弯折、焊接和剪断等多功能的一 体化,在工作台上设有斜杆钢丝送进机构、斜杆弯折机构、桁架焊接机构和 桁架剪断机构,通过斜杆钢丝送进机构讲斜杆钢丝103压紧送进整个焊机, 然后通过斜杆折弯机构对送进过程中的斜杆钢丝103折弯成之形桁架,所述 桁架焊接机构与斜杆弯折机构相邻设置,可以通过
桁架焊接机构对弯折的斜 杆钢丝103与上弦杆119和下弦杆134进行焊接,然后将焊接部分移动到桁 架剪断机构的下方,通过桁架剪断机构讲焊接部分进行切断,进而能够通过 斜杆钢丝送进机构、斜杆弯折机构、桁架焊接机构和桁架剪断机构能够实现 送进、弯折、焊接和剪断一体化。
52.进一步地,将斜杆钢丝送进机构、斜杆弯折机构、桁架焊接机构和桁架 剪断机构紧凑设置在工作台101上,进而能够减少工作台101长度,提高空 间利用率。
53.参看图1和图3,示出了本发明不仅能够对斜杆钢丝103送进过程中保证 斜杆钢丝103平移运动还能够调整斜杆钢丝103送进下一工位所需的长度, 在工作台101上还设有用于调整斜杆钢丝进入下一工位所需长度的斜杆弯折 跟进机构,所述斜杆弯折跟进机构位于斜杆钢丝送进机构和斜杆弯折机构之 间,在通过斜杆钢丝送进机构将斜杆钢丝103送进过程中,是斜杆钢丝103 进入到斜杆钢丝弯折跟进机构内,进而能够保证斜杆钢丝103在送进过程中 能够平移运动,在斜杆钢丝103送进到所需的长度时,通过斜杆钢丝弯折跟 进机构讲斜杆钢丝103夹紧固定,然后使斜杆弯折跟进机构在工作台101上 向着斜杆弯折机构的方向移动,进而能够带动斜杆钢丝103向着斜杆弯折机 构的方向移动,根据斜杆弯折跟进机构在工作台101上移动的距离,能够调 整斜杆钢丝103移动到斜杆弯折机构内的长度,然后通过斜杆弯折机构将斜 杆钢丝103折弯成之形,从而能够调整斜杆钢丝103向着下一工位即斜杆弯 折机构的所需长度。
54.参看图1和图6,示出了本发明能够调整桁架整体的切断长度,在工作台 101上设有用于调整桁架整体切断长度的桁架整体送进机构,桁架整体送进 机构位于桁架焊接机构和桁架剪断机构之间,在通过桁架焊接机构对弯折后 的斜杆钢丝103与上弦杆119和下弦杆134焊接后,使其形成整体桁架,然 后通过桁架整体送进机构讲桁架夹紧,然后使桁架整体送进机构在工作台 101上向着桁架剪断机构的方向移动,可以根据所需桁架的长度来调整桁架 整体送进机构移动的距离,使桁架整体送进机构带动桁架向着桁架剪断机构 的方向移动到桁架剪断机构的下方,通过桁架剪断机构对桁架进行切断。
55.进一步地,通过斜杆钢丝送进机构,斜杆弯折跟进机构、斜杆弯折机构、 桁架焊接机构、桁架整体送进机构和桁架剪断机构来实现送进、跟进、弯折、 整体送进和剪断等多功能的一体化,使该装置具有结构简单,操作方便,工 位紧凑、生产效率高、可批量生产桁架等优点。
56.参看图1和图2,示出了本发明对斜杆钢丝进行送进的实施例的示意图, 所述斜杆钢丝送进气缸201通过铰链铰接在工作台101上,滑轨座a202通过 螺栓固定连接在工作台101上,设有两个第一滑轨203,两个第一滑轨203 上均滑动连接一个滑座a206,两个第一滑轨203的两端均固定连接一个滑轨 座a202,斜杆钢丝送进气缸201与斜杆钢丝送进夹紧气缸204连接,斜杆钢 丝送进夹紧气缸204设置在滑座a206上,夹紧板a205通过铰链铰接在斜杆 钢丝送进夹紧气缸204上,
57.该装置工作时,启动斜杆钢丝送进气缸201推动斜杆钢丝送进模块沿着 第一滑轨203滑动,为了保证将斜杆钢丝103送入之形桁架焊机后的每一段 的准确运动,然后避免后面焊接出现斜杆钢丝103长度不足,然后启动斜杆 钢丝送进夹紧气缸204对夹紧板a205进行加压,使夹紧板a205将斜杆钢丝 103压紧在壳体预定路线内,然后再通过斜杆钢丝送进气缸201使整个斜杆 钢丝送进模块拉动斜杆钢丝103向着下一工位移动,
58.进一步地,还包括夹紧板b,夹紧板a205与斜杆钢丝送进夹紧气缸204 铰接,夹紧板b通过杠杆a和弹簧的共同作用的方式夹紧钢丝,在斜杆钢丝 夹紧气缸204推进与其铰接的夹紧板a205的同时,夹紧板b用弹簧的弹力保 持持续夹紧,进而当斜杆钢丝103送进时,若斜杆钢丝103有向后移动的趋 势时,夹紧板a205因偏心夹紧而产生一个夹紧力,可以防止斜杆钢丝103 后窜,增加传动稳定性和准确性。
59.参看图1和图4,示出了本发明对斜杆钢丝折弯的实施例的示意图,设有 两个轴承盖板114,两个轴承盖板114皆安装在工作台101上,滚动轴承115 安装在两个轴承盖板114之间,前挡板驱动气缸139、前定位销驱动气缸401 和弯折气缸140皆安装在工作台101上,折弯夹紧块137通过折弯夹紧块铰 链138铰接在折弯导向座402上,折弯夹紧块137通过铰链铰接在前挡板驱 动气缸139上,前定位销112通过螺钉固定连接在前定位销驱动气缸401上, 中间折弯销111安装在折弯导轨113内,中间折弯销111通过铰链铰接在弯 折气缸140上,中间折弯销111在折弯导向座402内活动连接,折弯导向座 402通过螺钉固定连接在工作台101上,
60.斜杆钢丝折弯机构工作时,前定位销驱动气缸401对斜杆钢丝103的斜 向长度进行定位,然后启动前挡板驱动气缸139推进折弯夹紧块137将斜杆 钢丝103下弦杆部分折弯,同时所述弯折气缸140推动中间折弯销111,使 中间折弯销111在折弯导向座402内运动将斜杆钢丝103上弦杆部分进行折 弯,在斜杆钢丝103的上下弦杆部分折弯后,前定位销驱动气缸401、前挡 板驱动气缸139和弯折气缸140均排气回缩,前定位销112回缩,前挡板驱 动气缸139带动折弯夹紧块137回缩,弯折气缸140带动中间折弯销111沿 另一侧轨迹退回初始位置,通过上述操作进而将斜杆钢丝103进行折弯成之 形,
61.进一步地,所述轴承盖板114与滚动轴承115可更换为滑轨与折弯导轨 113在同一平面滑轨,进而在保证运动水平的同时提高运动稳定性,
62.进一步地,所述的中间折弯销111和折弯导轨113可以采用滚动轴承连 接,进而能够提高中间折弯销111在折弯导向座402内运动的流畅性,
63.进一步地,所述折弯夹紧块137上应增加顶面将前定位销驱动气缸401 推出后的前定位销112,进而避免在折弯过程中出现斜杆钢丝103的过度变 形。
64.参看图1和图5,示出了按照本发明对折弯后的斜杆钢丝、上弦杆和下弦 杆进行焊接的实施例的示意图,所述工作台101上固定连接有桁架提升导向 槽501,在工作台101上固定连接有支架,焊接上板116和导向座板118均 通过支架固定连接在工作台101上,焊接驱动气缸502的一端固定连接在焊 接上板116上,第一连杆503通过螺钉固定连接在焊接驱动气缸502的另一 端,导向方孔圆柱504安装在导向座板118上,第一连杆503穿过导向座板 118与耳座505固定连接,耳座505内铰接有上电机横梁117,上电机横梁 117的两端分别固定连接一个上电极506,还设有两个下电极507,两个下电 极507皆固定连接在工作台101上且与两个上电极506的位置相对应,设有 两个定位叉135,两个定位叉135均设置在两个定位叉气缸136上,两个定 位叉气缸136皆安装在工作台101上;
65.在对桁架进行焊接时,通过定位叉气缸136推进定位叉135将上弦杆119 与斜杆钢丝103和下弦杆134夹紧定位,然后焊接驱动气缸502推进第一连 杆503向着桁架的方向移动,然后第一连杆503使耳座505带动上电极横梁 117向下移动,进而使两个上电极506与上弦杆117、下弦杆134和斜杆钢丝 103焊接部分接近,然后对两个上电极506和两个下电极
507皆通电处理, 然后对斜杆钢丝103的焊接部分,上弦杆119和下弦杆134进行焊接;
66.进一步地,所述焊接驱动气缸502、第一连杆503和耳座505各部分连接 应增加橡胶垫片,进而避免在对上电极506和下电极507通电焊接时发生漏 电的现象发生,还可以减轻震动对上电极横梁117不平衡的影响;
67.进一步地,所述上电极506与上电极横梁117的连接面应增加橡胶绝缘 圈,所述下电极507与工作台101的连接面也应增加橡胶绝缘圈,进而避免 漏电和焊接错位,提高焊接质量;
68.进一步地,所述上电极横梁117与耳座505应采用调整螺钉连接,然后 上电极横梁117上安装有小型水平仪,进而可以通过观察小型水平仪,再通 过调整螺钉对上电极横梁117进行水平调节,从而提高焊接准确性。
69.参看图1和图7,示出了按照本发明对整体进行剪断的实施例的示意图, 在工作台101上固定连接有剪断气缸座126,剪断气缸座126上固定连接有 剪断气缸125,剪断滑杆702固定连接在静剪断刀129上,剪断滑台127的 两端皆滑动连接在两个剪断滑杆702上,加力杠杆124的两端分别通过铰链 铰接在剪断气缸125和第二连杆705上,第二连杆705固定连接在剪断滑台 127上,滑台连接件130与剪断滑台127连接,动剪断刀128通过螺钉固定 连接在剪断滑台127上,静剪断刀128安装在工作台101上;
70.在对桁架进行剪断时,启动剪断气缸125通过加力杠杆124,第二连杆 705和剪断滑台127的作用下对动剪断刀128施加向下的力,使动剪断刀128 向下移动,与静剪断刀129配合将桁架剪断;
71.进一步地,所述桁架剪断机构应减少对剪断气缸125的行程损耗,进而 可以取消第二连杆705直接将加力杠杆124与剪断滑台127通过铰链铰接, 从而能够减少气缸推进过程中的能量损耗,减少摩擦,提高寿命。
72.参看图1和图7,示出了本发明能够在对桁架剪断过程中,将桁架夹紧固 定提高桁架质量的实施例的示意图,在工作台101上还安装有剪断夹紧气缸 座703,剪断夹紧气缸座703上固定连接有剪断夹紧气缸701,剪断动夹紧板 704通过螺钉固定连接在剪断夹紧气缸701上,
73.剪切时,启动剪断夹紧气缸701推进剪断动夹紧板704向下移动,对上 弦杆119、斜杆钢丝103和下弦杆134进行压紧,进而在动剪断刀128对桁 架进行剪断时,桁架不会发生位置上的偏移而影响桁架的剪切质量;
74.进一步地,所述剪断夹紧模块和剪断模块可增加平行轨道,进而使剪断 夹紧模块和剪断模块在静剪断刀129上平行于已焊接桁架的任意位置进行剪 断操作。
75.参看图1和图3,示出了按照本发明如何对斜杆钢丝103送进过程中保证 斜杆钢丝103平移运动还能够调整斜杆钢丝103送进斜杆弯折机构所需的长 度的实施例的示意图,斜杆钢丝跟进气缸102安装在工作台101上,在工作 台101上固定连接有滑轨座b110,所述两个滑轨座b110之间固定连接一个 第二滑轨141,滑座b108滑动连接在第二滑轨141上,滑座b108上安装有 跟进滑台106,跟进滑台106与斜杆钢丝跟进气缸102通过铰链铰接,支架 301固定连接在跟进滑台106上,斜杆钢丝跟进夹紧气缸105安装在支架301 上,杠杆104的一端与第三连杆302通过铰链铰接,杠杆104的另一端与斜 杆钢丝跟进夹紧气缸105铰接,定夹紧板109通过螺钉固定连接在跟进滑台 106上,动夹紧板107与第三连杆302连接,动夹
紧板107滑动连接在支架 301的下端且与定夹紧板109同一平面;
76.首先斜杆钢丝103进入到斜杆弯折跟进模块内,通过斜杆钢丝跟进气缸 102推动斜杆弯折跟进模块沿第二滑轨141做平移运动,然后通过斜杆钢丝 跟进夹紧气缸105通过杠杆104和第三连杆302带动动夹紧板107在支架301 上移动,进而通过动夹紧板107和定夹紧板109配合将斜杆钢丝103夹紧固 定,然后斜杆弯折跟进气缸102推动跟进滑台106通过滑座b108在第二滑轨 141上向着斜杆弯折机构的方向移动,进而能够带动斜杆钢丝103向着斜杆 弯折机构的方向移动,通过斜杆钢丝跟进气缸102推动斜杆钢丝103移动的 距离,来调整斜杆钢丝103送进斜杆弯折机构所需的长度,也可以在斜杆钢 丝103送进的过程中,通过动夹紧板107与定夹紧板109固定,然后停止对 斜杆钢丝103进行送进,这时斜杆钢丝103夹紧的位置与靠近斜杆折弯机构 那端的距离为该斜杆钢丝103进入斜杆折弯机构的长度;
77.进一步地,所述的斜杆钢丝跟进气缸102安装在工作台101的下方,且 斜杆钢丝跟进气缸102与跟进滑台106的中部连接,进而可以减少跟进中跟 进滑台106变形,避免斜杆钢丝送进滑台模块受到摩擦损耗增大,进而提高 所述斜杆弯折跟进机构的使用寿命;
78.进一步地,还可以设有两个杠杆104和两个第三连杆302,两个杠杆104 的一端与斜杆钢丝跟进夹紧气缸105连接,两个杠杆104分布在斜杆钢丝跟 进夹紧气缸105的活塞两侧,两个杠杆104的另一端分别连接在两个第三连 杆302的一端,两个第三连杆302的另一端与动夹紧板107连接,进而能够 使动夹紧板107平行运动,减少震动,提高加工精度和加工质量;
79.进一步地,所示定夹紧板109与跟进滑台106整体制造,能够减少运动 过程中的震动,提高焊接精度;
80.进一步地,对焊接精度要求不高的桁架焊接来说,可用定尺寸圆孔作为 斜杆钢丝送进机构承担送进和捋直过程,当所述斜杆弯折跟进机构作用时其 内部的钢丝受到牵引力牵引未加工钢丝进入定尺寸孔捋直送进。
81.参看图1和图6,示出了本发明如何调整桁架整体的切断长度,在工作台 101上安装有整体送进高度垫板601,整体送进滑台滑座123固定连接在整体 送进高度垫板601上,在整体送进滑台滑座123之间固定连接一个滑台滑轨 122,整体送进滑台121滑动连接在滑台滑轨122上,整体送进气缸131与整 体送进滑台121连接,整体送进气缸131安装在工作台101上,整体送进滑 台121上安装有整体送进顶板602,整体送进夹紧气缸120固定连接在整体 送进顶板602上,整体送进动夹紧板133通过螺钉与整体送进夹紧气缸120 固定连接;
82.在对桁架整体送进的过程中,整体送进夹紧气缸120推动整体送进动夹 紧板133向下移动将已焊接之形桁架进行夹紧,这时整体送进气缸131启动 将整体送进滑台121拉动使整体送进滑台121在滑台滑轨122上滑动,进而 通过调整整体送进滑台121在滑台滑轨122上滑动的距离,可以调整整体桁 架进入到动剪断刀128下方的长度,从而能够调整桁架整体的切断长度,还 可以通过整体送进动夹紧板133将已焊接的之形桁架夹紧,然后前面的桁架 焊接机构停止运行,这时整体送进动夹紧板133与桁架靠近桁架剪断机构的 那一端的距离为待剪切加工的长度;
83.进一步地,所述整体送进气缸131安装在工作台101的下方,且与整体 送进滑台121的中部连接,进而能够减少整体送进滑台121变形,降低损耗, 提高寿命;
84.进一步地,所述整体送进高度垫板601应增加已焊接桁架卡槽,便于纠 正焊接后的桁架送进位置,同时增加的高度应低于整体桁架高度,避免整体 送进动夹紧板133对已焊接桁架的夹紧松弛。
85.如图9所示,所述的斜杆钢丝送进气缸201、斜杆钢丝送进夹紧气缸204、 斜杆钢丝跟进气缸102、斜杆钢丝跟进夹紧气缸105、前挡板驱动气缸139、 弯折气缸140、前定位销驱动气缸401、焊接驱动气缸502、定位叉气缸136、 整体送进夹紧气缸120、整体送进气缸131、剪断夹紧气缸座703和剪断气缸 125气压驱动方式均采用plc程序控制气压回路的方式;
86.进一步地,在本折弯机的气压系统中,进给和退回速度的控制都采单向 节流阀;对于回路中的送进气缸,应采用排气节流调速,换向阀换向后,气 缸进气侧的单向阀开启,向气缸无杆腔快速送气,无杆腔的气体只能经排气 侧的节流阀排气,调节节流阀的开速,便可改变气缸的运动速度,适合送进 气缸这种有行进速度要求的气缸;对于回路中的夹紧气缸,应采用进气节流 调速,进气侧单向阀关闭,排气侧单向阀开启,进气流量小,进气腔压力上 升缓慢,排气迅速,排气腔压力很低,用于夹紧气缸这种只要求初末位置的 气缸;本系统采用二位五通电磁阀的方向换接回路,连接可得图9所述气压 原理图.
87.如图10所示,该图为整体动作时继图,其中每个网格表示0.1s,整个周 期为3s。
88.需要说明的是,在本文中,诸如一和二等之类的关系术语仅仅用来将一 个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些 实体或操作之间存在任何这种实际的关系或者顺序。
89.以上所述的具体实施例,对本发明解决的技术问题、技术方案和有益效 果进行了进一步详细说明,所应该本发明方案所公开的技术手段不仅限于上 述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技 术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明 原理的前提下,还可以做出若干改进,这些改进视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。