1.本发明涉及纺织印染技术领域,具体为一种松式筒子纱连续换管装置。
背景技术:
2.纺织领域的染色工序中,筒子纱如棉纱、涤纶纱、弹力纱,特别一些带有弹性的纱,由于纱线具有弹性作用,生产出来松筒纱密度偏大。这导致在染色过程中容易出现染不透,染花等问题,其中弹性氨纶会出现高温收缩、弹力缺失等问题。目前的解决办法是先用外径较大的筒子生产后,再利用换管工具将较大的筒子替换成正常筒子进行染色,达到松紧平衡的状态。传统的换管方法是人工用压板工具将筒子纱从外径较大的筒子推到外径较小的筒管上,然而人工操作费时费力,且效率较低。
3.如201922107648.x,公开了一种筒子纱换管装置,该装置包括机座、固定机构、管座和顶升机构,固定机构包括托盘、限位部件以及支撑件,支撑件将托盘支撑在工作台面的上方,并且将限位部件支撑在托盘的上方,托盘和限位部件之间形成用于供绕在大直径纱管上的筒子纱放置的空间,托盘设有顶升孔,限位部件设有限位孔,管座设置在托盘的下方,顶升机构用于推动设置在管座上的小直径纱管穿过顶升孔,以将筒子纱中的大直径纱管经由限位孔顶出。上述现有技术,因换管只能单次换管,手动上下料,存在效率低下,工作量还是偏大的问题,为此,本案应运而生。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种松式筒子纱连续换管装置,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种松式筒子纱连续换管装置,包括机架、压纱部件、转动部件,下管斗;
8.所述压纱部件包括压纱驱动部件和压管部件,所述压纱驱动部件固定在机架,输出端竖直向下连接压管部件,所述压纱驱动部件用于驱动压管部件移动,将绕纱筒管压入筒子纱更换松纱筒管;
9.所述转动部件上下两端枢接在机架上,所述转动部件包括转动杆和转动盘,所述转动杆固定在转动盘中心,所述转动盘上等角度设有若干容置腔,用于容置筒子纱,所述转动杆上等角度设有若干滑槽,每两条所述滑槽之间设有斜槽;
10.所述压管部件上设有滑块,所述滑块上下滑动在滑槽上,带动转动部件转动,实现连续换管;
11.所述下管斗设在压纱部件对应的机架下端,用于松纱筒管下料。
12.优选的,所述压纱部件之前的机架上还设有上料部件,所述上料部件包括上料斗、推料驱动部件、推杆,所述上料斗为斜面长坡,用于放置若干筒子纱,斜面长坡最低面不低
于转动盘上表面,所述推杆设在推料驱动部件输出端,所述推料驱动部件水平在上料斗最前一个筒子纱外侧,用于驱动推杆推动筒子纱进容置腔。
13.优选的,所述机架上还设有启动开关、复位开关、急停开关,所述启动开关、复位开关、急停开关均通过控制部件与所述压纱驱动部件和推料驱动部件电线连接。
14.优选的,所述机架上还装有行程开关,所述行程开关与通过控制部件与推料驱动部件电线连接,当所述压管部件移动到最上端时,触碰到行程开关,启动行程开关,所述推料驱动部件完成一次推料动作。
15.优选的,所述压纱部件之后机架上还设有下沙斗,用于筒子纱下料。
16.优选的,所述压纱部件下,设有限位板,所述限位板上有限位孔,所述限位孔内贯穿绕纱筒管。
17.(三)有益效果
18.本发明提供了一种松式筒子纱连续换管装置。具备以下有益效果:
19.1、该松式筒子纱连续换管装置,利用压纱部件和转动部件的配合,实现连续换管作业,提高换管效率。
20.2、该松式筒子纱连续换管装置,利用上料部件,实现筒子纱的自动上料,提升效率,减轻工作量。
21.3、该松式筒子纱连续换管装置,在压纱部件之后设下纱斗,实现自动下料作业,避免人为取料,提升效率,减轻工作量。
附图说明
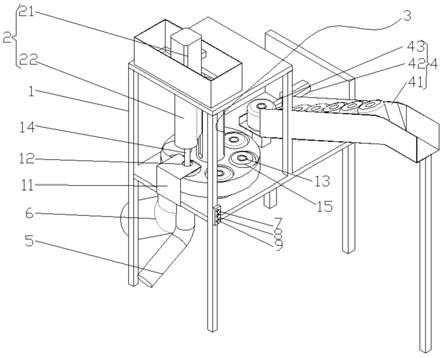
22.图1为本发明结构示意图(压纱部件未压下);
23.图2为本发明结构示意图(压纱部件压下);
24.图3为本发明下管斗和下纱斗结构示意图;
25.图4为本发明压纱部件和转动部件配合结构示意图;
26.图5为图4的松式筒子纱连续换管装置处的放大图;
27.图6为压纱部件和转动部件结构示意图;
28.图7为本发明的俯视图。
29.图中:1机架、2压纱部件、21压纱驱动部件、22压管部件、221滑块、3转动部件、31转动杆、311滑槽、312斜槽、32转动盘、321容置腔、4上料部件、41上料斗、42推料驱动部件、43推杆、5下管斗、6下纱斗、7启动开关、8复位开关、9急停开关、10行程开关、11限位板、12限位孔、13绕纱筒管、14松式筒管、15筒子纱。
具体实施方式
30.本发明实施例提供一种松式筒子纱连续换管装置,如图1
‑
7所示,包括机架1、压纱部件2、转动部件3,下管斗5;
31.压纱部件2包括压纱驱动部件21和压管部件22,压纱驱动部件21固定在机架1,输出端竖直向下连接压管部件22,压纱驱动部件21用于驱动压管部件22移动,将松式筒管14压入筒子纱15更换绕纱筒管13;
32.如图6所示,转动部件3上下两端枢接在机架1上,转动部件3包括转动杆31和转动
盘32,转动杆31固定在转动盘32中心,转动盘32上等角度设有若干容置腔321,用于容置筒子纱15,转动杆31上等角度设有若干竖直滑槽311,每两条滑槽311之间设有斜槽312,为了斜槽312和滑块221配合顺利,斜槽312表面可以呈圆弧面设计,压管部件22上设有滑块221,滑块221上下滑动在滑槽311上,带动转动部件3转动,实现连续换管,上述转动盘32上的容置腔321和转动杆31的中心线平行,呈一一对应关系,如何才能实现转动杆31转动时,转动盘32对应转动,且始终保持压管部件22中心和其他对应的容置腔321中心重合。
33.如图1所示,下管斗5设在压纱部件2对应的机架1下端,用于更换下的松纱筒管13的下料,下管斗5延伸处可设收纳箱,方便对松纱筒管13的收纳。
34.结合图1图2和图7所示,压纱部件2之前的机架1上还设有上料部件4,上料部件4包括上料斗41、推料驱动部件42、推杆43,上料斗41为斜面长坡,用于放置若干筒子纱15,斜面长坡最低面不低于转动盘32上表面,推杆43设在推料驱动部件42输出端,推料驱动部件42水平在上料斗41最前一个筒子纱15外侧,用于驱动推杆43推动筒子纱15进容置腔321。
35.如图1所示,机架1上还设有启动开关7、复位开关8、急停开关9,启动开关7、复位开关8、急停开关9均通过控制部件与压纱驱动部件21和推料驱动部件42电线连接。
36.启动开关7用于启动压纱部件2的压管部件22向下移动,复位开关8用于启动压纱部件2的压管部件22向上复位,急停开关用于保护工人安全,在出现紧急状态下紧急停机。
37.为了控制压纱驱动部件21和推料驱动部件42,需要各自对于的启动开关7、复位开关8、急停开关9,为此,进一步的,机架1上可装行程开关10,行程开关10与通过控制部件与推料驱动部件42电线连接,当压管部件22移动到最上端时,触碰到行程开关10,启动行程开关10,推料驱动部件42完成一次推料动作。
38.进一步,压纱部件2之后机架1上还设有下沙斗6,用于松纱筒管13下料,下管斗5延伸处可设置筒子纱15收纳箱,自动下料,免于人工取料,提升工作效率,减轻人员工作劳动强度。
39.进一步,压纱部件2下,设有限位板11,限位板11上有限位孔12,限位孔12内贯穿绕松式筒管14。
40.其他的,机架1上还可以设报警器,报警器可以是蜂鸣器和/或闪烁灯等。
41.上述松式筒子纱连续换管装置,在上料部件4的上料斗41上放置满需要更换纱管的松式筒子纱15,在限位板11的限位孔12内放入松式筒管14,按下启动开关7,压管部件22向下移动,将松式筒管14压入筒子纱15替换出绕纱筒管13,绕纱筒管13从下管斗5下落,再按下复位开关8,压管部件22向上移动,压管部件22上的滑块221遇到斜槽312时,转动杆31上的斜槽312和滑块221滑动配合,滑块221滑入临近滑槽311,转动杆31相应转动,带动转动盘32转动,更换好筒管的筒子纱15顺势落入下纱斗6,自动下料,当压管部件22移动到最上时,接触到行程开关10,通过控制部件启动推料驱动部件42完成一个推料动作,一个筒子纱15即被推入相应的容置腔321内,等待下一次换管作业。
42.综上所述,
43.该松式筒子纱连续换管装置,利用压纱部件和转动部件的配合,实现连续换管作业,提高换管效率。
44.该松式筒子纱连续换管装置,利用上料部件,实现筒子纱的自动上料,提升效率,减轻工作量。
45.该松式筒子纱连续换管装置,在压纱部件之后设下纱斗,实现自动下料作业,避免人为取料,提升效率,减轻工作量。
46.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。