1.本发明涉及一种在电机转轴上热套轴承的工装,特别涉及一种将大直径双列调心轴承热套到电机转轴上的工装及其热套方法。
背景技术:
2.风力发电机转子转轴上的轴承装配,一般通过两个步骤完成,第一步是将轴承热套到电机转轴上;第二步是先将轴承座安装到电机端盖的中心孔中,然后,再将带有电机端盖的轴承座,套接到电机转轴上,使轴承座与转轴上的轴承配合在一起;现有的将轴承热套到电机转轴上的工艺过程是:将轴承用电磁感应器加热,使轴承内圈胀大;将电机转轴水平卧式放置,再将加热后的轴承套接到转轴上,待轴承冷却后,使轴承过盈配合地连接在转轴上;大直径双列调心轴承是一种轴承外圈中心轴线与轴承内圈中心轴线之间的夹角可以自由调整的轴承,该种轴承可用于补偿轴的弯曲,以及配合面的不对中,也就是说,这种轴承的内圈相对于轴承的外圈可以摆动;在装配这种轴承到电机转轴上时,容易出现以下情况:(1)装配轴承时,一般是通过夹持轴承外圈的方式,将轴承内圈套接到转轴上的,对于双列调心轴承来说,在装配过程中,若出现轴承内圈中心轴线与轴承外圈中心轴线不重合,两者之间的夹角较大,在轴承套接中,就会出现轴承内圈与转轴容易发生磕碰,轻者导致轴承套接无法完成,重者导致轴承内圈被损伤;(2)当轴承内圈的中心轴线与轴承外圈的中心轴线之间的夹角保持在较小范围内时,也能实现轴承与转轴的套接,但会出现轴承套接不到位的现象,会造成后续其他部件的装配工艺无法正常进行的现象,需要对套接的轴承,进行拆卸,进行重新热套处理;(3)对于大直径双列调心轴承,由于其外形直径达1米以上,重量也很重,采用传统的轴承卧式穿接在转轴上的工艺,基本不可行。
3.当将大直径双列调心轴承应用于风力发电机的转子转轴上时,由于风力发电机的体积很大,其电机端盖的尺寸也较大,采用先将轴承座装配到电机端盖中心孔中后,再进行轴承与轴承座装配的传统卧式端盖装配的方法,基本不可行;若采用立式装配方法,存在如何克服双列调心轴承的内圈相对于轴承的外圈容易摆动的缺陷,如何保持双列调心轴承的内圈中心轴线与外圈中心轴线重合,并在此状态下完成轴承座与轴承的装配,成为现场必须解决的一个问题。
技术实现要素:
4.本发明提供了一种在电机转轴上立式热套大直径双列调心轴承工装及方法,解决了如何可靠地将大直径双列调心轴承热套到电机转轴上的技术问题。
5.本发明是通过以下技术方案解决以上技术问题的:本发明的总体构思是:改变传统的卧式将轴承热套到电机转轴上的方法,采用立式将轴承热套到转轴上,即将电机转轴立式放置,用吊装的方法,将大直径双列调心轴承从上向下地套接在电机转轴上,由于轴承吊具是卡接在轴承外圈上,因此,本发明的核心是在吊装过程中保持轴承内圈的中心轴线与外圈的中心轴线重合;采用环形抱箍,卡接大直径
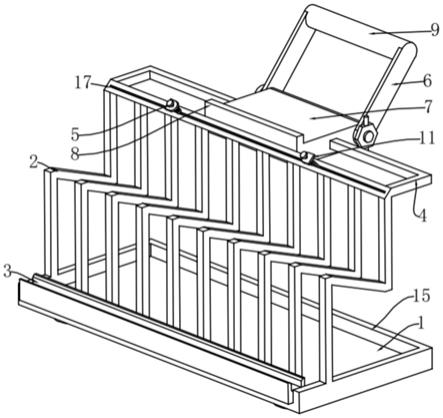
双列调心轴承的外圈,在环形抱箍的外侧面上等间隔弧度地分别设置三个吊耳和三个销轴,在销轴的上端设置可旋转的压板,在销轴的下端设置可旋转的托板,通过压板和托板控制轴承内圈所在平面与轴承外圈所在平面处于同一平面,即,通过上压下托的方式,使环形抱箍中的大直径双列调心轴承的内圈中心轴线与外圈中心轴线重合;将大直径双列调心轴承及卡接抱箍一起进行加热,并通过吊装热套到电机转轴上。
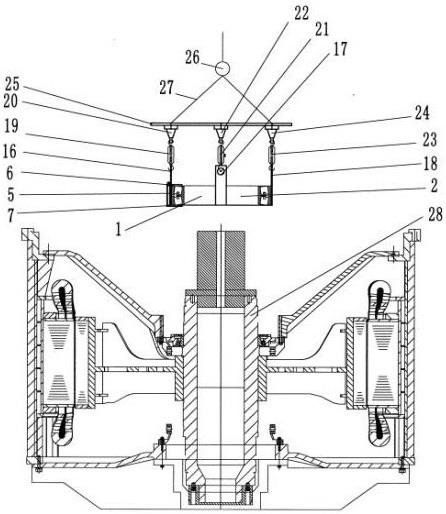
6.一种在电机转轴上立式热套大直径双列调心轴承工装,包括立式定位放置的电机转轴、大直径双列调心轴承、左半环形抱箍和右半环形抱箍,在电机转轴的正上方,设置有天车吊钩,天车吊钩通过吊绳吊接有起吊圆盘,起吊圆盘是沿水平方向设置的,在起吊圆盘下底面上的一个同心圆周上,等间隔弧度地设置有第一吊环、第二吊环和第三吊环;左半环形抱箍与右半环形抱箍对接后,卡接在大直径双列调心轴承的外圈的外侧立面上,在左半环形抱箍前侧卡口端部与右半环形抱箍前侧卡口端部之间,设置有前侧连接螺栓,在左半环形抱箍后侧卡口端部与右半环形抱箍后侧卡口端部之间,设置有后侧连接螺栓;在左半环形抱箍的外侧立面上,分别固定设置有第一吊耳、第一销轴和第二吊耳,在右半环形抱箍的外侧立面上,分别固定设置有第二销轴、第三吊耳和第三销轴;在第一吊耳与第一吊环之间连接有第一花篮螺栓,在第二吊耳与第二吊环之间连接有第二花篮螺栓,在第三吊耳与第三吊环之间连接有第三花篮螺栓;在第一销轴的下端,活动设置有第一摆臂托板,第一摆臂托板设置在大直径双列调心轴承的外圈的下底面与大直径双列调心轴承的内圈的下底面之间;在第二销轴的下端活动设置有第二摆臂托板,第二摆臂托板设置在大直径双列调心轴承的外圈的下底面与大直径双列调心轴承的内圈的下底面之间;在第三销轴的下端活动设置有第三摆臂托板,第三摆臂托板设置在大直径双列调心轴承的外圈的下底面与大直径双列调心轴承的内圈的下底面之间。
7.在第一销轴的上端活动设置有第一摆臂压板,第一摆臂压板设置在大直径双列调心轴承的外圈的上顶面与大直径双列调心轴承的内圈的上顶面之间;在第二销轴的上端活动设置有第二摆臂压板,第二摆臂压板设置在大直径双列调心轴承的外圈的上顶面与大直径双列调心轴承的内圈的上顶面之间;在第三销轴的上端活动设置有第三摆臂压板,第三摆臂压板设置在大直径双列调心轴承的外圈的上顶面与大直径双列调心轴承的内圈的上顶面之间;在左半环形抱箍与大直径双列调心轴承的外圈之间,设置有左半环形弹性垫,在右半环形抱箍与大直径双列调心轴承的外圈之间,设置有右半环形弹性垫。
8.卡接在一起的左半环形抱箍、右半环形抱箍和大直径双列调心轴承,吊装前是通过以下步骤进行预热的:第一步、先将左半环形抱箍与右半环形抱箍对接后,卡接在大直径双列调心轴承的外圈的外侧面上,并在两抱箍端部之间,分别连接好前侧连接螺栓和后侧连接螺栓;在左半环形抱箍与大直径双列调心轴承的外圈之间,设置有左半环形弹性垫,在右半环形抱箍与大直径双列调心轴承的外圈之间,设置有右半环形弹性垫;左半环形弹性垫和右半环形弹性垫的耐热温度为摄氏180度;第二步、分别将第一摆臂托板、第二摆臂托板和第三摆臂托板,旋转到大直径双列调心轴承的外圈的下底面与大直径双列调心轴承的内圈的下底面之间,使大直径双列调心轴承的外圈的中心轴线与大直径双列调心轴承的内圈的中心轴线重合;第三步、将第二步组装好的工装及大直径双列调心轴承,放置到烘箱中进行加热
到摄氏120。
9.本发明采用了将轴承及卡接工装一并放入烘箱进行加热的方法,使轴承受热均匀;在轴承的吊装热套到电机转轴过程中,是采用立式套接的方法,克服了大尺寸轴承卧式套接不好操作的缺陷,并通过抱箍上的托板的限位,使轴承内圈与外圈始终保持中心轴线的重合,从而实现了双列调心轴承的准确到位的装配,工装结构简单,现场操作容易。
附图说明
10.图1是本发明的结构示意图;图2是本发明的左半环形抱箍1和右半环形抱箍2的结构示意图;图3是本发明的大直径双列调心轴承被两抱箍卡接后的结构示意图。
具体实施方式
11.下面结合附图对本发明进行详细说明:一种在电机转轴上立式热套大直径双列调心轴承工装,包括立式定位放置的电机转轴28、大直径双列调心轴承、左半环形抱箍1和右半环形抱箍2,在电机转轴28的正上方,设置有天车吊钩26,天车吊钩26通过吊绳27吊接有起吊圆盘25,起吊圆盘25是沿水平方向设置的,在起吊圆盘25下底面上的一个同心圆周上,等间隔弧度地设置有第一吊环20、第二吊环22和第三吊环24;左半环形抱箍1与右半环形抱箍2对接后,卡接在大直径双列调心轴承的外圈14的外侧立面上,在左半环形抱箍1前侧卡口端部与右半环形抱箍2前侧卡口端部之间,设置有前侧连接螺栓3,在左半环形抱箍1后侧卡口端部与右半环形抱箍2后侧卡口端部之间,设置有后侧连接螺栓4;在左半环形抱箍1的外侧立面上,分别固定设置有第一吊耳16、第一销轴5和第二吊耳17,在右半环形抱箍2的外侧立面上,分别固定设置有第二销轴8、第三吊耳18和第三销轴11;在第一吊耳16与第一吊环20之间连接有第一花篮螺栓19,在第二吊耳17与第二吊环22之间连接有第二花篮螺栓21,在第三吊耳18与第三吊环24之间连接有第三花篮螺栓23;在第一销轴5的下端,活动设置有第一摆臂托板7,第一摆臂托板7设置在大直径双列调心轴承的外圈14的下底面与大直径双列调心轴承的内圈15的下底面之间;在第二销轴8的下端活动设置有第二摆臂托板10,第二摆臂托板10设置在大直径双列调心轴承的外圈14的下底面与大直径双列调心轴承的内圈15的下底面之间;在第三销轴11的下端活动设置有第三摆臂托板13,第三摆臂托板13设置在大直径双列调心轴承的外圈14的下底面与大直径双列调心轴承的内圈15的下底面之间。
12.在第一销轴5的上端活动设置有第一摆臂压板6,第一摆臂压板6设置在大直径双列调心轴承的外圈14的上顶面与大直径双列调心轴承的内圈15的上顶面之间;在第二销轴8的上端活动设置有第二摆臂压板9,第二摆臂压板9设置在大直径双列调心轴承的外圈14的上顶面与大直径双列调心轴承的内圈15的上顶面之间;在第三销轴11的上端活动设置有第三摆臂压板12,第三摆臂压板12设置在大直径双列调心轴承的外圈14的上顶面与大直径双列调心轴承的内圈15的上顶面之间;在左半环形抱箍1与大直径双列调心轴承的外圈14之间,设置有左半环形弹性垫29,在右半环形抱箍2与大直径双列调心轴承的外圈14之间,设置有右半环形弹性垫30。
13.卡接在一起的左半环形抱箍1、右半环形抱箍2和大直径双列调心轴承,吊装前是
通过以下步骤进行预热的:第一步、先将左半环形抱箍1与右半环形抱箍2对接后,卡接在大直径双列调心轴承的外圈14的外侧面上,并在两抱箍端部之间,分别连接好前侧连接螺栓3和后侧连接螺栓4;在左半环形抱箍1与大直径双列调心轴承的外圈14之间,设置有左半环形弹性垫29,在右半环形抱箍2与大直径双列调心轴承的外圈14之间,设置有右半环形弹性垫30;左半环形弹性垫29和右半环形弹性垫30的耐热温度为摄氏180度;第二步、分别将第一摆臂托板7、第二摆臂托板10和第三摆臂托板13,旋转到大直径双列调心轴承的外圈14的下底面与大直径双列调心轴承的内圈15的下底面之间,使大直径双列调心轴承的外圈14的中心轴线与大直径双列调心轴承的内圈15的中心轴线重合;第三步、将第二步组装好的工装及大直径双列调心轴承,放置到烘箱中进行加热到摄氏120。
14.本发明将大直径双列调心轴承与抱箍吊装工装组装到一起后,通过工装上的托板和压板,使轴承内圈的中心轴线与外圈的中心轴线重合,在此状态下,进行预热;预热后,通过吊装吊起,利用花篮螺栓将轴承调平,并使轴承的中心轴线与转轴的中心轴线重合,当轴承下落到转轴上的轴承定位台阶上方时,将三个摆臂托板旋转,使其离开轴承的下底面,随后,继续下降轴承,使其准确定位到轴承定位台阶上,在这段下降过程中,在轴承的内圈上顶面与外圈的上顶面之间还保持设置有三个摆臂压板,从而保证了内圈中心轴线与外圈中心轴线的重合;本发明的工装保证了轴承,从预热到热套整个过程中,内圈中心轴线与外圈中心轴线的重合,为轴承套接到转轴上奠定了基础。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。