1.本发明是一种钻孔装置的自动钻孔系统及其实现方法,属于零件全自动加工技术领域。
背景技术:
2.目前,传统的数控机床基本只具有一种功能,如铣床仅具有铣削功能,钻床仅具有钻孔功能,攻丝机只有攻螺纹的功能,各机床功能比较单一。
3.当然,人们可以通过选择加工中心来对工件进行全工序的加工,但是加工中心每次加工时也只能实现一种规格工序的加工,在需要对另一道工序进行加工时,就需要进行换刀的操作,即通过频繁的换刀来交替实现不同种类的加工,因此导致其加工的效率不高。
4.虽然现有技术中有能够一次性加工两个或以上工序,但是很难实现对整个工序的一次性加工,其难点在于对于各个工序之间的衔接和配合难以精确实现。
技术实现要素:
5.本发明要解决的技术问题是针对以上不足,提供一种钻孔装置的自动钻孔系统及其实现方法,能够一次性实现钻孔、去毛刺、攻丝、冲屑等多种工序,各个工序位于同一条生产线,钻孔完成后自动依次进行攻丝和去毛刺,在去毛刺、攻丝的同时能够实现冲屑,各个工序之间衔接和配合精确,并采用机器人进行上下料,完全实现自动化,提高了加工效率,节省了大量人力。
6.为解决以上技术问题,本发明采用以下技术方案:一种钻孔装置的自动钻孔系统,包括主控模块、驱动模块和plc模块,驱动模块用于驱动横移伺服电机、钻孔主轴伺服电机、钻孔进给伺服电机、攻丝进给伺服电机和去毛刺进给伺服电机,所述plc模块包括plc控制器u1和plc输入u2,plc控制器u1的型号为as228t
‑
a,plc输入u2的型号为as16am10n
‑
a;所述主控模块包括三相电源r线、s线、t线和n线,三相电源r线、s线、t线连接有断路器qf1一端,断路器qf1另一端连接三相电源的l12线、l22线、l32线;所述l12线和n线连接有断路器qf07一端,断路器qf07另一端连接有开关电源sk1一端,并接出电源qf07线和4n线,作为plc供电电源,开关电源sk1另一端接出电源24v1线和0v1线、电源24v2线和0v2线、电源24v3线和0v3线,用于直流电源;l22线和n线连接有断路器qf08一端,断路器qf08另一端接出电源l14线和5n线,作为丝杠润滑油泵电源,l12线、l22线、l32线连接有断路器qf09一端,断路器qf09另一端连接有滤波器一端,滤波器另一端连接有伺服变压器t1一端,伺服变压器t1另一端输出电源rb线、sb线和tb线;所述电源rb线、sb线和tb线连接有断路器qf10一端,断路器qf10另一端输出电源r1线、s1线和t1线,电源rb线、sb线和tb线连接有断路器qf11一端,断路器qf11另一端输出电源r2线、s2线和t2线,电源rb线、sb线和tb线连接有断路器qf12一端,断路器qf12另一端输出电源r3线、s3线和t3线,电源rb线、sb线和tb线连接有断路器qf13一端,断路器qf13另
一端输出电源r4线、s4线和t4线,电源rb线、sb线和tb线连接有断路器qf14一端,断路器qf14另一端输出电源r5线、s5线和t5线。
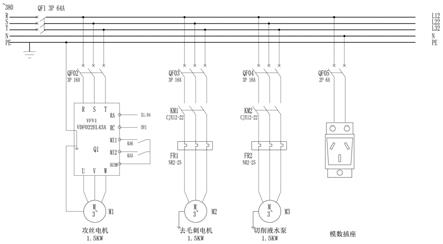
7.进一步的,所述三相电源的l12线、l22线、l32线连接有断路器qf02一端,断路器qf02另一端连接有变频器q1的r脚、s脚和t脚,变频器q1的u脚、v脚和w脚连接有电机m1,用于攻丝电机控制,变频器q1的mi1脚连接有继电器ka6开关一端,变频器q1的mi2脚连接有继电器ka5开关一端,继电器ka6开关另一端和继电器ka5开关另一端连接变频器q1的dcom脚;三相电源的l12线、l22线、l32线连接有断路器qf03一端,断路器qf03另一端连接有接触器km1一端,接触器km1另一端连接有热继电器fr1一端,热继电器fr1另一端连接有电机m2,用于去毛刺电机控制;三相电源的l12线、l22线、l32线连接有断路器qf04一端,断路器qf04另一端连接有接触器km2一端,接触器km2另一端连接有热继电器fr2一端,热继电器fr2另一端连接有电机m3,用于切削液水泵控制;三相电源的l12线、l22线、l32线连接有断路器qf05一端,断路器qf05另一端连接有模数插座。
8.进一步的,所述驱动模块包括伺服驱动器s1,伺服驱动器s1的r脚、s脚和t连接有r1线、s1线和t1线,伺服驱动器s1的u脚、v脚和w脚连接有电机m4,用于横移伺服电机控制;驱动模块还包括伺服驱动器s2,伺服驱动器s2的r脚、s脚和t连接有r2线、s2线和t2线,伺服驱动器s2的u脚、v脚和w脚连接有电机m5,用于钻孔主轴伺服电机控制;所述驱动模块还包括伺服驱动器s3,伺服驱动器s3的r脚、s脚和t连接有r3线、s3线和t3线,伺服驱动器s3的u脚、v脚和w脚连接有电机m6,用于钻孔进给伺服电机控制;驱动模块还包括伺服驱动器s4,伺服驱动器s4的r脚、s脚和t连接有r4线、s4线和t4线,伺服驱动器s4的u脚、v脚和w脚连接有电机m7,用于攻丝进给伺服电机控制;所述驱动模块还包括伺服驱动器s5,伺服驱动器s5的r脚、s脚和t连接有r5线、s5线和t5线,伺服驱动器s5的u脚、v脚和w脚连接有电机m8,用于去毛刺进给伺服电机控制;驱动模块还包括导轨油油泵d1,导轨油油泵d1的2脚连接有l14线,导轨油油泵d1的3脚连接有5n线,导轨油油泵d1的4脚连接有继电器k20开关一端,继电器k20开关另一端连接有5n线,导轨油油泵d1的5脚和7脚连接有0v1线。
9.进一步的,所述plc模块包括plc控制器u1,plc控制器u1的型号为as228t
‑
a,plc控制器u1的x0.0脚连接有接近开关sq1一端,接近开关sq1另一端连接有电源24v1线和0v线,此部分用于钻孔主轴正极限控制,plc控制器u1的x0.1脚连接有接近开关sq2一端,接近开关sq2另一端连接有电源24v1线和0v线,此部分用于钻孔主轴负极限控制,plc控制器u1的x0.2脚连接有接近开关sq3一端,接近开关sq3另一端连接有电源24v1线和0v线,此部分用于钻孔正极限控制,plc控制器u1的x0.3脚连接有接近开关sq4一端,接近开关sq4另一端连接有电源24v1线和0v线,此部分用于钻孔负极限控制,plc控制器u1的x0.3脚连接有接近开关sq5一端,接近开关sq5另一端连接有电源24v1线和0v线,此部分用于攻丝正极限控制,plc控制器u1的x0.4脚连接有接近开关sq6一端,接近开关sq6另一端连接有电源24v1线和0v线,此部分用于攻丝负极限控制,plc控制器u1的x0.6脚连接有接近开关sq7一端,接近开关sq7另一端连接有电源24v1线和0v线,此部分用于左移极限控制,plc控制器u1的x0.7脚连接有接近开关sq8一端,接近开关sq8另一端连接有电源24v1线和0v线,此部分用于右移极限控制。
10.进一步的,所述plc控制器u1的x0.8脚连接有按钮se1一端,按钮se1另一端连接有
0v1线,此部分用于超程释放按钮控制,plc控制器u1的x0.9脚连接有按钮se2自动一端,按钮se2自动另一端连接有0v1线,此部分用于自动旋钮控制,plc控制器u1的x0.10脚连接有按钮se2手动一端,按钮se2手动另一端连接有0v1线,此部分用于手动旋钮控制,plc控制器u1的x0.11脚连接有按钮se3一端,按钮se3另一端连接有0v1线,此部分用于启动按钮控制,plc控制器u1的x0.12脚连接有按钮se4一端,按钮se4另一端连接有0v1线,此部分用于急停按钮控制,plc控制器u1的x0.13脚连接有按钮se5自动一端,按钮se5自动另一端连接有0v1线,此部分用于全员的复位按钮控制,plc控制器u1的x0.14脚连接有接近开关sq9一端,接近开关sq9另一端连接有0v1线,此部分用于工件检测控制。
11.进一步的,所述plc控制器u1的y0.0脚连接有继电器k1线圈一端,继电器k1线圈另一端连接有24v1线,此部分用于工件夹紧控制,plc控制器u1的y0.1脚连接有继电器k2线圈一端,继电器k2线圈另一端连接有24v1线,此部分用于工件松开控制,plc控制器u1的y0.2脚连接有继电器k3线圈一端,继电器k3线圈另一端连接有24v1线,此部分用于台面冲屑控制,plc控制器u1的y0.3脚连接有继电器k4线圈一端,继电器k4线圈另一端连接有24v1线,此部分用于安装面冲屑控制,plc控制器u1的y0.4脚连接有继电器k5线圈一端,继电器k5线圈另一端连接有24v1线,此部分用于攻丝头正转控制,plc控制器u1的y0.5脚连接有继电器k6线圈一端,继电器k6线圈另一端连接有24v1线,此部分用于攻丝头反转控制,plc控制器u1的y0.6脚连接有继电器k7线圈一端,继电器k7线圈另一端连接有24v1线,此部分用于去毛刺正转控制;所述plc控制器u1的y0.7脚连接有继电器k8线圈一端,继电器k8线圈另一端连接有24v1线,此部分用于钻孔主轴冲屑控制,plc控制器u1的y0.8脚连接有继电器k9线圈一端,继电器k9线圈另一端连接有24v1线,此部分用于去毛刺冲屑控制,plc控制器u1的y0.9脚连接有继电器k10线圈一端,继电器k10线圈另一端连接有24v1线,此部分用于攻丝头切削液润滑控制。
12.进一步的,所述plc控制器u1的y0.10脚连接有继电器k11线圈一端,继电器k11线圈另一端连接有24v1线,此部分用于上料许可
‑
机器人控制,plc控制器u1的y0.10脚连接有继电器k12线圈一端,继电器k12线圈另一端连接有24v1线,此部分用于下料许可
‑
机器人控制,plc控制器u1的y1.0脚连接有继电器k13线圈一端,继电器k13线圈另一端连接有24v1线,此部分用于报警信号
‑
机器人控制,plc控制器u1的y1.1脚连接有继电器k14线圈一端,继电器k14线圈另一端连接有24v1线,此部分用于安全条件
‑
机器人控制,plc控制器u1的y1.7脚连接有继电器k20线圈一端,继电器k20线圈另一端连接有24v1线,此部分用于丝杠润滑启动控制。
13.进一步的,所述plc控制器u1的y1.2脚连接有继电器k15线圈一端,继电器k15线圈另一端连接有24v1线,此部分用于全原点灯控制,plc控制器u1的y1.3脚连接有继电器k16线圈一端,继电器k16线圈另一端连接有24v1线,此部分用于三色灯
‑
绿控制,plc控制器u1的y1.4脚连接有继电器k17线圈一端,继电器k17线圈另一端连接有24v1线,此部分用于三色灯
‑
黄控制,plc控制器u1的y1.5脚连接有继电器k18线圈一端,继电器k18线圈另一端连接有24v1线,此部分用于三色灯
‑
红控制,plc控制器u1的y1.6脚连接有继电器k19线圈一端,继电器k19线圈另一端连接有24v1线,此部分用于三色灯
‑
蜂鸣控制。
14.进一步的,所述plc模块还包括plc输入u2,plc输入u2的型号为as16am10n
‑
a,plc
输入u2的x1.0脚用于放料完成
‑
机器人检测,plc输入u2的x1.1脚用于锁定
‑
机器人检测,plc输入u2的x1.2脚用于液位开关控制,plc输入u2的x1.3脚用于压力开关控制,plc输入u2的x1.4脚用于空气压力开关控制,plc输入u2的x1.5脚用于攻丝变频报警控制,plc输入u2的x1.6脚用于去毛刺热继报警控制,plc输入u2的x1.7脚用于取料完成
‑
机器人控制;所述plc输入u2的y1.08脚连接有继电器k21线圈一端,继电器k21线圈另一端接24v1线,用于放料允许
‑
机器人控制;plc输入u2的y1.09脚连接有继电器k22线圈一端,继电器k22线圈另一端接24v1线,用于取料允许
‑
机器人控制。
15.一种钻孔装置的自动钻孔系统的实现方法,包括以下步骤:步骤s101,横移行走伺服至接料位,完成后进入步骤s102;步骤s102,允许机器人放料信号等于1,完成后进入步骤s103;步骤s103,判断机器人是否放置完成,完成进入步骤s104,否则返回执行步骤s103;步骤s104,工价夹紧夹允许机器人放料信号等于0,完成后进入步骤s105;步骤s105,工位标志等于1,完成后进入步骤s106;步骤s106,判断工位标志是否等于0,若是等于0,则进入步骤s107,否则进入步骤s112;步骤s107,横移行走伺服至接料位,完成后进入步骤s108;步骤s108,工件夹松开,完成后进入步骤s109;步骤s109,允许机器人取料信号等于1,完成后进入步骤s110;步骤s110,判断机器人是否取料完成,若是完成则进入步骤s11,否则继续执行步骤s110;步骤s111,允许机器人放料信号等于0,完成后返回执行步骤s101;步骤s112,判断工位标志是否等于1,若是等于1,则进入步骤s113,否则进入步骤s120;步骤s113,横移行走伺服钻孔位,完成后进入步骤s114;步骤s114,钻孔主轴启动,钻孔主轴冲屑启动,完成后进入步骤s115;步骤s115,钻孔进给电机进给,完成后进入步骤s116;步骤s116,进给到位,完成后进入步骤s117;步骤s117,钻孔进给电机回退,完成后进入步骤s118;步骤s118,钻孔主轴停止,钻孔主轴冲屑停止,完成后进入步骤s119;步骤s119,工位标志等于2,完成后返回执行步骤s106;步骤s120,判断工位标志是否等于2,若是则进入步骤s121,否则进入步骤s128;步骤s121,横移行走伺服攻丝位,完成后进入步骤s122;步骤s122,攻丝电机启动,攻丝冲屑启动,完成后进入步骤s123;步骤s123,攻丝伺服进给,完成后进入步骤s124;步骤s124,进给到位,完成后进入步骤s125;步骤s125,攻丝伺服回退,完成后进入步骤s126;步骤s126,攻丝电机停止,攻丝冲屑停止,完成后进入步骤s127;步骤s127,工位标志等于3,完成后返回执行步骤s106;
步骤s128,判断工位标志是否等于3,若是则进入步骤s129,否则进入步骤s106;步骤s129,横移行走伺服去毛刺位,完成后进入步骤s130;步骤s130,去毛刺电机启动,去毛刺润滑启动,完成后进入步骤s131;步骤s131,去毛刺伺服进给启动,完成后进入步骤s132;步骤s132,进给到位,完成后进入步骤s133;步骤s133,去毛刺伺服回退,完成后进入步骤s134;步骤s134,去毛刺电机停止,去毛刺润滑停止,完成后进入步骤s135;步骤s135,工位标志等于0,完成后返回执行步骤s106。
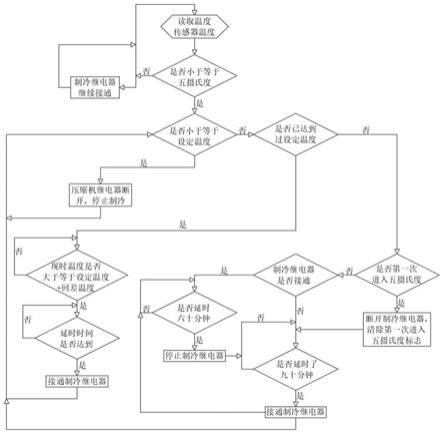
16.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:能够一次性实现钻孔、去毛刺、攻丝、冲屑等多种工序,各个工序位于同一条生产线,钻孔完成后自动依次进行攻丝和去毛刺,在去毛刺、攻丝的同时能够实现冲屑,各个工序之间衔接和配合精确,并采用机器人进行上下料,完全实现自动化,提高了加工效率,节省了大量人力。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
18.图1至图3为本发明中主控模块的电气原理图;图4至图6为本发明中驱动模块的电气原理图;;图7和图8为本发明中plc控制器的电气原理图;图9和图10为本发明中plc输入的电气原理图;图11为本发明中电磁阀控制的电气原理图;图12为本发明中自动钻孔系统的实现方法的流程图。
具体实施方式
19.实施例1,一种钻孔装置的自动钻孔系统,包括主控模块、驱动模块和plc模块。
20.如图1所示,所述主控模块包括三相电源r线、s线、t线和n线,三相电源r线、s线、t线连接有断路器qf1一端,断路器qf1另一端连接三相电源的l12线、l22线、l32线,三相电源的l12线、l22线、l32线连接有断路器qf02一端,断路器qf02另一端连接有变频器q1的r脚、s脚和t脚,变频器q1的u脚、v脚和w脚连接有电机m1,用于攻丝电机控制,变频器q1的mi1脚连接有继电器ka6开关一端,变频器q1的mi2脚连接有继电器ka5开关一端,继电器ka6开关另一端和继电器ka5开关另一端连接变频器q1的dcom脚;三相电源的l12线、l22线、l32线连接有断路器qf03一端,断路器qf03另一端连接有接触器km1一端,接触器km1另一端连接有热继电器fr1一端,热继电器fr1另一端连接有电机m2,用于去毛刺电机控制;三相电源的l12线、l22线、l32线连接有断路器qf04一端,断路器qf04另一端连接有接触器km2一端,接触器km2另一端连接有热继电器fr2一端,热继电器fr2另一端连接有电机m3,用于切削液水泵控制;三相电源的l12线、l22线、l32线连接有断路器qf05一端,断路器qf05另一端连接有模数插座。
21.如图2所示,所述l12线和n线连接有断路器qf07一端,断路器qf07另一端连接有开关电源sk1一端,并接出电源qf07线和4n线,作为plc供电电源,开关电源sk1另一端接出电源24v1线和0v1线、电源24v2线和0v2线、电源24v3线和0v3线,用于直流电源;l22线和n线连接有断路器qf08一端,断路器qf08另一端接出电源l14线和5n线,作为丝杠润滑油泵电源,l12线、l22线、l32线连接有断路器qf09一端,断路器qf09另一端连接有滤波器一端,滤波器另一端连接有伺服变压器t1一端,伺服变压器t1另一端输出电源rb线、sb线和tb线。
22.如图3所示,所述电源rb线、sb线和tb线连接有断路器qf10一端,断路器qf10另一端输出电源r1线、s1线和t1线,电源rb线、sb线和tb线连接有断路器qf11一端,断路器qf11另一端输出电源r2线、s2线和t2线,电源rb线、sb线和tb线连接有断路器qf12一端,断路器qf12另一端输出电源r3线、s3线和t3线,电源rb线、sb线和tb线连接有断路器qf13一端,断路器qf13另一端输出电源r4线、s4线和t4线,电源rb线、sb线和tb线连接有断路器qf14一端,断路器qf14另一端输出电源r5线、s5线和t5线。
23.如图4所示,所述驱动模块包括伺服驱动器s1,伺服驱动器s1的r脚、s脚和t连接有r1线、s1线和t1线,伺服驱动器s1的u脚、v脚和w脚连接有电机m4,用于横移伺服电机控制;驱动模块还包括伺服驱动器s2,伺服驱动器s2的r脚、s脚和t连接有r2线、s2线和t2线,伺服驱动器s2的u脚、v脚和w脚连接有电机m5,用于钻孔主轴伺服电机控制。
24.如图5所示,所述驱动模块还包括伺服驱动器s3,伺服驱动器s3的r脚、s脚和t连接有r3线、s3线和t3线,伺服驱动器s3的u脚、v脚和w脚连接有电机m6,用于钻孔进给伺服电机控制;驱动模块还包括伺服驱动器s4,伺服驱动器s4的r脚、s脚和t连接有r4线、s4线和t4线,伺服驱动器s4的u脚、v脚和w脚连接有电机m7,用于攻丝进给伺服电机控制。
25.如图6所示,所述驱动模块还包括伺服驱动器s5,伺服驱动器s5的r脚、s脚和t连接有r5线、s5线和t5线,伺服驱动器s5的u脚、v脚和w脚连接有电机m8,用于去毛刺进给伺服电机控制;驱动模块还包括导轨油油泵d1,导轨油油泵d1的2脚连接有l14线,导轨油油泵d1的3脚连接有5n线,导轨油油泵d1的4脚连接有继电器k20开关一端,继电器k20开关另一端连接有5n线,导轨油油泵d1的5脚和7脚连接有0v1线。
26.如图7所示,所述plc模块包括plc控制器u1,plc控制器u1的型号为as228t
‑
a,plc控制器u1的x0.0脚连接有接近开关sq1一端,接近开关sq1另一端连接有电源24v1线和0v线,此部分用于钻孔主轴正极限控制,plc控制器u1的x0.1脚连接有接近开关sq2一端,接近开关sq2另一端连接有电源24v1线和0v线,此部分用于钻孔主轴负极限控制,plc控制器u1的x0.2脚连接有接近开关sq3一端,接近开关sq3另一端连接有电源24v1线和0v线,此部分用于钻孔正极限控制,plc控制器u1的x0.3脚连接有接近开关sq4一端,接近开关sq4另一端连接有电源24v1线和0v线,此部分用于钻孔负极限控制,plc控制器u1的x0.3脚连接有接近开关sq5一端,接近开关sq5另一端连接有电源24v1线和0v线,此部分用于攻丝正极限控制,plc控制器u1的x0.4脚连接有接近开关sq6一端,接近开关sq6另一端连接有电源24v1线和0v线,此部分用于攻丝负极限控制,plc控制器u1的x0.6脚连接有接近开关sq7一端,接近开关sq7另一端连接有电源24v1线和0v线,此部分用于左移极限控制,plc控制器u1的x0.7脚连接有接近开关sq8一端,接近开关sq8另一端连接有电源24v1线和0v线,此部分用于右移极限控制。
27.所述plc控制器u1的x0.8脚连接有按钮se1一端,按钮se1另一端连接有0v1线,此
部分用于超程释放按钮控制,plc控制器u1的x0.9脚连接有按钮se2自动一端,按钮se2自动另一端连接有0v1线,此部分用于自动旋钮控制,plc控制器u1的x0.10脚连接有按钮se2手动一端,按钮se2手动另一端连接有0v1线,此部分用于手动旋钮控制,plc控制器u1的x0.11脚连接有按钮se3一端,按钮se3另一端连接有0v1线,此部分用于启动按钮控制,plc控制器u1的x0.12脚连接有按钮se4一端,按钮se4另一端连接有0v1线,此部分用于急停按钮控制,plc控制器u1的x0.13脚连接有按钮se5自动一端,按钮se5自动另一端连接有0v1线,此部分用于全员的复位按钮控制,plc控制器u1的x0.14脚连接有接近开关sq9一端,接近开关sq9另一端连接有0v1线,此部分用于工件检测控制。
28.如图8所示,所述plc控制器u1的y0.0脚连接有继电器k1线圈一端,继电器k1线圈另一端连接有24v1线,此部分用于工件夹紧控制,plc控制器u1的y0.1脚连接有继电器k2线圈一端,继电器k2线圈另一端连接有24v1线,此部分用于工件松开控制,plc控制器u1的y0.2脚连接有继电器k3线圈一端,继电器k3线圈另一端连接有24v1线,此部分用于台面冲屑控制,plc控制器u1的y0.3脚连接有继电器k4线圈一端,继电器k4线圈另一端连接有24v1线,此部分用于安装面冲屑控制,plc控制器u1的y0.4脚连接有继电器k5线圈一端,继电器k5线圈另一端连接有24v1线,此部分用于攻丝头正转控制,plc控制器u1的y0.5脚连接有继电器k6线圈一端,继电器k6线圈另一端连接有24v1线,此部分用于攻丝头反转控制,plc控制器u1的y0.6脚连接有继电器k7线圈一端,继电器k7线圈另一端连接有24v1线,此部分用于去毛刺正转控制。
29.所述plc控制器u1的y0.7脚连接有继电器k8线圈一端,继电器k8线圈另一端连接有24v1线,此部分用于钻孔主轴冲屑控制,plc控制器u1的y0.8脚连接有继电器k9线圈一端,继电器k9线圈另一端连接有24v1线,此部分用于去毛刺冲屑控制,plc控制器u1的y0.9脚连接有继电器k10线圈一端,继电器k10线圈另一端连接有24v1线,此部分用于攻丝头切削液润滑控制。
30.所述plc控制器u1的y0.10脚连接有继电器k11线圈一端,继电器k11线圈另一端连接有24v1线,此部分用于上料许可
‑
机器人控制,plc控制器u1的y0.10脚连接有继电器k12线圈一端,继电器k12线圈另一端连接有24v1线,此部分用于下料许可
‑
机器人控制,plc控制器u1的y1.0脚连接有继电器k13线圈一端,继电器k13线圈另一端连接有24v1线,此部分用于报警信号
‑
机器人控制,plc控制器u1的y1.1脚连接有继电器k14线圈一端,继电器k14线圈另一端连接有24v1线,此部分用于安全条件
‑
机器人控制,plc控制器u1的y1.7脚连接有继电器k20线圈一端,继电器k20线圈另一端连接有24v1线,此部分用于丝杠润滑启动控制。
31.所述plc控制器u1的y1.2脚连接有继电器k15线圈一端,继电器k15线圈另一端连接有24v1线,此部分用于全原点灯控制,plc控制器u1的y1.3脚连接有继电器k16线圈一端,继电器k16线圈另一端连接有24v1线,此部分用于三色灯
‑
绿控制,plc控制器u1的y1.4脚连接有继电器k17线圈一端,继电器k17线圈另一端连接有24v1线,此部分用于三色灯
‑
黄控制,plc控制器u1的y1.5脚连接有继电器k18线圈一端,继电器k18线圈另一端连接有24v1线,此部分用于三色灯
‑
红控制,plc控制器u1的y1.6脚连接有继电器k19线圈一端,继电器k19线圈另一端连接有24v1线,此部分用于三色灯
‑
蜂鸣控制。
32.如图9所示,所述plc模块还包括plc输入u2,plc输入u2的型号为as16am10n
‑
a,plc
输入u2的x1.0脚用于放料完成
‑
机器人检测,plc输入u2的x1.1脚用于锁定
‑
机器人检测,plc输入u2的x1.2脚用于液位开关控制,plc输入u2的x1.3脚用于压力开关控制,plc输入u2的x1.4脚用于空气压力开关控制,plc输入u2的x1.5脚用于攻丝变频报警控制,plc输入u2的x1.6脚用于去毛刺热继报警控制,plc输入u2的x1.7脚用于取料完成
‑
机器人控制。
33.如图10所示,所述plc输入u2的y1.08脚连接有继电器k21线圈一端,继电器k21线圈另一端接24v1线,用于放料允许
‑
机器人控制;plc输入u2的y1.09脚连接有继电器k22线圈一端,继电器k22线圈另一端接24v1线,用于取料允许
‑
机器人控制。
34.如图11所示,所述继电器k1开关一端连接有24v1线,继电器k1开关另一端连接有电磁阀yv1一端,电磁阀yv1另一端连接0v1线,用于工件夹紧控制;继电器k2开关一端连接有24v1线,继电器k2开关另一端连接有电磁阀yv2一端,电磁阀yv2另一端连接0v1线,用于工件松开控制,继电器k3开关一端连接有24v1线,继电器k3开关另一端连接有电磁阀yv3一端,电磁阀yv3另一端连接0v1线,用于台面冲屑控制,继电器k4开关一端连接有24v1线,继电器k4开关另一端连接有电磁阀yv4一端,电磁阀yv4另一端连接0v1线,用于安装面冲屑控制,继电器k5开关一端连接有24v1线,继电器k5开关另一端连接有电磁阀yv5一端,电磁阀yv5另一端连接0v1线,用于去毛刺正转控制,继电器k8开关一端连接有24v1线,继电器k8开关另一端连接有电磁阀yv6一端,电磁阀yv6另一端连接0v1线,用于钻孔主轴冲屑控制,继电器k10开关一端连接有24v1线,继电器k10开关另一端连接有电磁阀yv7一端,电磁阀yv7另一端连接0v1线,用于攻丝头润滑控制。
35.如图12所示,一种钻孔装置的自动钻孔系统的实现方法包括以下步骤:步骤s101,横移行走伺服至接料位,完成后进入步骤s102;步骤s102,允许机器人放料信号等于1,完成后进入步骤s103;步骤s103,判断机器人是否放置完成,完成进入步骤s104,否则返回执行步骤s103;步骤s104,工价夹紧夹允许机器人放料信号等于0,完成后进入步骤s105;步骤s105,工位标志等于1,完成后进入步骤s106;步骤s106,判断工位标志是否等于0,若是等于0,则进入步骤s107,否则进入步骤s112;步骤s107,横移行走伺服至接料位,完成后进入步骤s108;步骤s108,工件夹松开,完成后进入步骤s109;步骤s109,允许机器人取料信号等于1,完成后进入步骤s110;步骤s110,判断机器人是否取料完成,若是完成则进入步骤s11,否则继续执行步骤s110;步骤s111,允许机器人放料信号等于0,完成后返回执行步骤s101;步骤s112,判断工位标志是否等于1,若是等于1,则进入步骤s113,否则进入步骤s120;步骤s113,横移行走伺服钻孔位,完成后进入步骤s114;步骤s114,钻孔主轴启动,钻孔主轴冲屑启动,完成后进入步骤s115;步骤s115,钻孔进给电机进给,完成后进入步骤s116;步骤s116,进给到位,完成后进入步骤s117;
步骤s117,钻孔进给电机回退,完成后进入步骤s118;步骤s118,钻孔主轴停止,钻孔主轴冲屑停止,完成后进入步骤s119;步骤s119,工位标志等于2,完成后返回执行步骤s106;步骤s120,判断工位标志是否等于2,若是则进入步骤s121,否则进入步骤s128;步骤s121,横移行走伺服攻丝位,完成后进入步骤s122;步骤s122,攻丝电机启动,攻丝冲屑启动,完成后进入步骤s123;步骤s123,攻丝伺服进给,完成后进入步骤s124;步骤s124,进给到位,完成后进入步骤s125;步骤s125,攻丝伺服回退,完成后进入步骤s126;步骤s126,攻丝电机停止,攻丝冲屑停止,完成后进入步骤s127;步骤s127,工位标志等于3,完成后返回执行步骤s106;步骤s128,判断工位标志是否等于3,若是则进入步骤s129,否则进入步骤s106;步骤s129,横移行走伺服去毛刺位,完成后进入步骤s130;步骤s130,去毛刺电机启动,去毛刺润滑启动,完成后进入步骤s131;步骤s131,去毛刺伺服进给启动,完成后进入步骤s132;步骤s132,进给到位,完成后进入步骤s133;步骤s133,去毛刺伺服回退,完成后进入步骤s134;步骤s134,去毛刺电机停止,去毛刺润滑停止,完成后进入步骤s135;步骤s135,工位标志等于0,完成后返回执行步骤s106。
36.钻孔装置包括输送带生产线,输送带生产线上依次按装有钻孔设备、攻丝设备、去毛刺设备,去毛刺设备和攻丝设备连接有切削液水箱,用于冲屑,输送带生产线上还设有机器人,用于上下料。
37.本发明的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。选择和描述实施例是为了更好的说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。