1.本发明涉及电解水制氢领域,具体为一种气体扩散层及其制备方法。
背景技术:
2.电解制氢被认为是一种新型的储能方式,也是能够大规模消纳可再生能源的方法之一,在世界上取得了一致认可。电解制氢的方式主要分为传统的碱性电解水制氢和新兴的固态电解质(spe)电解水制氢,而spe电解水制氢具有效率高、装置小型化、启停迅速、无污染、产氢纯度高等优势,因此在消纳波动性极大的新能源发电场景中有竞争力。
3.spe电解槽的主要零部件有双极板、气体扩散层(阴阳极)、膜电极。气体扩散层主要功能是支护膜电极、导电、气体和液体的导流等,由于水电解反应过程中,阳极析氧反应产生的强氧化性,所以spe电解槽的气体扩散层以及双极板多采用钛金属材质。现有spe电解槽用气体扩散层主要是采用钛纤维毡板,钛纤维毡板作为气体扩散层存在以下问题:
4.1、钛纤维毡板是采用钛纤维搭接之后烧结而成,内部空隙杂乱,对流体的导流效果较差;
5.2、钛纤维毡板的表面微观结构也呈现出杂乱无章的状态,在与膜电极接触的界面上,接触效率不高,接触面电阻较大,影响电解水反应的效率。
6.为了解决上述问题需要一种表面平整且具有规则孔隙的新的气体扩散层来满足接触率和导流效率的要求。
技术实现要素:
7.本发明提供了一种气体扩散层及其制备方法,可以解决现有的钛纤维毡板导流效果较差、接触效率不高、接触面电阻较大的问题。
8.为实现上述目的,第一方面,在本技术的实施例中,提供如下技术方案:一种气体扩散层的制备方法,包括以下步骤:
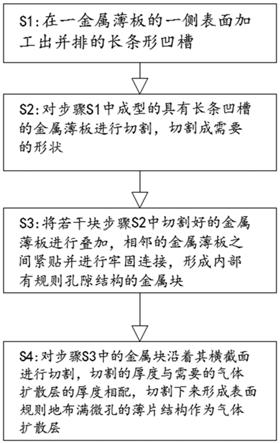
9.s1、在金属薄板的一侧表面加工出并排的长条形凹槽;
10.s2、对步骤s1中成型的具有长条凹槽的金属薄板进行切割,切割成需要的形状;
11.s3、将若干块步骤s2中切割好的金属薄板进行叠加,相邻的金属薄板之间紧贴并进行牢固连接,形成内部有规则孔隙结构的金属块;
12.s4、对步骤s3中的金属块沿着其横截面进行切割,切割的厚度与需要的气体扩散层的厚度相配,切割下来形成表面规则地布满微孔的薄片结构作为气体扩散层。
13.作为优选,其中,步骤s1中包括以下步骤:
14.s11、版辊制作:在表面光滑的版辊上雕刻出并排的沟槽;
15.s12、使用步骤s11中制作好的版辊对金属薄板进行辊压,在金属薄板的一侧表面加工出并排的长条形凹槽。
16.作为优选,所述的版辊上的沟槽沿着版辊的轴向或者周向并排布置。
17.作为优选,步骤s1中金属薄板表面的长条形凹槽采用激光加工或蚀刻加工或超声
波电雕加工或电火花加工形成。
18.作为优选,所述的金属薄板为钛金属或钛合金制成。
19.作为优选,还包括在步骤s4后对气体扩散层进行表面涂层处理,所述的表面涂层处理为钝化防腐处理及亲水性处理。
20.第二方面,在本技术的实施例中,还提供了一种气体扩散层,该气体扩散层由第一方面中所述制备方法制备得到。
21.与现有技术相比,本发明的有益效果是:
22.采用全新的制备方法,制备方法效率高,可以制备出表面平整且具有规则排列的导流通孔的气体扩散层,可以与膜电极接触更充分,降低接触面电阻,提高电解效率;可以最大限度的提高对气体和液体的导流效率;所以本技术是对以往spe电解槽用气体扩散层的非规则内部孔隙结构的一次重要革新,可大大提高气体扩散层对流体的导流效果,同时也可以提高气体扩散层与膜电极的接触效率。
附图说明
23.图1为本发明的制备方法的流程图;
24.图2为本发明的制备方法中步骤s3中金属薄板叠加示意图;
25.图3为本发明的制备方法中步骤s3中形成的金属块的示意图;
26.图4为本发明的气体扩散层的一种实施方式的结构示意图;
27.图5为本发明的气体扩散层的另一种实施方式的结构示意图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
29.本发明提供为实现上述目的,解决现有的钛纤维毡板导流效果较差、接触效率不高、接触面电阻较大的问题,本发明提供如下技术方案:
30.实施例1:
31.如图1所示,提供一种气体扩散层的制备方法,包括以下步骤:
32.步骤s1、在金属薄板的一侧表面加工出并排的长条形凹槽,长条形凹槽用于形成气体扩散层上的微孔,气体扩散层有一个重要指标,就是孔隙率,就是微孔的面积占气体扩散层面积的比率,而长条形凹槽的尺寸以及金属薄板的厚度则都会影响到气体扩散层的孔隙率,设长条形凹槽的深度为a,长条形凹槽的宽度为b,相邻的长条形凹槽之间的距离为c,金属薄板的总厚度为d,通过设置这四个参数的比例,就可以得到一定孔隙率的气体扩散层,如a:b:c:d=1:1:1:2,则气体扩散层最终的孔隙率为25%;也可以将四个参数设置为a:b:c:d=1:2:2:4,则气体扩散层最终的孔隙率为12.5%;再者将四个参数设置为a:b:c:d=1:1:2:2,则气体扩散层最终的孔隙率为12.5%。
33.在本实施例中,长条形凹槽的截面形状具有多种选择,作为优选可以设计为长方形或者正方形,也可以设计呈半圆形或三角形或梯形等形状,本领域技术人员可以根据气体扩散层的具体使用要求来选择不同的长条形凹槽的形状。
34.在本实施例中,在长条形凹槽的成型方式上,本技术提供了一种效率较高的成型
方式,具体为先在表面光滑的版辊上雕刻出并排的沟槽;然后使用制作好的版辊对金属薄板进行辊压,在金属薄板的一侧表面加工出并排的长条形凹槽,其中版辊上的沟槽是用于成型长条形凹槽之间的梁,通过在压辊机上安装表面雕花的版辊对金属薄板进行辊压,就可以一次性完成大数量的长条形凹槽的成型。
35.其中,所述的版辊上的沟槽沿着版辊的轴向或者周向并排布置,都可以通过辊压完成长条形凹槽的成型。
36.当然,在实际应用过程中,对于金属薄板上的长条形凹槽的成型方式还有很多种,如激光加工或蚀刻加工或超声波电雕加工或电火花加工,本领域技术人员可以根据需要进行自行选择。
37.在本实施例中,所述的金属薄板优选为钛金属或钛合金制成,本领域技术人员也可以采用其他防腐性较好的金属材料或合金材料。
38.步骤s2、对步骤s1中成型的具有长条凹槽的金属薄板进行切割,切割成需要的形状,如可以切割呈200mm
×
500mm长方形,切割的方式也有很多种,如切边机进行冲切,也可以采用线切割。
39.步骤s3、如图2
‑
3所示,将若干块步骤s2中切割好的金属薄板进行叠加,金属薄板叠加的数量可以根据气体扩散层的要求进行调整,而相邻的金属薄板之间紧贴并进行牢固连接,具体来说就是位于下层的金属薄板上长条形凹槽形成的梁与位于上层的金属薄板的光滑背面进行紧贴,可以采用高温熔接工艺,金属薄板之间可以牢固连接在一起,形成内部有规则孔隙结构的金属块,如尺寸为200mm
×
500mm
×
500mm的金属块。当然,在实际应用过程中,也可以采用其他的方式将金属薄板连接起来,如超声波焊接、电阻焊、激光焊等等。
40.步骤s4、对步骤s3中的金属块沿着其横截面进行切割,切割的厚度与需要的气体扩散层的厚度相配,如厚度0.5mm,切割下来形成表面规则地布满微孔的薄片结构作为气体扩散层,按照200mm
×
500mm
×
500mm的金属块进行切割,则可以得到数百片规格为500mm
×
500mm
×
0.5mm的气体扩散层,成型的气体扩散层,微孔的密度可以达到每平米数百万个到数十亿个,对流体的导流效果优异。
41.在步骤s4后,还可以增加步骤s5,具体为对气体扩散层进行表面涂层处理,该表面涂层处理主要为钝化防腐处理及亲水性处理。
42.实施例2:
43.在本技术的实施例中,本技术提供了一种气体扩散层,如图4所示,该气体扩散层由实施例1中所述制备方法制备得到,具体结构包括薄板主体,所述的薄板主体上呈规则排列有若干个贯穿薄板主体的微孔,薄板主体的厚度优选为200
‑
800微米,如图4所示,微孔采用矩形阵列排列布置,也可以如图5所示,微孔排列呈若干行,相邻行的微孔呈错位布置,这样可以使微孔更加均匀,对于异形的薄板主体可以提高面积的利用率。
44.本技术采用全新的制备方法,制备方法效率高,可以制备出表面平整且具有规则排列的导流通孔的气体扩散层,可以与膜电极接触更充分,降低接触面电阻,提高电解效率;可以最大限度的提高对气体和液体的导流效率;所以本技术是对以往spe电解槽用气体扩散层的非规则内部孔隙结构的一次重要革新,可大大提高气体扩散层对流体的导流效果,同时也可以提高气体扩散层与膜电极的接触效率。
45.另外,需要补充说明的是:利用本技术方法制作出的气体扩散层也可用于包括但
不限于燃料电池等需要将流体充分分散或收集的物理化学反应领域,在这些领域应用时也能体现出本技术的气体扩散层的性能优势。
46.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后......)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
47.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体地限定。
48.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
49.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。