1.本发明涉及汽车车身组件加工设备技术领域,尤其涉及一种汽车车身组件紧固件检测机构及其检测方法。
背景技术:
2.在汽车车身的组装加工中,会使用到如图1所示的车身组件,该车身组件上预装若干螺杆和接地螺柱,且各接地螺柱上预设了螺母,接地螺柱上的螺母需要用扳手手动旋合拧紧,并进行螺母的扭力检测,然后送至下一工序进一步加工。由于现有各工序是由人工操作,且各接地螺柱分布在车身组件的不同位置,有的接地螺柱位于视野盲区内,在旋合螺母操作时很容易发生遗漏或者旋合不到位的现象,导致车身组件产品质量不稳定、不可靠,容易造成不良品流出,影响了车身加工的质量和效率。
3.因此,开发一种能够检测车身工件的当前状态,提示作业人员按照规定旋合每一个螺母,保证接地螺柱组装工序的可靠性和稳定性。
技术实现要素:
4.有鉴于此,本发明提出了一种集成度高、能够对接地螺柱的位置进行检测、对螺母是否有拧过、螺母旋合次数的计数以及检测旋合后的螺母的扭力进行检测的汽车车身组件紧固件检测机构及其检测方法。
5.本发明的技术方案是这样实现的:
6.一方面,本发明提供了一种汽车车身组件紧固件检测机构,包括车身组件(1)、底座(2)、夹持机构(3)、扳手(4)、若干第一接近检测机构(5)和第二接近检测机构(6);
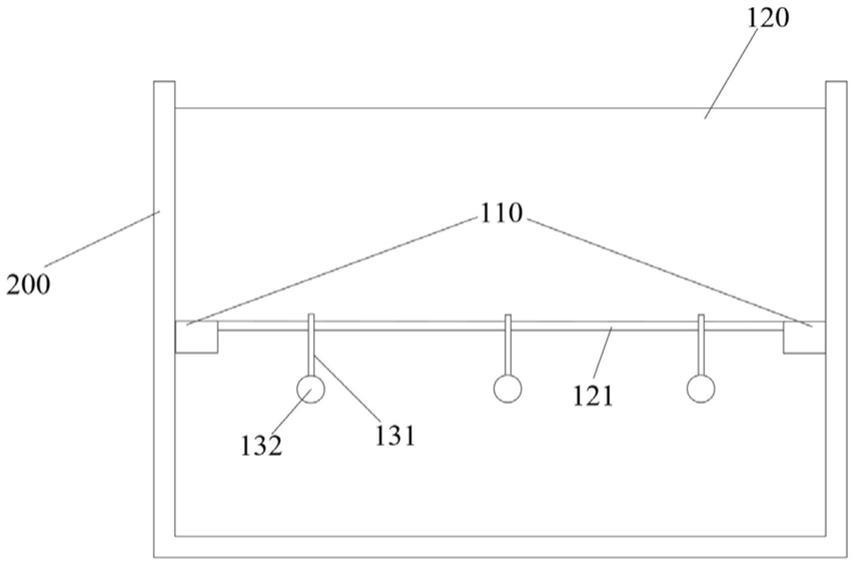
7.车身组件包括顶板(11)和两侧板(12),顶板(11)延伸方向的边缘设置有两侧板(12),两侧板(12)间隔设置且朝着远离顶板(11)的方向延伸;顶板(11)上间隔设置若干螺杆(13),各螺杆(13)的一端与顶板(11)固定连接,螺杆(13)的另一端朝着远离顶板(11)的方向朝外延伸;顶板(11)和两侧板(12)上分别设置有接地螺柱(14),接地螺柱(14)的一端与顶板(11)或者侧板(12)固定连接,接地螺柱(14)的一端朝着远离顶板(11)或者侧板(12)的方向朝外延伸,接地螺柱(14)上设置有待紧固的螺母(15);
8.底座(2),相对于地面固定设置,底座(2)内部中空且一侧开口设置;
9.夹持机构(3),设置在底座(2)内且夹持机构(3)相对于底座(2)的位置可调节;夹持机构(3)包括若干压紧单元(31),压紧单元(31)的活动端伸出并将车身组件(1)压紧在夹持机构(3)上;
10.若干第一接近检测机构(5),分别设置在夹持机构(3)的各压紧单元(31)上,且各第一接近检测机构(5)的检测部朝向螺杆(13)或者接地螺柱(14)远离车身组件(1)的一端;第一接近检测机构(5)还检测扳手(4)是否靠近接地螺柱(14);
11.第二接近检测机构(6),固定设置在底座(2)上,第二接近检测机构(6)上设置有检测部,检测部选择性的伸出并抵持在各接地螺柱(14)上已拧紧的螺母(15)的侧表面,并向
螺母(15)施加一定的切向的推力,判断螺母(15)是否与接地螺柱(14)发生分离;
12.其中,夹持机构(3)位于初始位置,车身组件(1)放置在夹持机构(3)上,夹持机构(3)的压紧单元(31)分别压紧车身组件(1)的不同位置,第一接近检测机构(5)分别检测若干螺杆(13)和接地螺柱(14)是否漏装,并对需要拧紧螺母(15)的接地螺柱(14)进行判断,确认扳手(4)的拧紧次数;完成螺母(15)的拧紧后,夹持机构(3)选择性调整姿态,使得第二接近检测机构(6)的检测部能对各接地螺柱(14)的螺母(15)的侧表面依次施加与拧紧方向相反的推力,检测螺母(15)与接地螺柱(14)的连接状态是否可靠。
13.在以上技术方案的基础上,优选的,所述夹持机构(3)还包括若干垫块(32),各垫块(32)沿着车身组件(1)的延伸方向间隔设置在夹持机构(3)的同一端面上;夹持机构(3)还设置有若干贯通的窗口(33),各压紧单元(31)间隔设置在各垫块(32)延伸方向的两侧的夹持机构(3)端面上或者嵌设在夹持机构(3)的窗口(33)中,各压紧单元(31)的活动端选择性的伸出并抵持在车身组件(1)的顶板(11)远离夹持机构(3)开设窗口(33)的端面或者两侧板(12)不相邻的端面;所述第一接近检测机构(5)设置在不同的压紧单元(31)的活动端上,第一接近检测机构(5)的检测部与接地螺柱(14)或者螺杆(13)之间间隔设置。
14.进一步优选的,所述扳手(4)的一端设置有中空的套筒(41),套筒(41)的内表面与螺母(15)的轮廓相吻合,第一接近检测机构(5)的检测部与接地螺柱(14)之间的间距大于套管的壁厚。
15.进一步优选的,所述夹持机构(3)还包括翻转单元(34),翻转单元(34)延伸方向的两端与底座(2)铰连接,翻转单元(34)的活动端与夹持机构(3)铰连接,夹持机构(3)延伸方向的两端与底座(2)铰连接设置;翻转单元(34)驱动夹持机构(3)相对于底座(2)旋转一定角度并维持当前姿态。
16.更进一步优选的,所述第二接近检测机构(6)包括第一轴向运动单元(61)、第二轴向运动单元(62)、第三轴向运动单元(63)和推杆(64);第一轴向运动单元(61)固定设置在底座(2)上,且与夹持机构(3)的延伸方向相同,第一轴向运动单元(61)具有第一活动部,第一活动部可相对于第一轴向运动单元(61)的延伸方向运动;第二轴向运动单元(62)固定设置在第一活动部上,第二轴向运动单元(62)沿着竖直方向延伸,第二轴向运动单元(62)具有第二活动部,第二活动部可相对于第二轴向运动单元(62)的延伸方向运动;第二活动部上设置有第三轴向运动单元(63),第三轴向运动单元(63)沿着水平方向向着底座(2)的开口方向延伸,第三轴向运动单元(63)具有第三活动部,第三活动部可相对于第三轴向运动单元(63)的延伸方向运动,推杆(64)固定设置在第三活动部上;第二接近检测机构(6)的检测部包含推杆(64)。
17.再进一步优选的,所述推杆(64)靠近底座(2)开口方向的端部的边缘位置具有楔形缺口(65),楔形缺口(65)偏离螺母(15)的中心且楔形缺口(65)的端面选择性的与各螺母(15)边缘处的表面相抵持,向螺母(15)表面施加与拧紧方向相反的固定的推力。
18.更进一步的优选的,还包括压力传感器(7)、蜂鸣器(8)和控制器(9),压力传感器(7)设置在推杆(64)远离底座(2)开设窗口(33)的一端;蜂鸣器(8)设置在扳手(4)的手柄、各第一接近检测机构(5)的检测部或者推杆(64)上;压力传感器(7)、蜂鸣器(8)、第一轴向运动单元(61)、第二轴向运动单元(62)、第三轴向运动单元(63)和各第一接近检测机构(5)的检测部均与控制器(9)电性连接;压力传感器(7)检测推杆(64)抵持螺母(15)表面时的压
力信号;扳手(4)每次靠近接地螺柱(14)或者压力传感器(7)的压力信号发生突变均会使蜂鸣器(8)发出提示。
19.进一步优选的,所述翻转单元(34)的活动端伸出的长度最小时,夹持机构(3)呈水平状态;翻转单元(34)的活动端伸出的长度最大时,夹持机构(3)相对于底座(2)逆时针旋转90
°
。
20.另一方面,本发明还提供了一种汽车车身组件紧固件的检测方法,具体包括以下步骤:
21.s1:配置如上所述的汽车车身组件紧固件检测机构;
22.s2:操作人员将待加工的车身组件(1)放置在夹持机构(3)上,使顶板(11)和两侧板(12)的表面与垫块(32)相抵持;各压紧单元(31)的活动端分别压紧汽车车身组件(1)不同位置的表面并夹紧该组件;
23.s3:各压紧单元(31)的活动端上的第一接近检测机构(5)的检测部分别检测预先设置的各螺杆(13)、接地螺柱(14)及其螺母(15)是否缺失,如有缺失则不能进行后续作业;如没有缺失则进一步执行步骤s4;
24.s4:操作人员手持扳手(4),分别对各接地螺柱(14)上的螺母(15)进行手动拧紧,每当扳手(4)靠近接地螺柱(14)时,蜂鸣器(8)会发出提示音并计数,提示操作人员拧紧的次数;所有螺母(15)均拧紧后,第二接近检测机构(6)动作执行步骤s5;如有一个或者多个螺母(15)漏拧或者没有拧够足够的次数,则第二接近检测机构(6)不动作,直到完成所有的螺母(15)足够次数的拧紧,再执行步骤s5;
25.s5:翻转单元(34)调整夹持机构(3)的姿态,使得各接地螺柱(14)的螺母(15)的中心轴依次处于竖直状态,随后第二接近检测机构(6)动作,第一轴向运动单元(61)、第二轴向运动单元(62)或者第三轴向运动单元(63)运动并带动推杆(64)伸出抵持在各螺母(15)边缘处的表面,施加固定的切向推力,该推力与螺母(15)拧紧的方向相反,如果推杆(64)处的压力传感器(7)的受力状态不变,表面接地螺柱(14)上的螺母(15)被可靠锁紧,强度合格;如果推杆(64)处的压力传感器(7)的受力状态改变,表示在该推力下使得螺母(15)与接地螺柱(14)松动,蜂鸣器(8)发出报警信息,提示操作人员重新拧紧该螺母(15)或者进一步检查;
26.s6:各螺杆(13)、接地螺柱(14)及其螺母(15)没有缺失、螺母(15)紧固强度合格的汽车车身组件(1)判定为合格品,夹持机构(3)、若干第一接近检测机构(5)和第二接近检测机构(6)回到初始姿态,取下汽车车身组件(1),执行后续作业,随后在夹持机构(3)上放置另一个汽车车身组件,重复执行步骤s2—s6。
27.本发明提供的一种汽车车身组件紧固件检测机构及其检测方法,相对于现有技术具有以下有益效果:
28.(1)本发明通过合理设计,将汽车车身组件的螺栓预装配情况检测、各螺母拧紧动作检测和螺栓强度检测的功能进行有机的顺序结合,能够起到很好的防呆效果,防止因视野盲区漏装螺栓、接地螺柱或者螺母,以及对螺母拧紧状态是否可靠进行有效的检测,实现三合一功能,不仅节省了设备的占地面积,而且提高了加工和检测效率;
29.(2)夹持机构的垫块和各压紧单元能够抵紧车身组件的内、外表面,使得其与垫块紧密贴合并保持与夹持机构的相对位置不变,后续夹持机构旋转后也便于对螺栓的扭力进
行检测;
30.(3)翻转机构能可靠的将夹持机构进行0—90
°
翻转,便于带动螺母调节姿态使得第二接近检测机构的推杆能抵接在螺母表面;
31.(4)第二接近检测机构能实现三轴独立运动,准确的接近三处不同位置的螺母,并分别进行扭力检测;
32.(5)完成上述螺栓在位检测、螺母拧紧次数检测和扭力检测后,才会认定工序合格进入下一步,整个加工过程可靠严谨,可稳定车身组件的加工质量。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
34.图1为本发明一种汽车车身组件紧固件检测机构及其检测方法的车身组件的立体图;
35.图2为本发明一种汽车车身组件紧固件检测机构及其检测方法的设备整体的立体图;
36.图3为本发明一种汽车车身组件紧固件检测机构及其检测方法的移除底座后的车身组件、夹持机构、扳手、第一接近检测机构和第二接近检测机构的组合状态立体图;
37.图4为本发明一种汽车车身组件紧固件检测机构及其检测方法的移除底座和车身组件后的夹持机构、扳手、各第一接近检测机构和第二接近检测机构的组合状态立体图;
38.图5为图4的俯视图;
39.图6为图4的前视图;
40.图7为图4的右视图;
41.图8为本发明一种汽车车身组件紧固件检测机构及其检测方法的夹持机构、扳手和各第一接近检测机构的组合状态立体图;
42.图9为本发明一种汽车车身组件紧固件检测机构及其检测方法的第二接近检测机构的立体图。
具体实施方式
43.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
44.如图1所示,图示展示了一种汽车车身组件的不同姿态的立体结构。由图可知,车身组件1包括顶板11和两侧板12,顶板11延伸方向的边缘设置有两侧板12,两侧板12间隔设置且朝着远离顶板11的方向延伸;顶板12上间隔设置若干螺杆13,各螺杆13的一端与顶板11固定连接,螺杆13的另一端朝着远离顶板11的方向朝外延伸;顶板12和两侧板12上分别设置有接地螺柱14,接地螺柱14的一端与顶板11或者侧板12固定连接,接地螺柱14的一端
朝着远离顶板11或者侧板12的方向朝外延伸,接地螺柱14上设置有待紧固的螺母15。在前工序中,各螺杆13、接地螺柱14和螺母15被预设在车身组件1上。后续需要对各螺杆13、接地螺柱14和螺母15进行外观检测,拧紧螺母15,并对螺母15进行扭力检测三个独立的步骤,由于车身组件1是立体产品,接地螺柱14和螺母15分布在不同的表面,加工时车身组件1存在视野盲区,可能会发生漏检测或者漏加工的现象。为了解决该问题,实现加工、检测的连贯性和可靠性,有必要设计一种能够检测车身工件的当前状态的专用检测机构。
45.为解决上述问题,如图2—图9所示,一方面,本发明提供了一种汽车车身组件紧固件检测机构,包括底座2、夹持机构3、扳手4、若干第一接近检测机构5和第二接近检测机构6。
46.底座2相对于地面固定设置,底座2内部中空且一侧开口设置;底座2是设置和安装车身组件1、夹持机构3、扳手4、若干第一接近检测机构5和第二接近检测机构6的基础。
47.夹持机构3设置在底座2内且夹持机构3相对于底座2的位置可调节;夹持机构3包括若干压紧单元31,压紧单元31的活动端伸出并将车身组件1压紧在夹持机构3上;夹持机构3用于抵紧和夹持车身组件1的各个表面,使其在后续加工和检测中不会晃动。由于各接地螺柱14和螺母15位于不同的车身组件1表面,为了调节螺母15相对于第二接近检测机构6的姿态,故将夹持机构3设置为可调节形式。
48.若干第一接近检测机构5分别设置在夹持机构3的各压紧单元31上,且各第一接近检测机构5的检测部朝向螺杆13或者接地螺柱14远离车身组件1的一端;第一接近检测机构5还检测扳手4是否靠近接地螺柱14;第一接近检测机构5跟随压紧单元31的活动端一起运动,检测各螺杆13、接地螺柱14一级螺母15的状态,判断是否有漏装的现象。从而提醒操作人员返工或者核对。
49.第二接近检测机构6固定设置在底座2上,第二接近检测机构6上设置有检测部,检测部选择性的伸出并抵持在各接地螺柱14上已拧紧的螺母15的侧表面,并向螺母15施加一定的切向的推力,判断螺母15是否与接地螺柱14发生分离。前述的各螺杆13、接地螺柱14状态均合格后,由操作人员手动采用扳手对接地螺柱14上的螺母15进行拧紧;拧紧后由第二接近检测机构6施加方向的推力,检测是否能够松动螺母15的紧固状态,从而判断紧固状态是否可靠。
50.本发明使用时:夹持机构3位于初始位置,车身组件1放置在夹持机构3上,夹持机构3的压紧单元31分别压紧车身组件1的不同位置,第一接近检测机构5分别检测若干螺杆13和接地螺柱14是否漏装,并对需要拧紧螺母15的接地螺柱14进行判断,确认扳手4的拧紧次数;完成螺母15的拧紧后,夹持机构3选择性调整姿态,使得第二接近检测机构6的检测部能对各接地螺柱14的螺母15的侧表面依次施加与拧紧方向相反的推力,检测螺母15与接地螺柱14的连接状态是否可靠。
51.如图4—图8所示,夹持机构3还包括若干垫块32,各垫块32沿着车身组件1的延伸方向间隔设置在夹持机构3的同一端面上,垫块32的形状与两侧板之间的车身组件1形状相吻合;夹持机构3还设置有若干贯通的窗口33,各压紧单元31间隔设置在各垫块32延伸方向的两侧的夹持机构3端面上或者嵌设在夹持机构3的窗口33中,位于窗口33内的压紧单元31的活动端选择性的伸出并抵持在车身组件1的顶板11远离夹持机构3开设窗口33的端面,其余的压紧单元31位于两侧板外侧并压紧两侧板12不相邻的端面的不同的位置。第一接近检
测机构5设置在不同的压紧单元31的活动端上,第一接近检测机构5的检测部与接地螺柱14或者螺杆13之间间隔设置。如图4和图8所示,在此将第一接近检测机构5分为5—1和5—2,分别用于区分检测螺杆13位置的第一接近检测机构和检测接地螺柱14及螺母15位置的第一接近检测机构。只有各个第一接近检测机构5均检测正常后,方可进行后续的螺母拧紧工序。第一接近检测机构5可以采用接近传感器或者距离传感器等类似产品实现其功能。
52.扳手4的一端设置有中空的套筒41,套筒41的内表面与螺母15的轮廓相吻合,第一接近检测机构5的检测部与接地螺柱14之间的间距大于套管的壁厚。待紧固的螺母15分别对应了一个可伸入套筒41的待拧紧的工作位置;各压紧单元31的活动端与待拧紧的工作位置之间为间隙设置,提供扳手4的旋转活动空间。
53.为了便于调整夹持机构3的姿态,夹持机构3还包括翻转单元34,翻转单元34的延伸方向两端与底座2铰连接,翻转单元34的活动端与夹持机构3铰连接,夹持机构3延伸方向的两端与底座2铰连接设置;翻转单元34驱动夹持机构3相对于底座2旋转一定角度并维持当前姿态。具体的,翻转单元34的活动端伸出的长度最小时,夹持机构3呈水平状态;翻转单元34的活动端伸出的长度最大时,夹持机构3相对于底座2逆时针旋转90
°
。
54.为实现对各螺母15进行扭力检测,需要使第二接近检测机构6具有较大范围的移动能力。如图3和9所示,第二接近检测机构6包括第一轴向运动单元61、第二轴向运动单元62、第三轴向运动单元63和推杆64;第一轴向运动单元61固定设置在底座2上,且与夹持机构3的延伸方向相同,第一轴向运动单元61具有第一活动部,第一活动部可相对于第一轴向运动单元61的延伸方向运动;第二轴向运动单元62固定设置在第一活动部上,第二轴向运动单元62沿着竖直方向延伸,第二轴向运动单元62具有第二活动部,第二活动部可相对于第二轴向运动单元62的延伸方向运动;第二活动部上设置有第三轴向运动单元63,第三轴向运动单元63沿着水平方向向着底座2的开口方向延伸,第三轴向运动单元63具有第三活动部,第三活动部可相对于第三轴向运动单元63的延伸方向运动,推杆64固定设置在第三活动部上;第二接近检测机构6的检测部包含推杆64。第二接近检测机构6为一个三轴移动机构,可在较大范围实现三轴向的精确运动。第一活动部、第二活动部和第三活动部可采用伺服机构进行驱动,具有较高的精度,从而带动推杆64逼近螺母15表面。
55.为了更好的贴合螺母15的形状并施加推力,推杆64靠近底座2开口方向的端部的边缘位置具有楔形缺口65,楔形缺口65偏离螺母15的中心且楔形缺口65的端面选择性的与各螺母15边缘处的表面相抵持,向螺母15表面施加与拧紧方向相反的固定的推力。楔形缺口65可便于推杆64传递切向的推力到螺母15的表面边缘,该推力可预设一固定值,如果螺母15不能转动,则螺母与接地螺柱14的紧固连接可靠;反之则不可靠。
56.如图9配合图2和图4所示,为了更好的提示操作人员不要遗漏对螺母15的拧紧作业,本发明还包括压力传感器7、蜂鸣器8和控制器9,压力传感器7设置在推杆64远离底座2开设窗口33的一端;蜂鸣器8设置在扳手4的手柄、各第一接近检测机构5的检测部或者推杆64上;压力传感器7、蜂鸣器8、第一轴向运动单元61、第二轴向运动单元62、第三轴向运动单元63和各第一接近检测机构5的检测部均与控制器9电性连接;压力传感器7检测推杆64抵持螺母15表面时的压力信号;扳手4每次靠近接地螺柱14或者压力传感器7的压力信号发生突变均会使蜂鸣器8发出提示。扳手4靠近接地螺柱14旋紧螺母15可作为一次计数,可设置一个旋紧次数阈值,达到或者超过阈值后方可判定螺母15已拧紧。推杆64的压力突变,表示
螺母15发生松动,相应的压力传感器7会输出压力突变信号,指示螺母15紧固状态不可靠,实现智能化的提示功能。压力传感器7可采用应变片式压力传感器,受到推杆64推力的反作用力进行压缩,并获取推力的变化情况。
57.另一方面,本发明还提供了一种利用汽车车身组件紧固件检测机构进行车身组件紧固件检测的方法,具体包括以下步骤:
58.s1:配置如上所述的汽车车身组件紧固件检测机构;
59.s2:操作人员将待加工的车身组件1放置在夹持机构3上,使顶板11和两侧板12的表面与垫块32相抵持;各压紧单元31的活动端分别压紧汽车车身组件1不同位置的表面并夹紧该组件;
60.s3:各压紧单元31的活动端上的第一接近检测机构5的检测部分别检测预先设置的各螺杆13、接地螺柱14及其螺母15是否缺失,如有缺失则不能进行后续作业;如没有缺失则进一步执行步骤s4;
61.s4:操作人员手持扳手4,分别对各接地螺柱14上的螺母15进行手动拧紧,每当扳手4靠近接地螺柱14时,蜂鸣器8会发出提示音并计数,提示操作人员拧紧的次数;螺母15均拧紧后,第二接近检测机构6动作执行步骤s5;如有一个或者多个螺母15漏拧或者没有拧够足够的次数,则第二接近检测机构6不动作,直到完成所有的螺母15足够次数的拧紧,再执行步骤s5;
62.s5:翻转单元34调整夹持机构3的姿态,使得各接地螺柱14上的螺母15的中心轴依次处于竖直状态,随后第二接近检测机构6动作,第一轴向运动单元61、第二轴向运动单元62或者第三轴向运动单元63运动并带动推杆64伸出抵持在各螺母15边缘处的表面,施加固定的切向推力,该推力与螺母15拧紧的方向相反,如果推杆64处的压力传感器7的受力状态不变,表面接地螺柱14上的螺母15被可靠锁紧,强度合格;如果推杆64处的压力传感器7的受力状态改变,表示在该推力下使得螺母15与接地螺柱14松动,蜂鸣器8发出报警信息,提示操作人员重新拧紧该螺母15或者进一步检查;
63.s6:各螺杆13、接地螺柱14及其螺母15没有缺失、螺母15紧固强度合格的汽车车身组件1判定为合格品,夹持机构3、若干第一接近检测机构5和第二接近检测机构6回到初始姿态,取下汽车车身组件1,执行后续作业,随后在夹持机构3上放置另一个汽车车身组件,重复执行步骤s2—s6。
64.执行上述步骤可有效改善车身组件1加工中的不良现象,提高生产的连贯性和可靠性。
65.以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。