1.本发明涉及压气机扇形段叶片非接触测量领域,特别是一种基于计算机视觉的叶片表面缺陷测量装置。
背景技术:
2.在航空发动机中,发动机叶片长期工作在高温、高腐蚀等极端环境中,在服役的过程中非常容易产生裂纹、凹痕、划痕、裂口等表面缺陷,严重影响设备安全。目前主流航空压气机叶片在研制过程中,每次试验之后需进行故障检测,压气机扇形段叶片数量大,每级叶片多达数十甚至上百片,检测项目多,压气机静子叶片在叶盘上处于高密度分布状态,叶片间距仅10mm左右,测量空间极其狭小,且缺陷本身的尺度小、形态差异大,检测过程极易受环境及零件结构本身影响,特征提取非常困难,因此叶片表面缺陷检测及判定一直是叶片故障检测过程中的难点。传统叶片裂纹等表面缺陷检测的方法需要把叶片从发动机中取出,拿到实验室中进行微晶分析,这种检测方法需要对叶片进行破坏,属于有损检测。现有的检测方法多依赖人工,由检测人员手持检测设备实现检测,然而现有的检测设备尺寸较大,无法伸入叶片间隙中从而实现对深处叶片表面的扫描,此外,依赖人工手持探头进行叶片扫描检测,易受检测人员经验影响,出现漏检的情况。因此,检测仪器设备的小型化,自动化是目前的重要问题。
3.传统的无损检测主要有x射线检测、红外热图检测和超声检测等,x射线检测能直观检测出叶片内部裂纹,容易对检测人员身体产生危害,红外热图检测一般由检测人员手持红外探头进行叶片扫描,对检测人员的要求高,而超声检测检测设备轻,易于实现自动化,但是不适于复杂曲面叶片的表面检测。针对可以拆卸的自由叶片,可以依赖于双目立体视觉进行叶片的三维重建,但是扇形段叶片间隙狭小,双目结构等常规的视觉检测系统体积较大,无法检测。
技术实现要素:
4.本发明的目的是提供一种扇形段叶片表面缺陷的无接触式在线测量装置及方法,设计微型视觉探头,基于改进的反射式激光三角法,实现对扇形段叶片表面瑕疵的精确在线识别和测量。解决传统方法无法在狭小空间内实现叶片表面缺陷检测的问题,减小叶片表面瑕疵漏检率,提升叶片表面瑕疵测量精度。技术方案如下:
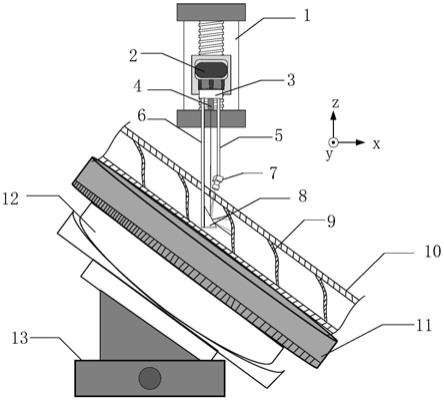
5.一种基于计算机视觉的扇形段叶片表面缺陷测量装置,包括分度盘,角度位移台,直线位移台,微型视觉探头,带动探头进行z方向移动的探头端位移台和带动微型视觉探头实现一维转动的旋转位移台,其特征在于,
6.分度盘,用于固定待测扇形段叶片并带动待测扇形段叶片旋转,实现不同叶片的测量工位切换,分度盘固定在角度位移台上;
7.角度位移台,用于进行固定在分度盘上的待测扇形段叶片与微型视觉探头的角度微调,角度位移台固定在叶片端直线位移台上;
8.叶片端直线位移台,用于带动角度位移台运动,实现待测扇形段叶片的径向方向的扫描;
9.所述的微型视觉探头,包括底座,与底座固定连接的线激光器,探头短臂,探头长臂,微型相机和反光镜,其中,
10.反光镜,固定于探头长臂,用于将线激光反射至叶片表面,并将叶片表面的图像反射到微型相机上;
11.微型相机,固定于微型视觉探头短臂,用于对通过反光镜反射到镜头中的叶片表面图像进行采集;
12.待测扇形段叶片被斜向固定,便于探头长臂和反光镜的伸入叶片内。
13.1.利用权利要求1所述的装置实现的扇形段叶片表面缺陷测量方法,其特征在于,包括下列步骤:
14.第一步,连接传感线路,将微型相机探头和上位机进行连接,将各个运动部件线路与上位连接,将各个运动部件复位到初始位置;
15.第二步,将待测扇形段叶片通过工装安装在分度盘上,根据先验信息通过角度位移台调整待测扇形段叶片倾角,使叶片方向与微型视觉探头一维位移方向平行;
16.第三步,探头端位移台带动微型视觉探头向z轴负向运动,实现第一次z向扫描;
17.第四步,第一次z向扫描完成后,叶片端直线位移台带动叶盘向y轴正向移动一个相机视场的位置,再由探头端位移台带动微型视觉探头向z轴正向移动扫描,重复第三、四步直至完成整个待测扇形段叶片的扫描;
18.第五步,扫描完成后探头端位移台带动微型视觉探头复位,旋转位移台带动微型视觉探头实现180
°
旋转,重复第三、四步,实现待测扇形段叶片的另一表面的扫描
19.第六步,分度盘转动,带动叶盘实现工位切换,重复第三、第四、第五步,进行下一级待测扇形段叶片的测量;
20.第七步,上位机实现叶片三维点云重建,实现叶片表面瑕疵的识别和测量。
21.本发明公开一种扇形段叶片表面缺陷在线测量装置及方法,可用于实现对航空发动机压气机扇形段叶片表面缺陷的识别和精确在线测量。测量装置设计微型视觉探头,微型视觉探头是基于激光三角法的测量原理,由于测量空间狭小,传统激光三角法无法适用,本发明改进了激光三角法的结构,使用反光镜反射线结构光到叶片表面,再使用微型相机拍摄由反光镜反射过来的图像。由高精度运动机构带动微型视觉探头实现扇形段叶片表面扫描,设计工装将扇形段叶片倾斜一定角度,使微型视觉探头和叶片方向平行,最大程度简化了探头机械运动机构的复杂程度,精度高、流程少,可推广运用到各种场合下狭小空间内物体表面在线检测。
附图说明
22.图1示出本发明所述扇形段叶片表面缺陷测量装置的示意图,规定坐标系方向如图所示,规定垂直纸面向外的方向为y轴正向,其中1表示带动探头进行z方向移动的高精度位移台,由其带动探头实现叶片表面扫描;2表示旋转位移台,带动微型视觉探头实现一维转动,实现对叶片正反两个表面的检测;3表示微型视觉探头底座;4表示微型视觉探头里的线激光器,向叶片表面投射线激光,实现叶片表面特征的增强;5表示微型视觉探头中的短
臂;6表示微型视觉探头中的长臂;7表示微型视觉探头中的微型相机,安装在微型视觉探头短臂5的末端,用于对通过反光镜反射到镜头中的叶片表面图像进行采集;8表示微型视觉探头中的反光镜,安装在微型视觉探头长臂6的末端,用于将探头底部的线激光反射至叶片表面,并将叶片表面的图像反射到7上;9是待测压气机扇形段叶片的径向剖面,10为待测压气机扇形段叶片的叶盘剖面,11为高精度分度盘,通过分度盘旋转带动扇形段叶片旋转,实现不同叶片的测量工位切换,12为高精度角度位移台,在进行不同型号扇形段叶片测量时进行叶片与微型视觉探头的角度微调,13为高精度直线位移台,带动叶片沿y轴方向进行运动,实现扇形段叶片的径向方向的扫描。
23.图2为典型压气机扇形段静子叶片的扇形段模型,压气机扇形段静子叶片的主要作用为导气,为了提高叶片刚性和自振频率,设计成两端固定的方式,这给叶片的检验工作带来极高难度。
24.图3为微型视觉探头的测量原理,其中14表示相机像平面,15表示光平面,16表示由激光器投射出的线激光,17表示待测表面。
具体实施方式
25.本发明提供一种基于计算机视觉的压气机扇形段叶片表面缺陷测量装置及方法。
26.由于测量空间狭小,传统测量手段无法适用,因此本发明中提出了一种新型微型视觉探头,通过简化探头结构以达到减小探头体积的目的,探头由6部分结构组成,探头长臂6、探头短臂5和线激光器4刚性固定在探头底座3上,反光镜8固定在探头长臂6的头部,微型相机7固定在探头短臂5上,并与反光镜表面呈45度。传统基于激光投射的视觉测量体积庞大,其中重要原因就是光路需要正对待测表面。针对以上问题,本发明改进了激光三角法的结构,通过折叠光路压缩测量空间,使用反光镜反射线结构光到叶片表面,再使用微型相机拍摄由反光镜反射过来的图像。
27.本发明拟使用反光镜把线结构光反射到叶片表面,再使用微型相机采集图像,使用激光三角法原理获取被测部分的三维坐标,再结合高精度位移台对叶片表面进行扫描,从而实现叶片表面缺陷检测。测量原理:线结构光平面与被测物体相交,形成了一条激光条纹线,令该线上的一点p在相机中的成像像点为p',特征交点p既在物体表面上也在线结构光平面上面,若要得到点p在世界坐标系下的三维坐标,就必须知道线激光光平面与世界坐标系之间的空间位置关系。
28.将全局世界坐标系作为系统测量的基准坐标系,目标点p在相机坐标系、世界坐标系、图像坐标系下的坐标分别为(x
c y
c z
c
),(x
w y
w z
w
),(x y)。根据小孔成像原理,p点在这三个坐标系下的透视投影关系为:
[0029][0030]
f为ccd相机焦距,表示图像平面到相机光心之间的距离,用齐次坐标可以表示成:
[0031][0032]
则世界坐标系p点坐标与投影点p的像素坐标(u v)之间的关系式为:
[0033][0034]
f
x
=f/dx,f
y
=f/dy,m为3
×
4矩阵。
[0035]
也将世界坐标系作为线结构光光平面的参考坐标系,设线结构光在全局坐标系下的空间平面方程为:
[0036]
ax
w
by
w
cz
w
d=0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0037]
由此通过二维平面像点可以得到空间中与之唯一对应的三维点。
[0038]
传统的扫描结构一般由多自由度机械臂带动探头进行运动实现扫描,但是这种方法定位精度低,在扇形段叶片间隙如此狭小的空间内极容易碰伤叶片,针对以上问题,本发明将各个运动自由度分解,分别使用高精度运动机构带动微型视觉探头实现扇形段叶片表面扫描,设计工装将扇形段叶片倾斜一定角度,使微型视觉探头和叶片方向平行,最大程度简化了探头机械运动机构的复杂程度,使探头只需要进行一维直线运动就可以实现叶片轴向部分的扫描,最后扫描完成后对叶片表面进行三维重建,从而实现扇形段叶片表面瑕疵的识别与测量。
[0039]
利用上述基于计算机视觉的压气机扇形段叶片表面缺陷测量装置,进行压气机扇形段叶片表面缺陷检测的方法,包括下列步骤:
[0040]
第一步是连接传感线路,将微型相机探头和上位机进行连接,将运动装置线路与上位连接,将各部分机械运动装置复位到初始位置。
[0041]
第二步是将扇形段叶片通过工装安装在高精度分度盘上,通过先验信息通过角度位移台12调整叶盘倾角,使叶片方向与微型视觉探头一维位移方向平行。
[0042]
第三步是探头端高精度位移台1带动微型视觉探头3向z轴负向运动,实现第一次z向扫描。
[0043]
第四步是第一次z向扫描完成后,叶片端高精度位移台13带动叶盘向y轴正向移动一个相机视场的位置,再由高精度位移台1带动微型视觉探头向z轴正向移动扫描,重复第三、四步直至完成整个叶片的扫描。
[0044]
第五步是扫描完成后高精度位移台1带动微型视觉探头复位,旋转位移台2带动微
型视觉探头实现180
°
旋转,重复第三、四步,实现上一级叶片的另一表面的扫描
[0045]
第六步是分度盘7转动,带动叶盘实现工位切换,重复第三、第四、第五步,进行下一级叶片的测量。
[0046]
第七步是再扫描完成后,上位机实现叶片三维点云重建,实现叶片表面瑕疵的识别和测量。
[0047]
由于测量精度高,相机视场小,要实现整个扇形段叶片的检测要通过机械运动装置带动视觉探头扫描实现。本发明最大程度简化了机械运动的结构,使探头只需要进行一维直线运动就可以实现叶片轴向部分的扫描,其余方向的运动由叶盘移动实现,避免了仅依靠探头进行六轴运动的复杂机械结构,减小了机械复杂程度,提升测量结构精度及稳定性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。