1.本发明属于工业产线监测技术领域,尤其涉及一种产线监测系统及其控制方法。
背景技术:
2.随着新一代信息技术的发展以及智能制造、工业4.0等促进产业端数据汇集工作的不断推进,以工业物联网为核心的产业大脑成为推进产业结构调整和现代经济体系建设的重要中枢。为了顺应技术发展的趋势和响应国家发展战略,迫切需要打造集数据采集、网络传输、数据分析、异常处理为一体的现代工业物联网产线监测系统,赋予工业自动化产线智能化,提升自动化产线的安全性和可靠性,降低产线异常对生产效率和生产质量的影响。
3.一条现代化的智能生产线需要有一套灵敏可靠的产线监测系统,对于自动化产线,监测系统需要及时发现产线异常,根据检测到的异常代码执行对应的处理方案并发出报警信号,从而保证正常的工业自动化生产和生产系统的安全。而目前的自动化产线多为顺序任务执行,各任务按照时间顺序依次执行,即在等待当前正在发送的数据帧读取和发送完毕之后再响应异常报警任务,远远达不到对异常报警任务响应的低时延要求。
技术实现要素:
4.本发明的目的是针对现有的技术存在上述问题,提出了一种可以快速响应异常报警、实时性高、可靠性高的产线监测系统及其控制方法。
5.为了实现上述目的,本发明采用的技术方案为:
6.一种产线监测系统,包括步骤:
7.获取模块,用于获取工件安装图像信号和产线工作信号,并采用预设算法对工件安装图像信号和产线工作信号进行处理分析,得到处理后的工件安装图像信号和产线工作信号;
8.控制模块,与所述获取模块相连接,所述控制模块用于接收处理后的工件安装图像信号和产线工作信号,且处理后的工件安装图像信号和产线工作信号依据预设任务调度方法中的优先级顺序生成对应的控制信号;
9.报警模块,与所述控制模块相连接,所述报警模块用于根据对应的控制信号生成报警信号。
10.在上述的一种产线监测系统中,预设任务调度方法具体包括:将产线监测系统业务划分为多个任务,包括开始任务、plc alarm信号处理任务、图像检测结果处理任务、plc工控数据读取任务、plc工控数据发送任务、plc状态信号读取任务、plc状态信号发送任务以及oled显示任务,其中,开始任务优先级为6、plc alarm信号处理任务以及图像检测结果处理任务优先级为6,plc工控数据读取任务和plc工控数据发送任务优先级为5,plc状态信号读取任务和plc状态信号发送任务优先级为4,oled显示任务优先级为3。
11.在上述的一种产线监测系统中,所述控制模块包括:
12.控制芯片,与所述获取模块相连接,所述控制芯片用于接收处理后的工件安装图
像信号和产线工作信号,并根据处理后的工件安装图像信号和产线工作信号生成对应的控制信号,且所述控制芯片使用实时操作系统;
13.云服务器,与所述控制芯片相连接,所述云服务器用于接收并储存根据产线工作信号生成的控制信号。
14.在上述的一种产线监测系统中,所述实时操作系统包括嵌入式实时操作系统。
15.在上述的一种产线监测系统中,所述获取模块包括:
16.图像处理单元,与所述控制芯片相连接,用于获取产线工件安装图像信号,并对图像信号进行处理分析,且将处理分析后的图像信号传输到所述控制芯片;
17.产线控制单元,与所述控制芯片相连接,用于实时获取产线工控数据,并将所述工控数据传输到所述控制芯片。
18.在上述的一种产线监测系统中,所述报警模块设置有多个类别的报警指示灯,用于根据不同的报警信号执行不同的报警命令。
19.在上述的一种产线监测系统中,包括显示模块,与所述控制模块相连接,所述显示模块用于实时显示系统任务的运行状态;
20.复位模块,与所述控制模块相连接,所述复位模块用于控制所述控制模块的复位。
21.在上述的一种产线监测系统中,包括电源模块,与所述控制模块相连接,所述电源模块用于对所述控制模块、报警模块进行供电。
22.本发明的目的还在于提供一种产线监测系统的控制方法,包括步骤:
23.s1:对产线监测系统进行初始化;
24.s2:对产线各任务进行划分并设置优先级;
25.s3:通过图像处理单元获取产线工件安装图像信号,且通过产线控制单元获取产线工作信号;
26.s4:通过预设算法对工件安装图像信号进行处理,得到处理后的工件安装图像信号;
27.s5:判断处理后的工件安装图像信号和产线工作信号是否存在异常,若是,则至步骤s6,若否,则至步骤s7;
28.s6:通过控制芯片根据处理后的工件安装图像信号和产线工作信号生成对应的控制信号,并将对应的控制信号传输至报警模块,报警模块根据对应的控制信号生成对应的报警信号;
29.s7:通过控制芯片将产线工作信号传输至云服务器储存。
30.在上述的一种产线监测系统的控制方法中,步骤s4中的预设算法具体包括步骤:
31.s41:通过工业相机获取工件安装图像;
32.s42:读取预设模板图像,并将获取到的工件安装图像与预设模板图像进行比对;
33.s43:计算工件安装图像与模板图像的匹配度,并判断是否超过预设阈值,若是,则至步骤s44,若否,则至步骤s45;
34.s44:生成异常工件安装图像信号,并将异常工件安装图像信号传输至控制芯片;
35.s45:生成正常工件安装图像信号,并将正常工件安装图像信号传输至控制芯片。
36.与现有技术相比,本发明具有以下有益效果:
37.1、本发明通过控制模块实时监测工件安装图像信号和产线工控数据,并在接收到
异常信号时,迅速将异常信号反馈到报警模块,实现了全自动全天异常监测,无需人工看守。
38.2、本发明通过采用多任务管理机制,且各任务之间为优先级抢占调度,将异常信号任务设置为高优先级任务,在出现异常信号时,可以抢占其他正在执行的任务,优先处理异常信号,满足了异常信号报警的低时延性,保证了产线监测系统的可靠性和实时性。
39.3、通过将产线各任务设置不同优先级,且将plc alarm信号处理任务和图像检测结果处理任务的优先级均设置为最高级,实现对plc alarm信号处理任务和图像检测结果处理任务的实时响应,且实现了两种报警业务的超低时延需求,极大地提高了产线监测系统对报警业务的响应效率,保证了产线监测系统的可靠性和实时性。
40.4、本发明各模块之间配合合理高效,通过图像处理单元对工件安装图像进行处理判断,减少了控制芯片的工作量,在保证全天候实时监测产线运行状态的前提下,降低了硬件成本,适用于计算能力不足以及资源不足的嵌入式产品,使得资源受限的嵌入式设备也可以实现完整的产线监测。
41.5、通过显示模块显示当前系统任务的执行状态,包括当前正在运行的任务状态,plc alarm信号的检测状态以及工件安装状态的检测,均可以通过显示模块直观地显示出来,便于工作人员对产线实时状态的监控,大大提高了工作效率。
附图说明
42.图1是本发明一种产线监测系统中的系统框架图。
43.图2是本发明一种产线监测系统的控制方法中的步骤图。
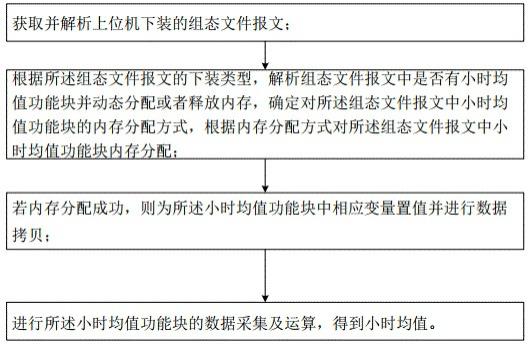
44.图3是本发明一种产线监测系统的控制方法中的s4具体步骤图。
具体实施方式
45.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
46.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
47.如图1至图3所示,本发明提供了一种产线监测系统,包括:
48.获取模块,用于获取工件安装图像信号和产线工作信号,并采用预设算法对工件安装图像信号和产线工作信号进行处理分析,得到处理后的工件安装图像信号和产线工作信号;
49.控制模块,与所述获取模块相连接,所述控制模块用于接收处理后的工件安装图像信号和产线工作信号,且处理后的工件安装图像信号和产线工作信号依据预设任务调度方法中的优先级顺序生成对应的控制信号;
50.报警模块,与所述控制模块相连接,所述报警模块用于根据对应的控制信号生成报警信号。
51.本发明提供的一种产线监测系统,通过获取模块实时获取产线工作信号,并将获取到的工件安装图像信号和产线工作信号分析处理后传输到控制模块,通过控制模块实时
监测产线运行状态,并在接收到异常工作信号时,迅速将异常信号反馈到报警模块,实现了全自动实时异常监测,无需人工时时看守,大大提高了工作效率。
52.优选地,如图1至图3所示,控制模块包括:控制芯片,与所述获取模块相连接,所述控制芯片用于接收处理后的工件安装图像信号和产线工作信号,并根据处理后的工件安装图像信号和产线工作信号生成对应的控制信号,且所述控制芯片使用实时操作系统;云服务器,与所述控制芯片相连接,所述云服务器用于接收并储存根据产线工作信号生成的控制信号。
53.进一步优选地,所述控制芯片与所述云服务器之间通过以太网通讯。
54.在本实施例中,所述控制芯片优选为stm32h743嵌入式处理器,获取模块将实时获取到的工作信号源源不断的传输到控制芯片,控制芯片会接收到多种工作信号,在接收到正常的工作信号时,控制芯片会将工作信号处理后传输到云服务器上储存,在接收到异常的工作信号时,则通知报警模块进行报警。
55.优选地,如图1至图3所示,所述实时操作系统包括嵌入式实时操作系统freertos,所述嵌入式实时操作系统freertos用于将产线任务分割为多个,并对各产线任务设置优先级。
56.进一步优选地,预设任务调度方法具体包括:将产线监测系统业务划分为多个任务,包括开始任务、plc alarm信号处理任务、图像检测结果处理任务、plc工控数据读取任务、plc工控数据发送任务、plc状态信号读取任务、plc状态信号发送任务以及oled显示任务,其中,开始任务优先级为6、plc alarm信号处理任务以及图像检测结果处理任务优先级为6,plc工控数据读取任务和plc工控数据发送任务优先级为5,plc状态信号读取任务和plc状态信号发送任务优先级为4,oled显示任务优先级为3。
57.进一步优选地,开始任务用于创建其余任务,plc工控数据读取任务和plc状态信号读取任务指控制芯片通过modbus tcp协议分别读取plc的工控数据和状态信号,plc工控数据发送任务和plc状态信号发送任务分别将工控数据和状态信号转化格式,通过mqtt协议上传至云服务器。plc alarm信号处理任务通过以太网接收plc在上料、涂油等工艺流程发生异常时产生的alarm信号,如果接收到alarm信号,则控制报警模块进行报警。图像检测结果处理任务是通过串口接收图像处理单元的检测结果,如果图像处理单元检测到工件安装存在异常,则控制报警模块进行报警。
58.在本实施例中,将产线监测系统业务划分为多个任务,且对任务进行优先级的设置,等级越高则优先级越高,即系统会优先处理优先级高的的任务,且优先级高的任务可以随时抢占低优先级的任务。在实际生产中,产线上会存在多种同时运行的任务,在这些任务中,plc工控数据读取任务、plc工控数据发送任务、plc状态信号读取任务以及plc状态信号发送任务是日常持续进行的,而plc alarm信号处理任务和图像检测结果处理任务则是在发生异常状态时需要产线监测系统临时响应的,本发明将plc alarm信号处理任务和图像检测结果处理任务的优先级均设置为最高级,实现对plc alarm信号处理任务和图像检测结果处理任务的实时响应,且实现了两种报警业务的超低时延需求,极大地提高了产线监测系统对报警业务的响应效率,保证了产线监测系统的可靠性和实时性。
59.对于图像检测结果处理任务,通过工业相机对工件安装状态进行实时抓拍,并对抓拍的图片进行图像处理和检测,判断工件安装是否出错,同时将工件图像检测结果通过
串口发送到控制芯片,当控制芯片接收到工件安装图像检测结果时,由于图像检测结果处理任务的优先级为最高级,所以会打断plc工控数据发送任务,来对优先级更高的图像检测结果处理任务进行响应,在图像检测结果处理任务执行完毕之后,继续执行被打断的plc工控数据发送任务。同理,当执行到plc状态信号发送任务时,若控制模块接收到通过以太网传来的plc alarm信号,则此时plc alarm信号处理任务就会打断优先级较低的plc状态信号发送任务,在plc alarm信号处理任务结束之后继续执行plc状态信号发送任务。在整个过程中,高优先级的任务可以随时打断低优先级的任务,并抢占执行,同一优先级的任务按时间顺序依次执行,各个任务之间互不影响,在保证了高优先级任务的响应效率的同时还确保了系统的稳定性。
60.优选地,如图1至图3所示,所述获取模块包括:
61.图像处理单元,与所述控制芯片相连接,用于获取产线工件安装图像信号,并对图像信号进行处理分析,且将处理分析后的图像信号传输到所述控制芯片;产线控制单元,与所述控制芯片相连接,用于实时获取产线工控数据,并将所述工控数据传输到所述控制芯片。
62.进一步优选地,图像处理单元采用模板匹配算法对工件图像进行处理。
63.在本实施例中,图像处理单元通过工业相机获取产线工件图像,并对工件安装图像进行处理和检测,通过串口将图像处理结果发送到控制芯片,若工件装配位置异常,则通过控制芯片控制报警模块进行报警。同时,工业相机还通过模板匹配算法对工件图像进行处理和检测,判断工件安装是否存在异常,得到处理后的图像信号,使得处理后的图像信号可直接发送至控制芯片,控制芯片仅需根据处理后的图像信号生成对应的控制信号,无需对工件安装图像进行处理分析判断,大大减少了控制芯片的工作量,使得本系统可以在资源受限的嵌入式设备上运行,在保证全天候实时监测产线运行状态的前提下,降低了硬件成本,适用于计算能力不足以及资源不足的嵌入式产品,大大提高了本系统的实用性。
64.产线控制单元包括工控plc,用于实时获取产线工控数据,包括产线状态信号、工控数据和alarm报警信号,控制芯片通过以太网读取工控plc上的实时数据。
65.自动化产线每天都会产生大量的数据,这些数据一部分来自传感器采集到的数据,另一部分是自动化产线控制器plc产生的工控数据、状态信号和报警信号。产线监测系统大部分时间用于采集产线数据并将数据传送至工业互联网云服务器,数据的读取和发送一般按字节或者数据帧传输,耗时比较长,若在数据的读取或者发送过程中产线发生异常,需要监测系统立马中止数据的读取和发送任务,优先响应异常报警任务。本系统是一种基于freertos的嵌入式实时产线监测系统,能够在发生异常时,优先对异常报警任务进行响应,保证了报警任务的低时延要求。
66.优选地,如图1至图3所示,包括显示模块,与所述控制模块相连接,所述显示模块用于实时显示系统任务的运行状态。
67.进一步优选地,所述显示模块为oled显示。
68.在本实施例中,oled显示模块用于显示当前系统任务的执行状态,包括当前是哪个任务正在运行,是否检测到plc的alarm信号,是否检测到工件安装不良,均可以通过显示模块直观地显示出来,便于工作人员对产线实时状态的监控,大大提高了工作效率。
69.优选地,如图1至图3所示,包括复位模块,与所述控制模块相连接,所述复位模块
用于控制所述控制模块的复位。
70.在本实施例中,复位模块用于控制控制芯片的重启,在控制芯片发生异常导致系统死机或者其他不良时,可通过复位模块控制控制芯片进行重启,无需更换芯片即可解决部分异常,提高了系统的维修效率,增强了系统稳定性。
71.优选地,如图1至图3所示,所述报警模块设置有多个类别的报警指示灯,用于根据不同的报警信号执行不同的报警命令。
72.在本实施例中,报警模块是当控制芯片读取到plc的alarm信号,或者图像处理单元检测到工件没有安装正确时做出报警响应,报警模块包括红、黄、蓝、绿等不同颜色类别的报警,可根据不同报警信号显示不同的报警内容,便于工作人员区分不同的异常状态,同时,还设置有蜂鸣器报警提示,可在最短时间内通知到工作人员,大大提高了系统报警的响应效率。
73.优选地,如图1至图3所示,包括电源模块,与所述控制模块相连接,所述电源模块用于对所述控制模块、报警模块、显示模块以及复位模块进行供电。
74.在本实施例中,电源模块用于对整个系统进行供电,提供稳定的3.3v电源,电源模块为常规技术手段,在此不再赘述。
75.如图1至图3所示,本发明还提供了一种产线监测系统的控制方法,包括步骤:
76.s1:对产线监测系统进行初始化;
77.s2:对产线各任务进行划分并设置优先级;
78.s3:通过获取模块获取产线工件图像信号和产线工作信号,并通过预设算法对工件图像信号和产线工作信号进行处理,得到处理后的工件图像信号和产线工作信号;
79.s4:判断处理后的工件图像信号和产线工作信号是否存在异常,若是,则至步骤s5,若否,则至步骤s6;
80.s5:通过控制芯片生成对应的控制信号,并将对应的控制信号传输至报警模块,报警模块根据对应的控制信号生成对应的报警信号;
81.s6:通过控制芯片将产线工作信号传输至云服务器储存。
82.在本实施例中,首先对产线监测系统进行初始化,然后对产线各任务进行划分,使各任务独立运行,并对各任务设置优先级,使得系统根据任务优先级依次执行不同任务,先执行高优先级任务,再执行低优先级任务,并且高优先级任务可以打断低优先级任务。在任务执行过程中,通过图像处理单元获取产线工件图像信号,并通过预设算法对工件图像信号进行处理分析,判断工件图像信号是否存在异常,若工件安装不到位,则直接打断低优先级任务,对高优先级的图像检测结果处理任务优先执行,通过控制芯片控制报警模块进行报警,另外,还通过产线控制单元实时获取产线工作信号,若控制芯片读取到产线报警信号,则优先执行plc alarm信号报警任务,通过控制芯片控制报警模块进行报警。通过给不同的任务设置不同的优先级,使得高优先级的图像检测结果处理任务和plc alarm信号报警任务得到实时响应,满足了报警任务的低时延需求,大大提升了产线监测中的报警时效。
83.优选地,如图1至图3所示,步骤s3中对工件图像信号的处理具体包括步骤:
84.s31:通过工业相机获取工件安装图像;
85.s32:读取预设模板图像,并将获取到的工件安装图像与预设模板图像进行比对;
86.s32:计算工件安装图像与模板图像的匹配度,并判断是否超过预设阈值,若是,则
至步骤s33,若否,则至步骤s34;
87.s33:生成异常工件安装图像信号,并将异常工件安装图像信号传输至控制芯片;
88.s34:生成正常工件安装图像信号,并将正常工件安装图像信号传输至控制芯片。
89.在本实施例中,采用模板匹配算法判断工件安装是否正常,工作原理为:首先读取工件安装图像和预设模板图像,利用matchtemplate(target,template,tm_sqdiff_normed)进行模板匹配,归一化处理,裁剪出匹配区域,得到匹配区域图片,并进行灰度匹配,计算工件安装图像与预设模板图像的差值,当差值超过预设阈值时,则判断工件安装存在异常,反之,则判断工件安装正常。通过模板匹配算法提前对工件安装图像进行处理,使得处理后的图像信号可直接发送至控制芯片,控制芯片仅需根据图像信号生成对应的控制信号,无需对工件安装图像进行处理分析判断,大大减少了控制芯片的工作量,使得本系统可以在资源受限的嵌入式设备上运行,在保证全天候实时监测产线运行状态的前提下,降低了硬件成本,适用于计算能力不足以及资源不足的嵌入式产品,大大提高了本系统的实用性。
90.需要说明的是,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
91.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
92.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。