技术特征:
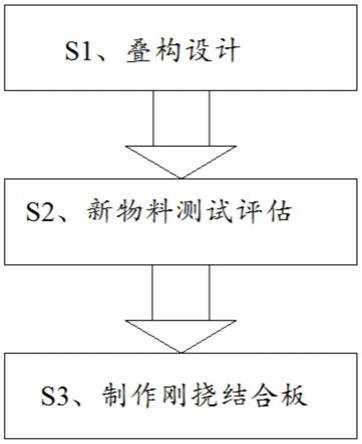
1.一种5g超薄型刚挠结合板制备方法,其特征在于:包括以下步骤:s1、叠构设计:对刚挠结合板进行叠构设计,其中叠构设计时所采用的半固化片包括1017半固化片;s3、制作刚挠结合板:根据所述叠构设计进行制作刚挠结合板。2.根据权利要求1所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述1017半固化片为台光em390 1017pp物料。3.根据权利要求2所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述1017半固化片的型号为em
‑
39b 1017r79。4.根据权利要求1到3任一项所述一种5g超薄型刚挠结合板制备方法,其特征在于:在所述步骤s1与所述步骤s3之间设有以下步骤:s2、新物料测试评估:对所述1017半固化片进行投产前验证;所述步骤s2的新物料测试评估包括以下步骤:s2.1、新物料:选中所述1017半固化片;s2.2、原物料物性测试:对所述1017半固化片进行原物料物性测试;s2.3、压合参数测试:对所述1017半固化片进行压合参数测试;s2.4、钻孔参数测试:对所述1017半固化片进行钻孔参数测试;s2.5、除胶量质量损失:对所述1017半固化片进行除胶量质量损失测试;s2.6、除胶参数测试:对所述1017半固化片进行除胶参数测试;s2.7、材料评估:对所述1017半固化片进行材料评估;s2.8、放量测试:对所述1017半固化片进行放量测试;s2.9、标准化:对所述1017半固化片进行标准化。5.根据权利要求4所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述步骤s2.2的原物料物性测试包括以下步骤:s2.2.1、tma tg测试:对所述1017半固化片进行tma tg测试;s2.2.2、td测试:对所述1017半固化片进行td测试;s2.2.3、dk/df测试:对所述1017半固化片进行dk/df测试;s2.2.4、cte测试:对所述1017半固化片进行cte测试;s2.2.5、modulus测试:对所述1017半固化片进行modulus测试;s2.2.6、tga filler比例测试:对所述1017半固化片进行tga filler比例测试;s2.2.7、filler eds元素分析:对所述1017半固化片进行filler eds元素分析;s2.2.8、dma t260测试:对所述1017半固化片进行dma t260测试;s2.2.9、dma t288测试:对所述1017半固化片进行dma t288测试;s2.2.10、dma t300测试:对所述1017半固化片进行dma t300测试;s2.2.11、tga 260测试:对所述1017半固化片进行tga 260测试。6.根据权利要求5所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述步骤s2.3的压合参数测试包括以下步骤:在所述1017半固化片经过压合后,对所述1017半固化片依次进行配方料温测试、tg测试、ir漂锡测试、peel strength测试、填胶状况测试、介电层均匀性测试;所述步骤s2.4的钻孔参数测试包括以下步骤:
在所述1017半固化片经过钻孔后,对所述1017半固化片上所钻的孔依次进行孔壁品质测试、roughness测试、上下孔孔径测试;所述步骤s2.6的除胶参数测试包括以下步骤:在所述1017半固化片经过除胶后,对所述1017半固化片上所钻的孔依次进行孔壁测试、roughness测试、pi测试、玻纤突出电镀品质测试;所述步骤s2.8的放量测试包括以下步骤:对所述1017半固化片依次进行fa信赖度测试、fa尺寸测试涨缩测试。7.根据权利要求1到3、5到6任一项所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述步骤s3的制作刚挠结合板包括以下步骤:s3.1、压合:将所述1017半固化片与软板基材进行压合;s3.2、钻孔:对所述软板基材进行钻孔;s3.3、激光钻孔:对所述软板基材进行激光钻孔,所述软板基材上形成盲孔;s3.4、除胶:对所述软板基材上的盲孔进行除胶;s3.5、电镀:对所述软板基材上的盲孔进行选镀。8.根据权利要求7所述一种5g超薄型刚挠结合板制备方法,其特征在于:在所述步骤s3.1的压合中:所述1017半固化片与高溫缓冲材、软板基材进行压合,采用双人 治具进行1017半固化片的预粘,压合的最高溫度为200℃;在所述步骤s3.2的钻孔中:刀具的进刀速为70ipm,刀具的钻速为180krpm,刀具的回刀速为800ipm,刀具的寿命为1500hit,叠板数为4;在所述步骤s3.3的激光钻孔中:激光的脉宽是11/2us,激光的激发次数为1 1shot,激光的光罩尺寸为1.5mm,激光的能量为8.5mj;在所述步骤s3.4的水平除胶中:使用等离子除胶 水平除胶进行除胶;在所述步骤s3.5的电镀中:采用正反向脉冲电镀,夹头夹短边,采用高铜低酸体系,大电流短时间,反向电流为正向电流时间的十分之一。9.根据权利要求1到3、5到6、8任一项所述一种5g超薄型刚挠结合板制备方法,其特征在于:所述步骤s3的制作刚挠结合板还包括以下步骤:s3.6、整板沉铜:对所述软板基材进行整板沉铜;s3.7、超粗化微蚀:对所述软板基材进行超粗化微蚀;s3.8、贴膜:使用贴膜机在所述软板基材上进行贴干膜;s3.9、曝光:使用所述ldi曝光机对所述软板基材上的干膜进行曝光处理;在所述步骤s3.9的曝光之前还设有以下步骤:工程资料反补偿:根据ldi曝光机解析度、矢量格式图像的线路的线宽/线距、所述矢量格式图像转换成的标量格式图像的线路的线宽的pixel数量,然后调整所述标量格式图像的线路的线宽的pixel数量。10.根据权利要求9任一项所述一种5g超薄型刚挠结合板制备方法,其特征在于:在所述步骤工程资料反补偿中:所述ldi曝光机解析度为2.1μm,所述矢量格式图像的线路的线宽/线距为30/30μm,所述矢量格式图像转换成的标量格式图像的线路的线宽的pixel数量为15个pixel,然后将所述标量格式图像的一个pixel减去后得到14个pixel。
技术总结
本发明公开了一种5G超薄型刚挠结合板制备方法,包括以下步骤:S1、叠构设计:对刚挠结合板进行叠构设计,其中叠构设计时所采用的半固化片包括1017半固化片;S3、制作刚挠结合板:根据所述叠构设计进行制作刚挠结合板。在所述步骤S1与所述步骤S3之间设有以下步骤:S2、新物料测试评估:对所述1017半固化片进行投产前验证。本发明的方法步骤设计合理,通过采用1017半固化片,此类半固化片采用1017玻璃布,因此其压合后的厚度在30μm左右,从而有效减小了刚挠结合板的板厚,比如当需要制作10层、板厚0.5mm、任意层互连的刚挠结合板时,通过采用1017半固化片,就可以满足10层硬板压后厚度在0.5mm以内的要求,从而有效提升了刚挠结合板的现场制程能力。板的现场制程能力。板的现场制程能力。
技术研发人员:王康兵 曾祥福 周刚
受保护的技术使用者:广东科翔电子科技股份有限公司
技术研发日:2021.09.15
技术公布日:2021/12/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。