1.本实用新型涉及涂胶装置,具体涉及一种用于板材涂胶的水胶涂胶机。
背景技术:
2.目前,市面上的木门为多层板材涂胶后压合而成,随着科技的进步,涂胶工序基本淘汰了手工作业,采用自动涂胶机。近年来,越来越多的板材贴合用胶采用ab胶胶水,其中b胶胶水为水样剂,本身粘度极小,而目前市面上的涂胶机多与粘度较大的胶水配适,不适用于b胶的涂胶作业。
技术实现要素:
3.为了解决现有技术的不足,本实用新型提供一种适用于低粘度胶水涂覆的水胶涂胶机。
4.本实用新型采用如下技术内容:一种水胶涂胶机,包括机架,所述机架上安装有上钢辊、下钢辊、升降调节装置、水平调节装置、传动机构和淋胶装置,还包括海绵发泡辊,所述升降调节装置连接所述海绵发泡辊,所述水平调节装置连接所述上钢辊,所述淋胶装置的淋胶位置介于海绵发泡辊与上钢辊之间。
5.所述的一种水胶涂胶机,其特征是:所述升降调节装置包括升降调节手轮,蜗轮升降机,弹簧,调节座,海绵发泡辊,下钢辊,蜗轮升降机的横向调节杆外侧一端安装升降调节手轮、内侧端通过转接件连接淋胶装置的水平支撑杆,蜗轮升降机的纵向丝杆固定有调节座,海绵发泡辊安装于调节座上。
6.所述的一种水胶涂胶机,其特征是:所述发泡辊与所述上钢辊安装于调节座上,所述水平调节装置包括调节手轮和调节轨,水平调节手轮连接一个水平设置的螺杆,调节座前端部固定一螺母,螺母与螺杆匹配,螺杆端部套接于上钢辊端部连接的上固定座,上固定座的顶部底部对称设置有滑槽,调节轨对应滑槽设置有凸起的滑条。
7.所述的一种水胶涂胶机,其特征是:所述调节座分别开有用于安装上钢辊和海绵发泡辊的安装孔,其中,匹配上钢辊的安装孔为长孔。
8.所述的一种水胶涂胶机,其特征是:淋胶装置包括进液接头、水平支撑杆、淋胶管,进液接头下方连接淋胶管,淋胶管水平设置,底部开有喷淋孔,淋胶管在水平方向介于上钢辊与海绵发泡辊之间。
9.所述的一种水胶涂胶机,其特征是:还包括供胶装置,所述供胶装置包括设置在行走架上的接胶桶和隔膜泵,进液接头连接隔膜泵出口。
10.所述的一种水胶涂胶机,其特征是:所述海绵发泡辊两侧下方分别设置接胶槽,海绵发泡辊长度大于下钢辊长度。
11.所述的一种水胶涂胶机,其特征是:所述传动机构包括电机,驱动链轮,下钢辊链轮,海绵辊链轮,涨紧链轮,涨紧弹簧,电机直联驱动链轮,通过链条带动下钢辊链轮与海绵辊链轮,下钢辊链轮与海绵辊链轮在链条的驱动下做相反运动,从而将工件输送出涂胶机,
链条通过涨紧链轮和涨紧弹簧来实现涨紧。
12.本实用新型采用海绵发泡辊,相比于现有涂胶机多采用的胶辊,海绵发泡辊不但弹性大,而且吸附性极佳,在涂胶过程中,由于其本身弹性将吸附的胶水均匀地涂在工件上,同时多余的胶水会从海绵发泡辊的两端流入接胶槽,接胶槽中胶水通过管道回收至接胶桶进行重复使用,避免浪费,提高胶水的利用率。
附图说明
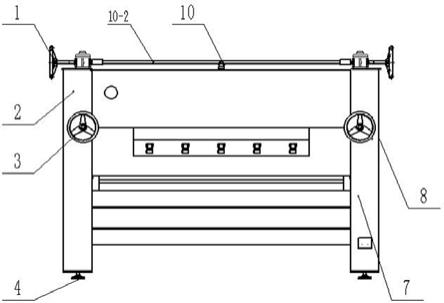
13.图1为本实用新型结构主视图;
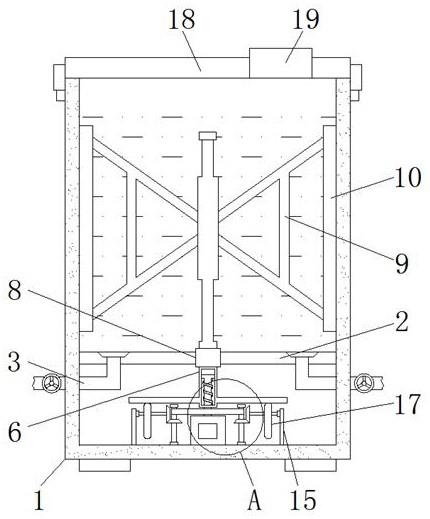
14.图2为本实用新型供胶装置结构示意图;
15.图3为本实用新型调节装置安装结构主视图;
16.图4为本实用新型调节装置安装结构左视图;
17.图5为本实用新型调节轨结构主视图;
18.图6为本实用新型上固定座结构主视图;
19.图7为本实用新型调节座结构主视图;
20.图8为本实用新型传动结构示意图;
21.图9为本实用新型供胶装置供胶流向示意图。
22.图中,1、升降调节装置,1
‑
1、升降调节手轮,1
‑
2、蜗轮升降机,1
‑
3、弹簧,1
‑
4、调节座,1
‑
5、海绵发泡辊,1
‑
6下钢辊;
23.2、左支承架;
24.3、水平调节装置,3
‑
1、水平调节手轮,3
‑
2、调节轨,3
‑
3、上钢辊,3
‑
4、上固定座;
25.4、调节式地脚,7、右支承架;
26.8、传动装置,8
‑
1、电机,8
‑
2、驱动链轮,8
‑
3、下钢辊链轮,8
‑
4、海绵辊链轮,8
‑
5、涨紧链轮,8
‑
6、涨紧弹簧,8
‑
7、链条;
27.9、接胶槽;
28.10、淋胶装置,10
‑
1、进液接头,10
‑
2、水平支撑杆,10
‑
3、淋胶管;
29.11、接胶桶,12、隔膜泵,13、行走架。
具体实施方式
30.如图1所示,一种水胶涂胶机,包括机架,涂胶辊和传送装置。机架包括左支撑架2、右支撑架7。机架上设置有升降调节装置1、水平调节装置3、输送装置6、传动装置8、接胶槽9和淋胶装置10,左支撑架2、右支撑架7底部设置有调节式地脚4。
31.如图2所示,涂胶机还匹配有供胶装置,供胶装置包括设置在行走架13上的接胶桶11和隔膜泵12。
32.如图1、3、4所示,升降调节装置1包括升降调节手轮1
‑
1,蜗轮升降机1
‑
2,弹簧1
‑
3,调节座1
‑
4,海绵发泡辊1
‑
5,下钢辊1
‑
6。左支撑架2、右支撑架7顶部分别安装一个蜗轮升降机,蜗轮升降机1
‑
2的横向调节杆外侧一端安装升降调节手轮1
‑
1、内侧端通过转接件,如转接轴承连接淋胶装置10的水平支撑杆10
‑
2,蜗轮升降机1
‑
2的纵向丝杆固定有调节座1
‑
4,海绵发泡辊1
‑
5安装于调节座1
‑
4上。海绵发泡辊1
‑
5两侧下方分别设置接胶槽9。
33.水平调节装置3包括水平调节手轮3
‑
1,调节轨3
‑
2,上钢辊3
‑
3,其中,水平调节手
轮3
‑
1连接一个水平设置的螺杆,调节座1
‑
4前端部固定一螺母,螺母与螺杆匹配,螺杆端部套接于上钢辊3
‑
3端部连接的上固定座3
‑
4,上固定座3
‑
4设置于调节轨3
‑
2上,如图6
‑
7所示,上固定座3
‑
4的顶部底部对称设置有滑槽,调节轨3
‑
2对应滑槽设置有凸起的滑条,如图8所示,调节座1
‑
4分别开有用于安装上钢辊3
‑
3和海绵发泡辊1
‑
5的安装孔,其中,匹配上钢辊3
‑
3的安装孔为长孔,以配适上固定座3
‑
4与调节轨3
‑
2的调节功能。下钢辊1
‑
6安装于固定转轴上,海绵发泡辊1
‑
5长度大于下钢辊1
‑
6长度。
34.如图8所示,传动机构包括电机8
‑
1,驱动链轮8
‑
2,下钢辊链轮8
‑
3,海绵辊链轮8
‑
4,涨紧链轮8
‑
5,涨紧弹簧8
‑
6。传动装置由电机8
‑
1直联驱动链轮8
‑
2,通过链条带动下钢辊链轮8
‑
3与海绵辊链轮8
‑
4实现传动,下钢辊链轮8
‑
3与海绵辊链轮8
‑
4 在链条8
‑
7的驱动下做相反运动,从而将工件输送出涂胶机,链条8
‑
7通过涨紧链轮8
‑
5和涨紧弹簧8
‑
6来实现涨紧。
35.如图9所示,淋胶装置10包括进液接头10
‑
1、水平支撑杆10
‑
2、淋胶管10
‑
3,进液接头10
‑
1下方连接淋胶管10
‑
3,淋胶管10
‑
3水平设置,底部开有喷淋孔,淋胶管10
‑
3在水平方向介于上钢辊3
‑
3与海绵发泡辊1
‑
5之间。进液接头10
‑
1连接隔膜泵12出口,接胶槽9底部连通管路件,两侧管路件通过三通接头集中并通过软管回流至接胶桶11内。
36.涂胶前做好准备工作:根据工件厚度的不同调节升降调节手轮1
‑
1旋转带动蜗轮升降机1
‑
2实现海绵辊1
‑
5的升降;根据工艺要求确定涂胶量的大小,调节水平调节手轮3
‑
1来实现对上钢辊3
‑
3的水平移动,调整钢辊3
‑
3与海绵辊1
‑
5的间距,从而调节胶量大小;工件进入涂胶机后,b胶胶水经过隔膜泵12吸至上钢辊3
‑
3和海绵发泡辊1
‑
5间隙,经海绵发泡辊1
‑
5吸附后均匀涂至工件,通过海绵发泡辊1
‑
5和下钢辊1
‑
6运输工件出涂胶机,海绵发泡辊1
‑
5多余胶水经工件与海绵必泡辊1
‑
5挤压后会流入接胶槽9,接胶槽9通过底部的管路件流回接胶桶11。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。