1.本实用新型涉及一种检测系统,具体涉及一种钢制焊接接头横向缺陷横波斜入射水浸检测系统。
背景技术:
2.薄壁无缝钢管一般采用水浸法横波斜入射进行双向周向自动检测,而薄壁无缝钢管实现横波斜入射的前提是(t/d)
临界
<1/2(1
‑
c
s2
/c
l2
),其中t为钢管壁厚、d为钢管外径、c
s2
与c
l2
分别为钢中横波与纵波声速,即t/d<0.2。nb/t 47013.3《承压设备无损检测第3部分:超声检测》中规定凡是采用横波斜入射检测纵向钢制承压设备焊接接头时,内外径之比≥70%,即t/d≤0.15,满足薄壁横波斜入射检测的条件,而横向焊接接头并未规定厚径比。
3.钢制承压设备焊接接头超声检测是否针对横向缺陷进行扫查一般取决于检验规程中检测等级的要求,若检测等级为b级或c级,一般应进行横向缺陷扫查,而b级检测在承压设备焊接接头中占比较高,由于b级检测不要求祛除余高,因此有关标准针对横向缺陷扫查一般推荐采用探头与焊接接头中心线成不大于10
°
的双向斜平行扫查,但探头角度并未明确规定,在对横向焊接接头采用斜平行扫查时,存在声束角度不能抵达焊接接头根部的可能。另外,由于超声检测过程中,缺陷检出率反比于超声波声束和缺陷的角度,因此受限于焊接接头的影响,斜平行扫查在针对横向缺陷检测时存在一定的漏检概率。因此,从标准对横向缺陷扫查的要求和缺陷检出率角度出发,若将无缝钢管横波斜入射检测的方法引用到钢制承压设备焊接接头,对焊接接头横向缺陷进行检测系统是可行的,且其具有较斜平行扫查更好的缺陷检出率。
技术实现要素:
4.为解决上述问题,提高钢制焊接接头横向缺陷的检出率,本实用新型提供了一种钢制焊接接头横向缺陷横波斜入射水浸检测系统,用于计算与调节水浸检测聚焦探头偏心距x、水套楔块中水层厚度h和声透镜的曲率半径等参数,在不祛除余高的工况下,实现钢制焊接接头横向缺陷横波斜入射水浸检测,实用新型在不去除焊接接头余高的前提下,可实现手动、快速、可靠的横向缺陷检测,提高横向缺陷检出率。
5.本实用新型采用如下技术方案来实现的:
6.一种钢制焊接接头横向缺陷横波斜入射水浸检测系统,包括水浸检测聚焦探头、水套楔块、稳压器和水箱;
7.水浸检测聚焦探头安放于水套楔块内,水套楔块能够沿纵向焊接接头周向与深度方向调节位置;水套楔块内充满耦合介质,并通过软管与水箱联通,水浸检测聚焦探头装配有声透镜经水浸检测聚焦探头激发的超声纵波用于声透镜处进行聚焦。
8.本实用新型进一步的改进在于,还包括在软管中间设置的稳压器,通过调节稳压器数值的大小对水套楔块内的耦合介质进行调节。
9.本实用新型进一步的改进在于,耦合介质为水。
10.本实用新型进一步的改进在于,声透镜为柱面透镜或球面透镜。
11.本实用新型进一步的改进在于,经水浸检测聚焦探头激发的超声纵波用于声透镜处进行线聚焦或点聚焦。
12.本实用新型进一步的改进在于,水套楔块与纵向焊接接头的接触面根据纵向焊接接头的横向尺寸进行加工而成。
13.本实用新型进一步的改进在于,聚焦深度f与声透镜的半径r
声
有关,且对于纵向焊接接头满足r
声
=0.46f,可计算得出声透镜半径r
声
的大小。
14.本实用新型进一步的改进在于,水浸检测聚焦探头在水套楔块中的深度位置h满足h=f
‑
(r2‑
x2)^2,r与r分别表示钢制压力管道的内径与外径。
15.本实用新型至少具有如下有益的技术效果:
16.本实用新型提供的一种钢制焊接接头横向缺陷横波斜入射水浸检测系统,提供了实现钢制焊接接头横向缺陷横波斜入射水浸检测各参数的计算过程,可根据该计算过程对1水浸检测聚焦探头偏心距x、2水套楔块中水层厚度h和6声透镜的曲率半径进行针对性调节。
17.具体的,聚焦深度f与声透镜的半径r
声
有关,且对于钢制焊接接头满足r
声
=0.46f,可计算得出声透镜曲率半径r
声
的大小;在满足超声检测第一临界角与一次横波能够入射至焊接接头根部的前提下,偏心距x应满足c
l1
×
r/c
l2
≤x≤c
l1
×
r/c
s2
,其中c
l1
代表耦合介质中超声纵波声速,c
l2
、c
s2
分别代表3钢制焊接接头中超声纵波与超声横波的声速,r与r分别表示钢制压力管道的内径与外径;水浸检测聚焦探头在水套楔块中的深度位置h应满足h=f
‑
(r2‑
x2)^2;
18.进一步,在经过计算分别得出1水浸检测聚焦探头偏心距x、水套楔块中水层厚度h和声透镜的曲率半径等参数后,按照参数调节各硬件,打开稳压器开关,保证水套楔块内耦合介质稳定,分别沿着焊接接头周向进行双向扫查,从而实现钢制焊接接头横向缺陷横波斜入射水浸检测。
附图说明
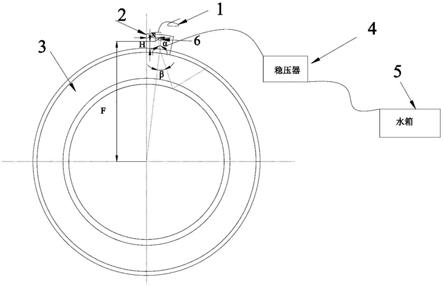
19.图1为纵向焊接接头横波斜入射水浸检测透视图;
20.图2为纵向焊接接头横波斜入射水浸检测主视图;
21.图3为纵向焊接接头横波斜入射水浸检测俯视图;
22.图4为纵向焊接接头横波斜入射水浸检测左视图;
23.图5为水浸检测探头透视图;
24.图6为水浸检测探头主视图;
25.图7为水浸检测探头左视图。
26.附图标记说明:
27.1代表水浸检测聚焦探头;
28.2代表水套楔块;
29.3代表纵向焊接接头;
30.4代表稳压器;
31.5代表水箱;
32.6代表水浸检测聚焦探头声透镜。
具体实施方式
33.以下结合附图对本实用新型做出进一步的说明。
34.应当理解的是,此处所描述的具体实施方式仅用于说明和解释本专利,并不用于限制本专利,下以钢制压力管道纵向焊接接头横向缺陷横波斜入射水浸检测为例进行说明。
35.如图1至图7所示,本实用新型提供的一种钢制焊接接头横向缺陷横波斜入射水浸检测系统,包括水浸检测聚焦探头1、水套楔块2、纵向焊接接头3、稳压器4、水箱5和水浸检测聚焦探头声透镜6。
36.如图2所示,水浸检测聚焦探头1安放于水套楔块2内,水套楔块2能够沿纵向焊接接头3周向与深度方向调节位置。
37.如图2所示,水套楔块2内充满耦合介质,通过软管与水箱5联通,在软管中间设置有稳压器4,可通过调节稳压器4数值的大小对水套楔块2内的水量进行调节。
38.如图5所示,水浸检测聚焦探头1装配有声透镜6,声透镜6可为柱面或球面,经水浸检测聚焦探头1激发的超声纵波用于声透镜6处进行线聚焦(柱面)或点聚焦(球面)。
39.如图2所示,聚焦深度f与声透镜6的半径r
声
有关,且对于纵向焊接接头3满足r
声
=0.46f,可计算得出声透镜半径r
声
的大小。
40.如图2所示,在满足超声检测第一临界角与一次横波能够入射至纵向焊接接头3根部的前提下,偏心距x应满足c
l1
×
r/c
l2
≤x≤c
l1
×
r/c
s2
,其中c
l1
代表耦合介质中超声纵波声速,c
l2
、c
s2
分别代表钢制纵向焊接接头3中超声纵波与超声横波的声速,r与r分别表示钢制压力管道的内径与外径。
41.如图2所示,水浸检测聚焦探头1在水套楔块2中的深度位置h应满足h=f
‑
(r2‑
x2)^2。
42.如图2所示,通过一系列已知量的计算,可分别得到水浸检测聚焦探头1在水套楔块2中的深度位置h、水浸检测聚焦探头1在水套楔块2中的周向偏心距x和声透镜6的半径;
43.如图2所示,超声纵波经声透镜6聚焦后射入水套楔块2中的耦合介质中,且在耦合介质的作用下形成声束偏转后的超声纵波α,超声入射纵波α射入纵向焊接接头余高表面内,进而形成声束偏转后的超声横波β,在沿着3纵向焊接接头圆周方向双向推进1水浸检测聚焦探头,实现纵向焊接接头3横向缺陷的检测。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。