1.本公开涉及精密计量学,并且更具体地涉及具有移动机构的坐标测量机,该移动机构能够沿着多个轴线并且相对于工件表面以期望的角度/方向移动测量探针。
背景技术:
2.典型地已知的坐标测量机(cmm)包括探针、移动机构和控制器。探针可以是具有探针尖端的触觉测量探针,该探针尖端物理地接触要测量的工件(即,物体)。触觉探针的一些实例包括接触探针或扫描探针(例如,探针尖端被定位成接触并沿其滑动以便“扫描”工件的表面)。在操作中,cmm的移动机构保持并移动探针,并且控制器控制移动机构。移动机构通常使探针能够在相互正交的x、y和z方向上移动。
3.美国专利7,660,688公开了一种示例性cmm,其通过引用整体并入本文。如上所述,具有移动机构的cmm使触觉扫描探针的接触点沿着工件的表面移动。在移动过程中,将探针压向工件以获取移动机构和探针的位移,然后cmm合成位移以检测接触点的位置(测量值),从而基于检测到的表面点测量/确定工件的表面轮廓。
4.虽然将此类cmm与此类触觉探针一起使用实现了测量工件的表面轮廓,但此类过程仍存在某些局限性(例如,与要执行的过程所需的时间量、探针尖端与工件所需的物理接触等等有关)。可以改善或以其他方式增强利用cmm测量或其他方式确定工件的表面轮廓的技术将是期望的。
技术实现要素:
5.本发明内容的提供是为了以简化形式引入下文在具体实施方式中进一步描述的概念的选择。本发明内容并非旨在标识要求保护的主题的关键特征,也并非旨在用于辅助确定所要求保护的主题的范围。
6.根据一个方面,提供了一种坐标测量机系统,其包括视觉探针、滑动机构配置、旋转机构、一个或多个处理器以及耦合至一个或多个处理器的存储器。视觉探针包括光源和物镜,该物镜输入由光源照射的工件表面产生的图像光,并且沿着成像光路传输所述图像光,其中所述物镜限定所述视觉探针的光轴,所述光轴至少在所述物镜和所述工件表面之间延伸。视觉探针还包括照相机,该照相机接收沿成像光路传输的成像光并提供工件表面的图像。滑动机构配置包括x轴滑动机构、y轴滑动机构和z轴滑动机构,它们各自被配置为在机器坐标系内分别在相互正交的x轴、y轴和z轴方向上移动视觉探针。旋转机构联接在z轴滑动机构和视觉探针之间,并且被配置为将视觉探针旋转到相对于机器坐标系的z轴的不同角度方向。存储器存储程序指令,当程序指令由一个或多个处理器执行时使一个或多个处理器执行以下操作:
7.使用旋转机构调整视觉探针的方向,以使视觉探针的光轴指向工件的表面,其中视觉探针的光轴不平行于机器坐标系的z轴,并且对应于图像堆叠采集轴;
8.采集包括多个图像的图像堆叠,每个图像对应于视觉探针沿着图像堆叠采集轴的
聚焦位置;和
9.至少部分地基于对图像堆叠的图像的分析确定聚焦曲线数据,其中聚焦曲线数据指示工件表面上的多个表面点的3维位置。
10.进一步地,上述的采集图像堆叠包括:
11.调节多个滑动机构,以将视觉探针从各自沿着图像堆叠采集轴的第一图像采集位置移动到第二图像采集位置,其中视觉探针分别在第一图像采集位置和第二图像采集位置采集多个图像的第一图像和第二图像;和
12.调节多个滑动机构,以将视觉探针从也沿着图像堆叠采集轴的第二图像采集位置移动到第三图像采集位置,其中视觉探针在第三图像采集位置采集多个图像的第三图像。
13.根据另一方面,提供一种测量工件表面的方法。该方法通常包括四个步骤:
14.操作坐标测量机系统,该系统包括:(i)视觉探针,其被配置为基于沿着所述视觉探针的光轴传输的图像光对工件的表面成像;(ii)滑动机构配置,其包括x轴滑动机构、y轴滑动机构和z轴滑动机构,它们各自配置为在机器坐标系内分别在相互正交的x轴、y轴和z
‑
轴方向上移动视觉探针;和(iii)旋转机构,其联接在所述z轴滑动机构和所述视觉探针之间,并且被配置为将所述视觉探针相对于所述机器坐标系的z轴旋转至不同的角度方向;
15.使用旋转机构调整视觉探针的方向,以使视觉探针的光轴指向工件的表面,其中视觉探针的光轴不平行于机器坐标系的z轴,并且对应于图像堆叠采集轴;
16.采集包括多个图像的图像堆叠,每个图像对应于视觉探针沿着图像堆叠采集轴的聚焦位置,其中采集图像堆叠包括:(i)调节多个滑动机构,以将视觉探针从各自沿着图像堆叠采集轴的第一图像采集位置移动到第二图像采集位置,其中视觉探针分别在第一图像采集位置和第二图像采集位置采集多个图像的第一图像和第二图像;和(ii)调节多个滑动机构,以将视觉探针从也沿着图像堆叠采集轴的第二图像采集位置移动到第三图像采集位置,其中视觉探针在第三图像采集位置采集多个图像的第三图像;和
17.至少部分地基于对图像堆叠的图像的分析确定聚焦曲线数据,其中聚焦曲线数据指示工件表面上的多个表面点的3维位置。
附图说明
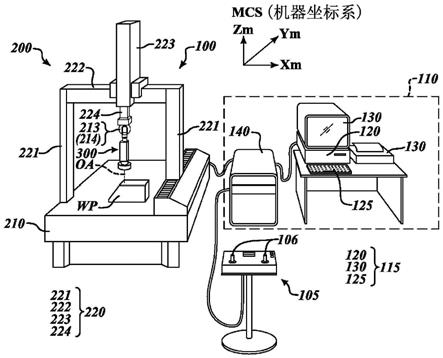
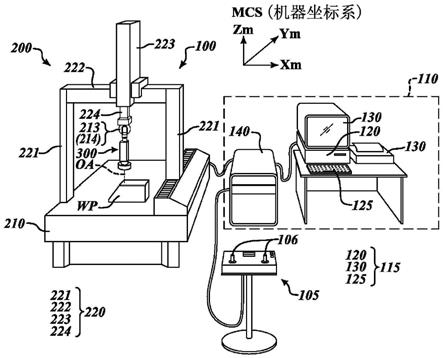
18.图1a是示出根据实施例的坐标测量机(cmm)的各种组件的图;
19.图1b是示意性地示出耦合到诸如图1a中所示的cmm的探针头的视觉探针的图;
20.图2是示出诸如图1a的cmm的各种控制元件的框图;
21.图3a是视觉探针的示意图,该视觉探针的光轴(oa)相对于放置工件wp的表面大致处于垂直方向(即,oa平行于机器坐标系的z轴);
22.图3b是图3a的视觉探针的示意图,其光轴(oa)以一角度定向(即,不平行于机器坐标系的z轴);
23.图4是示出视觉探针沿着机器坐标系x轴方向和z轴方向移动以在图像采集位置(i)处获取图像的2维立体图;
24.图5是示出视觉探针沿着机器坐标系x轴方向、y轴方向和z轴方向移动以在图像采集位置(i)处获取图像的3维立体图;
25.图6a和图6b示出了示例性方法,该方法是如何使用视觉探针获得的图像堆叠沿着
探针坐标系z轴方向确定工件表面上的点的相对位置/坐标;
26.图7a示出了包括多个工件表面和工件特征的样品工件;
27.图7b是视觉探针的示意图,其光轴(oa)和图像堆叠采集轴(isaa)大致沿垂直方向定向(即,oa/isaa平行于机器坐标系的z轴);
28.图7c是视觉探针的示意图,其光轴(oa)和图像堆叠采集轴(isaa)以一角度定向,从而大致垂直于图7a的工件的成角度的表面;和
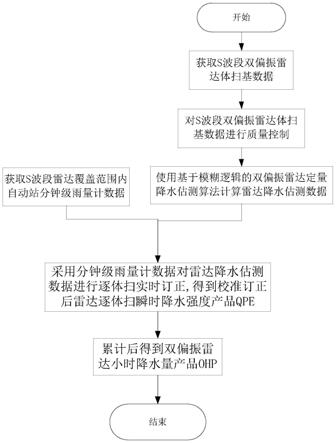
29.图8是方法的流程图,所述方法通过使用包括诸如图1
‑
7c中所述的移动机构配置的cmm系统测量工件表面,以通过相对于工件表面以期望的角度/方向移动视觉探针来采集图像堆叠。
具体实施方式
30.图1a是示出坐标测量机(cmm)100的各种组件的图。如图1a所示,坐标测量机100包括使探针300移动的机器主体200、具有手动操纵杆106的操作单元105和处理设备配置110。机器主体200包括面板210、移动机构配置220(也参见图2)和视觉探针300。移动机构配置220包括x轴滑动机构225、y轴滑动机构226和z轴滑动机构227(图2),它们被设置成立在面板210上以保持并相对于要测量的工件wp三维地移动视觉探针300,如图1a所示。移动机构配置220还包括旋转机构214。
31.具体地,移动机构配置220包括能够在机器坐标系(mcs)中沿ym方向移动的梁支架221、在梁支架221之间桥接的梁222、能够在机器坐标系中沿xm方向在梁222上移动的柱223、以及能够在机器坐标系中沿zm方向在柱223内移动的z轴移动构件224,如图1所示。图2所示的x轴滑动机构225、y轴滑动机构226和z轴滑动机构227分别设置在梁222与柱223之间、面板210与梁支架221之间以及柱223和z轴移动构件224之间。视觉探针300附接到探针头213,该探针头包括旋转机构214并且附接到z轴移动构件224的端部并由其支撑。旋转机构214使视觉探针300能够相对于z轴移动构件224旋转,这将在下面更详细地描述。x轴滑动机构225、y轴滑动机构226和z轴滑动机构227各自被配置为在mcs内分别沿相互正交的x、y、z轴方向移动探针300。
32.如图2所示,x轴滑动机构225、y轴滑动机构226和z轴滑动机构227分别设置有x轴刻度传感器228、y轴刻度传感器229以及z轴刻度传感器230。因此,可以从x轴刻度传感器228、y轴刻度传感器229和z轴刻度传感器230的输出获得视觉探针300在机器坐标系(mcs)中在x轴、y轴和z轴方向上的移动量。在示出的实施方式中,x轴滑动机构225、y轴滑动机构226和z轴滑动机构227的移动方向分别与机器坐标系(mcs)中的xm方向、ym方向和zm方向一致。在各种实施方式中,这些相对直接的相关性和相关联的组件可以帮助确保高水平的在xm、ym和zm方向上的运动和位置控制/感测的准确性以及相对简化的处理。具有旋转机构214的探针头213包括一个或多个旋转传感器215(见图2),用于感测视觉探针300的角旋转/位置/方向,这将在下面更详细地描述。
33.在各种实施方式中,视觉探针300可以用于执行用于确定和/或测量工件wp的表面轮廓的操作。如将在下面更详细地描述的,可以使用旋转机构214调节视觉探针300的角度取向,使得视觉探针的光轴oa指向工件wp的成角度的表面(例如,在一些实施方式中,可以使光轴oa大致垂直于成角度的工件表面)。x轴、y轴和z轴滑动机构225、226和227(例如,在
相互正交的方向上移动)可以结合地使视觉探针300沿着图像堆叠采集轴(其可以大致与光轴oa一致)移动到图像采集位置以采集成角度的工件表面的图像堆叠。聚焦曲线数据可以从对图像堆叠的分析确定(例如,作为点自聚焦(points
‑
from
‑
focus)(pff)类型测量操作的一部分),该分析指示工件wp的成角度的表面上的表面点的3维位置。
34.如图2所示,操作单元105连接到处理设备配置110的命令部分402。可以经由操作单元105将各种命令输入到机器主体200和处理设备配置110。如图1a所示,处理设备配置110包括运动控制器140和主计算机系统115。在各种实施方式中,处理设备配置110可以至少部分基于由移动机构配置220移动的视觉探针300的移动量和/或由视觉探针300获得的数据(例如包括图像堆叠)的分析计算要测量的工件wp的形状坐标,如以下将更详细描述的。在各种实施方式中,形状坐标可以对应于工件和/或工件表面的深度图和/或表面形貌,并且可以基于工件上的表面点的相对位置(例如,由坐标指示的)。
35.图1a的运动控制器140主要控制视觉探针300的运动。主计算机系统115处理在机器主体200中执行和获得的运动和位置。在本实施方式中,具有运动控制器140和主计算机系统115的组合功能的处理设备配置110在图2的框图中示出并且将在下面进行描述。主计算机系统115包括计算机120、诸如键盘的输入单元125和诸如显示器和打印机的输出单元130。
36.本领域技术人员将理解,通常可使用任何合适的计算系统或设备(包括分布式或联网式计算环境等)来实现与本文描述的元件和方法一起描述或可使用的主计算机系统115和/或其他计算系统和/或控制系统。此类计算系统或设备可以包括一个或多个通用或专用处理器(例如,非定制或定制设备),其执行软件以执行本文所述的功能。软件可以存储在存储器中,例如随机存取存储器(ram)、只读存储器(rom)、闪存等,或这些组件的组合。软件也可以存储在一个或多个存储设备中,例如基于光学的磁盘、闪存设备或用于存储数据的任何其他类型的非易失性存储介质。软件可以包括一个或多个程序模块,这些程序模块包括执行特定任务或实现特定抽象数据类型的过程、例程、程序、对象、组件、数据结构等。在分布式计算环境中,程序模块的功能可以组合或分布在多个计算系统或设备上,并可以通过服务调用以有线或无线配置进行访问。
37.如图2所示,处理设备配置110包括命令部分402、滑动机构控制器404、位置确定部分406、视觉探针控制器408、视觉探针数据部分410、分析器部分412和存储部分414。
38.图2所示的命令部分402将预定命令提供给滑动机构控制器404(例如,基于由操作单元105或输入单元125输入的命令)。命令部分402考虑到例如移动方向、移动距离、移动速度等,针对每个控制周期,生成机器坐标系中的坐标值作为对移动机构配置220的位置命令,以将视觉探针300移动到多个位置(例如,图像采集位置等)。
39.图2中所示的滑动机构控制器404通过响应于来自命令部分402的命令输出驱动控制信号d来执行驱动控制,从而使电流流过移动机构配置220中的x轴、y轴和z轴滑动机构225、226和227的电动机。
40.在一种实施方式中位置锁存器216与各种传感器和/或驱动机构通信,以确保在获取图像时cmm 100和视觉探针300的坐标被适当地同步。更具体地,在各种实施方式中,位置锁存器216可以用于帮助确保从图像堆叠中的图像导出的测量的准确性。在各种实施方式中,位置锁存器216的操作使得cmm机器坐标(其在特定测量期间反映视觉探针300的连接点
或其他参考点的位置)能够与从视觉探针图像确定的位置数据(例如,相对于视觉探针300的位置和方向)适当地组合。在某些实施方式中,位置锁存器216可用于触发来自cmm位置传感器(例如,传感器215和228
‑
230等)的测量,该传感器可包括刻度、编码器或在机器坐标系中跟踪视觉探针300的整体位置和方向(例如,包括其基本位置)的其他感测元件。在一些实施方式中,位置锁存器216还可以触发来自视觉探针300的图像采集(例如,作为图像堆叠的一部分,可以为图像堆叠中的每个图像提供触发信号,其中视觉探针300的相应的位置对于每个图像采集也相应地被同步和跟踪)。
41.图1b是示意性地示出了cmm 100的机器主体200和视觉探针300
′
的某些组件的图,该视觉探针可以类似于图1a的视觉探针300。如图1b所示,机器主体200包括探针头213。探针头213通过探针头电缆211接收和传输探针信号。探针头213固定至坐标测量机主轴(quill)217,该坐标测量机主轴附接至沿机器坐标系(mcs)的z轴方向运动的z轴移动构件224(或诸如心轴等滑动元件)的端部。探针头213在探针自动接头连接件231处连接到视觉探针300’。在美国专利号9,115,982中更详细地描述了探针自动接头连接件的一种实现方式,该专利的全部内容通过引用合并于此。
42.探针头213包括旋转机构214(图2),该旋转机构在一些实施方式中在水平面中旋转360度(例如,第一旋转传感器215可以感测其角度运动/位置/方向),并且可以包含一种u形接头(例如,其使连接的探针能够绕着位于水平面中的相应轴旋转,第二旋转传感器215可以感测其角度运动/位置/方向,如将在下文中关于图3b更详细地描述)。因此,在图1b的特定实例中探针头213的旋转机构214支持视觉探针300
′
围绕两个不同的轴旋转:首先,以当前方向围绕z
‑
轴旋转(转动)视觉探针300
′
,其次,使视觉探针300
′
绕水平轴(即,机器坐标系的xy平面中的轴)旋转。在后述的图3a和图3b中体现在探针头213中的旋转机构214基本上图示为圆形,尽管在各种实施例中可以以三维表示图示为球形。包括球形(或球)接头的旋转机构214允许视觉探针300
′
相对于柱223内的z轴移动构件224和/或相对于任何水平轴围绕旋转,从而相对于工件表面以期望的角度/方向定位视觉探针300
′
的光轴(例如,工件表面可以相对于水平面成一定角度)。通常,旋转机构214是用于改变视觉探针300的方向(即,视觉探针300的姿势)的机构,如图3a和3b所示。
43.探针自动接头连接件231是机电连接件,该机电连接件以使得探针头213可以与一个探针断开并附接到另一个探针的方式将探针头刚性地且机械地紧固到视觉探针300’。在一个实施方式中,探针自动接头连接件231可以包含第一配合自动交换接头元件234和第二配合自动交换接头元件236,其中,第一自动交换接头元件234安装到探针头213,而第二配合自动交换接头元件236安装到视觉探针300’。在一个实施方式中,探针自动接头连接件231具有配合的电触点或连接件235,使得当探针被附接时,触点自动接合并形成电连接。
44.视觉探针300
′
可以通过自动接头连接231接收其功率和控制信号中的至少一些,功率和控制信号相应地通过探针头电缆211。通过自接头连接件231传递到视频探针300’的信号通过连接件235传递。如图1b所示,视频探针300’包含自动交换接头元件236和安装到自动交换接头元件236上的探针总成237,以用于通过探针自动接头连接件231自动连接到cmm 100。
45.在各种实施方式中,视觉探针300
′
还可以或可替代地具有通过电缆211
′
传递的其功率和控制信号中的至少一些。在一些实施方式中,由于具有有限数量的可用有线连接的
标准自动接头连接件231,可以使用电缆211
′
,并且对于视觉探针300
′
可能希望/利用更多的连接件(例如,如通过可选电缆211
′
提供的)。在各种实施方式中,除了某些标准功率和/或通信信号之外,视觉探针300
′
还可具有可能需要和/或受益于可通过可选电缆211
′
和/或通过其他传输机制提供的额外功率和/或通信信号的额外特征/能力。在各种实施方式中,用于视觉探针300
′
的功率和/或通信信号(例如,如通过电缆211和/或电缆211
′
传递的)可以去往和来自视觉探针控制器408和视觉探针数据部分410,如将在下面关于图2更详细地描述的。
46.如图2所示,在一些实施例中cmm 100的机器主体200除了视觉探针300(300
′
)之外还可以包括可选的触觉测量探针390,其包括xyz传感器392。触觉测量探针390可以是接触探针或扫描探针等,其通常具有物理接触被测工件的探针尖端。在一些实施例中,除了视觉探针300之外/与其组合,可以使用这种触觉测量探针390。例如,在视觉探针300用于获得图像堆叠并确定工件表面的3维轮廓之后,可以将视觉探针300从cmm 100拆卸/移除(例如,从图1b中的探针头213拆卸)。然后,可将触觉测量探针390随后附接到cmm 100(例如,附接到探针头213)。为此,在一些实例中,cmm 100可以在探针架上存储有不同的探针(例如300、390等),并且将探针头213移动到适当的位置以用于附接和拆卸不同的探针。然后,可将触觉测量探针390用于物理接触并验证某些测量或表面点(例如,对于可能难以使用视觉探针300查看/确定的表面点)。在各种实施方式中,如果在工件表面上存在可能难以成像/捕获和/或被来自视觉探针300的工件其他部件从视图中部分隐藏的表面点,则触觉测量探针390可以用于物理接触这些表面点以进行测量。
47.仍参考图2,视觉探针300可以包括照明配置302、物镜304和相机306。在图示的实施例中,物镜304和相机306在视觉探针300内部,并且在一些图中(例如,图3a和3b)用虚线框图示。在各种实施方式中,物镜304可以是多透镜光学元件,并且可以以一定范围的放大倍数进行选择。例如,具有不同放大率的不同物镜可供选择,并且可以基于某些应用的期望放大率选择要在视觉探针中使用的物镜(例如,可以选择相对较高的放大率的物镜,但需要权衡较小范围的pff图像等)。
48.在图3a和3b的实施例中,照明配置302可以是设置在视觉探针300的远端处的环形灯(例如,由led的布置形成),尽管照明配置302的布置不是限于图示的实施例。例如,照明配置302可以可替代地被提供为同轴灯。在一些实施方式中,提供同轴光可能需要不同的配置,其中在视觉探针300内的光轴路径中具有分束器,用于将光向下引导通过物镜304,并且其中光源偏向侧面或以其他方式位于视觉探针300内,用于将光导引至分束器,等等。在某些实施方式中,由环形灯形成的照明配置302(例如,led的布置)与由同轴灯(其可能需要分束器以及偏向侧面的光源)形成的照明配置302相比可以具有更轻的重量和更小的体积和尺寸。
49.如以上参考图1b所述,可选的探针头电缆211
′
可用于承载其他信号(例如,用于为照明配置302、相机306等控制和/或向视觉探针300提供电力),或可选地,不需要包括电缆211
′
,在这种情况下,所有需要的线/信号都可以穿过探针头213(例如,因此穿过电缆211)。
50.当仅与视觉探针300一起使用时,cmm移动机构配置220,特别是其传感器(215和228
‑
230),可以将测量输出m提供给位置确定部分406,该位置确定部分确定cmm的机器坐标系(mcs)内的视觉探针300的探针头213的位置(或其他连接点或参考位置)。例如,位置确定
部分406可以在机器坐标系内为探针头213或视觉探针300的其他连接点或参考点提供x、y和z坐标。当附接触觉测量探针390时,触觉测量探针390可包括允许探针尖端相对于触觉测量探针390的其余部分(少量)移动的机构以及相应的传感器(例如,xyz传感器392),该传感器提供传感器数据,该数据指示在触觉测量探针390的局部坐标系中实际接触工件表面的探针尖端(即探针触针尖端)的位置。测量同步触发信号(例如,相对于位置锁存器216的操作等提供的)触发在机器坐标系中跟踪(例如,探针头213的)触觉测量探针390的整体位置和取向的测量,以及在局部坐标系中使用触觉测量探针390触发局部表面测量。位置确定部分406可以使用并组合在局部坐标系中测量的坐标和在机器坐标系中测量的触觉测量探针390的位置,以确定探针尖端的整体位置,从而确定工件上测量/检测的表面点。
51.与利用触觉测量探针390的这种确定比较,当如在此针对各种示例性实施例所描述的利用视觉探针300时,位置确定部分406可以仅确定在视觉探针300的顶部处的探针头213的位置(或其他参考或连接位置)。为了确定工件上的表面点的坐标,可以使用来自图像堆叠的分析的信息。例如,可以由视觉探针300采集(在不同聚焦位置处的图像的)图像堆叠,其中图像堆叠中的图像的相对位置/聚焦位置是就探针坐标系(pcs)而言,其在一些实施方式中可以与探针在mcs内的参考位置有关。为了确定机器坐标系(mcs)内的表面点的整体位置,在一些实施方式中,可以将表面点的pcs位置数据转换和/或以其他方式与mcs位置数据组合,从而确定表面点的总整体位置。
52.当视觉探针300以一定角度定向(例如,如图3b所示)并且因此探针坐标系(pcs)的z轴以一定角度(即对应于视觉探针300的光轴)定向时,采集的图像堆叠指示工件的表面点沿以所述角度定向的探针z轴的方向的相对距离。在一些实施方式中,那些探针坐标系(pcs)坐标可以被称为局部坐标系,然后可以将其与为探针头213(或其他参考位置)确定的mcs坐标组合(例如,转换并添加至其上),以确定mcs中工件上表面点的整体位置。例如,如果希望根据mcs确定表面点的坐标,则可以将探针坐标系pcs中确定的测量点转换为mcs坐标,并添加到视觉探针300的探针头213的其他mcs坐标中(或其他参考位置)。可选地,如果为工件本身分配了自己的局部坐标系(lcs),则可以将为视觉探针300的探针头213(或其他参考位置)确定的mcs坐标转换或者将其与工件的lcs组合。作为又一个实例,在某些情况下,也可以或可选地建立其他局部坐标系(例如,用于图像堆叠的图像等)。通常,mcs覆盖了cmm 100的整体大体量的坐标,而lcs(例如,诸如pcs)通常覆盖较小体量,并且在某些情况下通常可以包含在mcs内。在各种实施方式中,除了x、y和z坐标之外,关于视觉探针300的取向和工件wp上的所测量的表面点坐标的确定,某些类型的圆柱坐标、笛卡尔坐标或其他坐标也可以或可替代地被利用。
53.在一些实施方式中,就来自图像堆叠的pcs而言的位置数据可以相对独立地被利用(例如,具有有限的或没有转换或与来自mcs或其他坐标系的坐标组合)。例如,从图像堆叠的分析确定的位置数据可以提供指示pcs或其他lcs方面工件表面上表面点的3d位置的3d坐标,其因此代表/对应于工件表面的3d轮廓/表面形貌。如上所述,在一些实施方式中,这样的数据可以与mcs中表示的其他位置数据组合以指示mcs内的工件表面和表面点的整体位置。然而,对于某些实施方式/分析/表示等,可能期望主要或仅利用从图像堆叠确定的位置数据。例如,如果分析或检查主要是为了确定工件表面上工件特征的相对位置和/或特性(例如,关于工件表面上此类工件特征之间的距离和/或表面上的工件特征的3d尺寸,等
等),那么在一些实施方式中此类数据可以主要从图像堆叠的分析中确定。更具体地,如果期望的分析/检查不需要工件表面和/或工件特征的mcs内的总体位置,则可以有限地结合或不结合其他mcs或其他坐标系坐标而利用从图像堆叠确定的数据。除了分析这样的数据之外,将理解的是,还可以根据来自图像堆叠的分析的数据类似地提供工件表面的3d表示(例如,在显示器等上)。
54.如图2所示,视觉探针控制器408控制视觉探针300(例如,控制照明配置302和照相机306等,以获得图像堆叠的图像,等等)。在各种实施方式中,视觉探针控制器408不必控制视觉探针300的移动或聚焦。相反,这些方面可以由cmm移动机构配置220控制,cmm移动机构配置将视觉探针300移动更靠近和/或更远离工件以获得图像堆叠(即,将视觉探针300移动到每个图像采集位置,如以下关于图4和5所图示/描述的),其中旋转机构214可用于将视觉探针300旋转到所需的角度/方向。在各种实施方式中,视觉探针300的焦点距离可以主要由物镜304确定(例如,在测量操作期间在视觉探针300前面的焦点距离可以是恒定的,与在视觉探针300中被选择/使用的物镜304对应)。视觉探针数据部分410接收视觉探针300的输出(即,用于图像堆叠的图像的图像数据)。分析器部分412可用于执行相关分析(例如,点自聚焦(pff)分析或图像堆叠的其他分析,以确定工件表面上沿探针z轴方向的每个表面点的相对位置,以确定工件表面的3维表面轮廓等,如将在下面相对于图6a和6b更详细地描述的)。存储部分414可以包括计算机存储器的一部分,用于存储某些软件、例程、数据等,以用于处理设备配置110等的操作。
55.图3a和3b示出了相对于图1a
‑
2的某些组件,包括运动机构配置220的某些部件,该运动机构配置包括cmm 100的机器主体200的旋转机构214
′
(体现在探针头213
′
中)。图3a示出了垂直方向上的视觉探针300(例如,类似于某些现有技术系统例如某些视觉系统主要被操作为仅沿机器坐标系的z轴方向上下移动聚焦位置的方式,以获得包含工件图像的图像堆叠)。如图3a所示,工件wp具有工件表面wps1,该工件表面具有角度方向(以角度a1)。注意,在图3a的图示中,机器坐标系的z轴平行于视觉探针300的光轴oa。将理解,如果由z轴滑动机构227简单地沿着mcs的z轴上下移动视觉探针300(包括z轴移动构件224在柱223内的移动),则视觉探针300的光轴(z轴)可以与机器坐标系的z轴和图像堆叠采集轴isaa在相同的方向上。示出工件表面wps1相对于mcs的水平面成角度a1。比较而言,工件wp的工件表面wps2被示出为大致平行于水平面。
56.图3b示出了根据本公开的各种实施例的相对于mcs的水平面(以角度“a
‑
h”)和mcs的垂直平面(以角度“a
‑
v”)成一角度的视觉探针300,如通过所公开的cmm 100可以实现的。如将在下面更详细地描述的,cmm 100能够操作其三个滑动机构(即,x轴、y轴和z轴滑动机构225
‑
227,它们彼此正交并且各自仅沿着mcs的各自的正交x、y和z轴/方向产生运动)和旋转机构214
′
(体现在探针头213
′
中)以移动/定向视觉探针300。因此,cmm100可以沿着同时包括绕任意轴线旋转的多个轴线相对于工件wp自由地移动视觉探针300,以便在指定角度获得图像堆叠。更一般地,移动机构配置220(包括x、y和z滑动机构225
‑
227和旋转机构214
′
)支撑并使得视觉探针300能够在相互正交的x、y和z方向上移动并且能够相对于要测量的工件表面成理想角度/方向。
57.在图3b的所示实例中,视觉探针300已经绕经过旋转点r2的水平旋转轴ra2旋转(例如,通过u形接头或探针头213
′
的旋转机构214
′
的其他组件),以指向角度a
‑
h并且为此
视觉探针300的光轴oa大致垂直于工件表面wps1。在图3b中,探针头213
′
的旋转机构214
′
使视觉探针300绕机器坐标系的z轴旋转的能力由经过探针头213
′
/旋转机构214
′
顶部的旋转点r1的旋转轴ra1示出。围绕水平轴的旋转在经过探针头213
′
/旋转机构214
′
的中心处的旋转点r2(例如,根据如图1b图解的u形接头的操作)时根据旋转轴ra2(即,由于指向页面而表示为单点)进行了图解。
58.在图3b中,示出了用于确定工件表面wps1的3维表面轮廓的示例图像堆叠范围sr
‑
3b。工件表面wps1可以具有可以高于或低于工件表面wps1的平均平面位置的各种工件特征(例如,表面特征),如将在下面关于图7a更详细地描述的。在一些实施方式中,可期望使图像堆的各个聚焦位置的范围在工件表面上方和下方延伸一定距离。如图3b所示,示例图像堆叠范围sr
‑
3b可以显著小于图3a的图像堆叠范围sr
‑
3a(即,在图3a的所示方向中覆盖工件表面wps1的所有表面点所需的图像堆叠范围),这是由于以下事实:图3b中的视觉探针300被定向为使得其光轴oa大致垂直于工件表面wps1,如与图3a中的方向形成对比的。在图3b中,光轴oa(和图像堆叠采集轴isaa)相对于工件表面wps1的至少一部分的角度表示为“a
‑
p”,其在图示的实例中约为90度/垂直。图3b还示出了工件表面wps1相对于水平面“a
‑
w”的角度(例如,对应于图3a的角度a1)。根据每种实施方式中的特定角度a
‑
w,可以调节旋转机构214
′
以确保视觉探针300的光轴oa(和isaa)大致垂直于工件表面wps1的至少一部分,这将在下面参考图7a
‑
7c更详细地描述。
59.图4示出了视觉探针300的运动的2维立体图,图5示出了其3维立体图,用于获得图像堆叠(例如,作为一个实例,包括十一个图像,如下面关于图6a和6b更详细地示出和描述的)。如图4和5所示,在一个特定实例中,视觉探针300可以移动通过至少十一个轴向图像采集位置i1
‑
i11,以便采集具有对应的轴向聚焦位置f1
‑
f11的十一个图像。应当理解,每个轴向聚焦位置f1
‑
f11可以沿着视觉探针300的图像堆叠采集轴(isaa)定位。
60.图4和图5示出了轴向图像采集位置i1
‑
i11和轴向聚焦位置f1
‑
f11中的每一个的2维坐标和3维坐标。通常,已经获取图像堆叠的某些现有技术系统仅在垂直方向(即,仅沿着机器坐标系的z轴)上进行。更具体地,根据现有技术,成像系统(例如,机器视觉系统等)可以被配置为沿着对应于机器坐标系的z轴的垂直z轴上下移动系统的聚焦位置。另一方面,根据本公开,用于采集图像堆叠的指定方向不限于此。如本文中所示,现在可使用cmm 100的组件结合公开的视觉探针300以一定角度采集图像堆叠。因此,根据本公开,代替像现有技术中那样将机器坐标系的“z轴”称为用于图像采集的默认光轴,可以以任何方向和任何角度布置和定向以采集图像堆叠的视觉探针300的光轴在某些情况下可以对应于和/或称为“图像堆叠采集轴”(isaa或isa轴)。
61.参考图4,一般地,可以在用于采集图像堆叠的处理的开始时建立isa轴(isaa)。然后,视觉探针300可以沿着isa轴移动到每个新位置,以采集附加图像。为了采集图像堆叠的每个附加图像,视觉探针300的光轴oa可以与isa轴同轴。由于以下事实:在图像采集位置之间进行这种微调节期间,视觉探针300的运动通常需要对x、y和z滑动机构225
‑
227进行单独调整(例如,在各种实施方式中,其可能会或可能不全部同时或成比例地移动),因此视觉探针300的移动可能并不总是精确地沿着isa轴。然而,一旦完成移动使得视觉探针300移动到下一轴向图像采集位置以采集下一图像,则该轴向图像采集位置可以沿着isa轴。此外,每个轴向聚焦位置f1
‑
f11(即,对应于每个采集的图像的聚焦位置)也可以沿着isa轴。
62.上面描述的仅使用单个滑动机构(例如,z轴滑动机构)来采集图像堆叠的现有技术成像系统在某些情况下可以被配置为执行专门的成像,并因此可能不那么普遍并且比较昂贵。比较而言,包括x轴、y轴和z轴滑动机构的cmm是相对普遍和广泛使用的。根据本公开,在各种示例性实施方式中,cmm被用于移动视觉探针300以任何方向或角度采集图像堆叠,这在利用标准cmm的情况下提供了更大的灵活性。另外,由于包括了旋转机构214的滑动机构和旋转传感器215的每一个的高精度x、y和z轴刻度传感器228
‑
230(例如,包括旋转编码器和/或其他类型的相对位置传感器),因此具有x、y和z轴滑动机构225
‑
227以及旋转机构214的配置可以是高精度的。在各种示例性实施方式中,部分由于每个x、y、z传感器与mcs中的单个坐标轴(和相应的单个坐标)的直接相关,在mcs内针对相应的x、y和z坐标中的每个坐标的总体位置确定可以相对简单地执行并且同时高度准确。
63.图4和图5示出了对于视觉探针300到图像采集位置i1
‑
i11的每个运动,在机器坐标系中的x、y和z坐标的实例。在各种实施方式中,机器坐标系x轴、y轴和z轴可以分别称为x
s
轴、y
s
轴和z
s
轴。视觉探针300定位为捕获图像堆叠的十一个图像(图6b中的图像(1)
‑
(11))的图像采集位置i1
‑
i11对应于视觉探针300被聚焦用于捕获图像堆叠的十一个图像的轴向聚焦位置f1至f11。在示出的实例中,所有图像采集位置i1
‑
i11和轴向聚焦位置f1
‑
f11均沿着图像堆叠采集轴(isaa)。对于图6b的图像堆叠650,当视觉探针300位于图像采集位置i1时,它会聚焦在轴向聚焦位置f1上,以捕获图像堆叠的图像(1)。
64.更具体地,如图4所示,对于图像采集位置i1,视觉探针300的参考位置的对应mcs坐标在ix1和iz1。在下一图像采集位置i2中,mcs坐标可以是ix2和iz2。在下一图像采集位置i3,mcs坐标可以是ix3和iz3。对于其余图像采集位置i4
‑
i11,视觉探针300的参考位置的相应mcs坐标类似地分别在ix4
‑
ix11和iz4
‑
iz11处。为了使视觉探针300从图像采集位置i1移动到图像采集位置i2,调整x轴滑动机构255以从ix1移动到ix2。类似地,调节z轴滑动机构227以从iz1移动到iz2。关于图5,对于图像采集位置i1,对应的mcs坐标在ix1、iy1和iz1。在下一图像采集位置i2中,mcs坐标可以是ix2、iy2和iz2。在下一图像采集位置i3处,mcs坐标可以是ix3、iy3和iz3。为了使视觉探针300从图像采集位置i1移动到图像采集位置i2,调整x轴滑动机构255以从ix1移动到ix2。类似地,调整y轴滑动机构226以从iy1移动到iy2,并且调节z轴滑动机构227以从iz1移动到iz2。对于向剩余图像采集位置的移动执行类似的移动。
65.在一些实施方式中,滑动机构225
‑
227的这种调整可以是相对同时的,使得视觉探针300可以在其在图像采集位置i1和i2之间的移动中大体上沿着图像堆叠采集轴(isaa)移动。然而,在整个运动期间,各滑动机构225
‑
227的运动不需要精确地成比例或同时发生,并且视觉探针300在位置之间的运动可以不完全沿着isa轴线居中。也就是说,与利用单个滑动机构导致始终总是精确地沿着图像堆叠采集轴运动的现有技术系统不同,根据本公开的各种实施例的各滑动机构225
‑
227的运动可以导致沿多个轴的运动的确定和/或组合。然而,在各种示例性实施方式中,在从位置i1开始的整个运动的结束时,视觉探针300将被定位在位置i2处,该位置沿着isa轴线和/或以其他方式使视觉探针300的光轴与isa轴同轴。
66.如将在下面更详细地描述的,在一些实施方式中,可能期望使工件表面wps1的至少一部分的聚焦位置近似对应于图像堆叠的聚焦位置范围的中间的聚焦位置。例如,在具有相应聚焦位置f1至f11的十一(11)幅图像的所示图像堆叠中,可能希望工件表面的至少
一部分在大致轴向聚焦位置f6处大致处于焦点中,大致对应于在图像堆叠的范围的中间,如下面将相对于图6a和6b更详细地描述的。如本文所述,也可能期望工件表面wps1的至少一部分(和/或工件表面或其一部分的大体或平均角取向)近似/名义上垂直于isa轴,如图4和5所示。先前还相对于图3a和3b中的潜在扫描范围sr描述了这样的特征,并且下面将相对于图7b和7c的扫描范围sr1和sr2更详细地描述了这样的特征。更具体地,根据本公开,通过定向视觉探针300使得图像堆叠采集轴(isaa)近似垂直于正被成像的工件表面(wps1)的至少一部分,图像堆叠的范围可能会相对较短,同时仍以高精度覆盖3维工件特征的所有表面点范围(即,对应于3维表面特征和偏差)。
67.图6a和图6b示出了根据本公开的由视觉探针300获得的图像堆叠如何可以用于沿着zp轴确定工件表面上的点的zp位置,该zp轴可以大致/名义上垂直于工件表面。如本文所使用的,“zp轴”可以对应于探针坐标系的z轴和/或视觉探针300的光轴,当视觉探针300成角度或倾斜时,其可能与mcs的z轴不重合。在各种实施方式中,通过以点自聚焦(pff)模式(或类似模式)操作的cmm 100获得图像堆叠,以沿着大约垂直于工件表面的轴确定工件表面的zp高度(zp位置)。可以处理pff图像堆叠以确定或输出zp高度坐标图(例如点云),该zp高度坐标图定量地指示一组3维表面坐标(例如,对应于工件的表面形状或轮廓)。
68.具体地,图6a和6b示出了与针对工件表面上的点确定沿着图像堆叠采集轴的方向(例如,其平行于视觉探针300或探针坐标系(pcs)的zp轴)的相对zp位置相关的操作。在图像堆叠采集轴isaa平行于机器坐标系的z轴的配置中,相对位置在某些现有系统中已被参考为与表面点的z高度相对应,尽管更一般而言,图像堆叠采集轴isaa可以沿任何方向定向,如本文所公开的。
69.如图6a和6b所示,聚焦位置可以沿着图像堆叠采集轴isaa的方向在位置zp(i)的范围内移动,该方向可以对应于每个图像采集位置处的聚焦轴。视觉探针300可以在每个位置zp(i)处捕获图像(i)。对于每个捕获的图像(i),可以基于图像中感兴趣的区域或子区域roi(k)(例如,一组像素)来计算聚焦度量fm(k,i)(例如,其中对应的表面点在感兴趣的区域或子区域roi(k)的中心)。在捕获图像(i)时沿着图像堆叠采集轴isaa的方向,聚焦度量fm(k,i)与视觉探针300的对应位置zp(i)和对应聚焦位置相关。这产生了聚焦曲线数据(例如,位置zp(i)处的一组聚焦度量fm(k,i),其是一种类型的焦点峰值确定数据集),其可以被简单地称为“聚焦曲线”或“自动聚焦曲线”。在一实施例中,聚焦度量值可涉及对图像中感兴趣区域的对比度或清晰度的计算。
70.对应于聚焦曲线的峰值的zp位置(例如,图6a中的z
p
k601),其对应于沿图像堆叠采集轴的最佳聚焦位置,是用于确定聚焦曲线的感兴趣区域的zp位置。将理解,尽管出于说明目的将图像堆叠示出为包括十一个图像(图像(1)
‑
图像(11)),但是在实际实施例中,可以利用更少或更多数量的图像(例如100个或更多)。
71.如针对图像(1)
‑
(11)生成的聚焦曲线所指示的,在所示实例中,图像(6)似乎接近或处于最佳聚焦(例如,相比于工件表面对于离图像(6)较远的图像似乎越来越不聚焦,并且可能越来越多地出现模糊的其他图像,roi(1)中间的特征(未显示)在图像(6)中似乎是最处于焦点中的)。当如上所述聚焦度量值基于对比度时,一种方法包括在颜色/亮度等方面将roi的中心像素与roi中的其相邻像素进行比较。通过找到具有最高总体对比度的图像(对应于采集图像时的聚焦位置),可以沿光轴oa和图像堆叠采集轴isaa获取表面点的相对
zp位置(例如,在roi的中心)的指示/测量值。
72.在如上所述的图6b中,感兴趣的中心区域roi(1)被视为在图像(6)上大致聚焦,其对应于沿着视觉探针300的光轴的位置zp(6)。光轴对应于探针坐标系(pcs)中的zp轴,并且在使用视觉探针300采集每个图像时,光轴也可以与图像堆叠采集轴isaa同轴。以这种方式,可以确定工件表面上与roi(1)的中心相对应的表面点位于相对位置zp(6),因为该位置大约与图像堆叠中图像(6)的聚焦位置相对应。将理解,在某些情况下,所确定的峰值聚焦位置可以落在图像堆叠中的两个图像之间,针对它们的聚焦峰值位置可以根据聚焦曲线与为图像确定的聚焦度量值的拟合通过插值或其他技术来确定。
73.在一些实施方式中,可能期望使图像堆叠的图像在图像堆叠内大致均匀地间隔开,这可以帮助确保沿聚焦曲线的数据点的均匀分布和/或用于简化某些计算(例如,插值等),或者以其他方式用于辅助/改进某些算法操作。然而,在某些情况下,当图像不是全部均匀地间隔开时,也可以从图像堆叠中相对准确地确定聚焦曲线(例如,可能是由于具有在相对运动方面的某些参数/限制的x、y和z轴滑动机构225
‑
227所导致,例如,可以准确地进行多小增量的运动等)。
74.如果期望图像堆叠中所有图像的均匀间隔,则在一些实施方式中,可能希望利用视觉探针300的某些取向,对于这些取向,用于获取图像堆叠的运动可以由特定cmm x、y和z轴滑动机构225
‑
227的限制/特性支持。例如,如果x、y和z轴滑动机构225
‑
227每个都具有最小运动增量(例如1um),并且如果将45度角用于isa轴,则在一个示例实施方式中,对于每个图像采集位置,要移动的x、y和z轴滑动机构225
‑
227可以以相同的增量(例如1um)移动,从而图像堆叠中每个图像之间的间隔会是一样的。根据相似的原理,x、y和z轴滑动机构225
‑
227中的每一个可以针对每个图像采集位置以不同的量移动,但是为此,x移动量/增量对于每个图像采集位置之间的移动可以相同,y移动量/增量对于每个图像采集位置之间的移动可以相同,以及z移动量/增量对于每个图像采集位置之间的移动可以相同。依照这样的运动,图像采集位置将对应于和/或定义图像堆叠采集轴isaa,对此可以进行探针定向,使得在每个图像采集位置处视觉探针300的光轴oa可以大致/名义上与图像堆叠采集轴isaa同轴。
75.根据相似的原理,如果存在用于视觉探针300的角度定向的调节的最小增量(例如,根据用于视觉探针300的角度定向的旋转机构214的运动的最小可获得的增量/调节),则还可以使x、y和z轴滑动机构225
‑
227的运动具有对应于这样的角度方向的isaa。在一些实施方式中,对于整个系统,可以至少部分地基于旋转机构214和/或x、y和z轴滑动机构225
‑
227的运动的最小增量来找到最佳/最准确地将视觉探针300的光轴oa与图像堆叠采集轴isaa对准的视觉探针300的期望取向。具体地,可以根据用于调节视觉探针300的位置/角度取向的cmm 100的运动/调节能力来找到视觉探针300的用于捕获图像堆叠的这种期望的取向。在一个特定示例实施方式中,根据上述原理/实例,在某些情况下可以利用45度角(或三角相似的角,诸如135度、225度或315度角)来定向视觉探针300(例如,相对于水平面或垂直平面,诸如mcs的xy平面、xz平面和/或yz平面的一个或多个)。
76.进一步关于图6b,示出感兴趣区域roi(2)相对于感兴趣区域roi(1)对角地定位。作为实例,如果感兴趣区域roi(2)在示例图像堆叠650的11幅图像内的任何一点上都不在焦点上,则为了找到与roi(2)相对应的表面点的聚焦位置,可能需要评估附加的图像和/或
可能需要扩展图像堆叠的范围(例如,以便采集具有更多数量的图像和更大对应的聚焦位置范围的图像堆叠)。在一些实施方式中,经常可以采集/利用具有100个或更多图像的图像堆叠。例如,参考图7a,以roi(1)的中间为中心的表面点可以在圆柱孔的底部,该圆柱孔是工件特征wpf1,而与roi(2)对应的表面点可以位于圆柱孔的顶部边缘,为此可能需要/利用更大的图像堆叠范围以及附加图像(例如,用于覆盖工件表面wps1的工件特征wpf1的所有表面点)。
77.图7a示出了样品工件wp1,其具有各工件表面wps1、wps2、wps3以及工件特征wpf1(其是在工件表面wps1中限定的孔)、wpf2和wpf3c(其是在工件表面wps2和wps3之间的边缘界面上限定的某些几何特征)以及wpf3a和wpf3b(在工件表面wps3中限定的两个孔)。如以上参考图3b所述,要测量的工件表面或工件特征将位于图像堆叠范围sr
‑
3b内,以确定工件表面或工件特征的3维表面轮廓。如图7a所示,各工件特征包括比在其上限定了所述工件特征的工件表面的总体平面或平均平面更高或更低的表面。因此,在各种实施方式中,工件特征的成像可能需要使用足够大的图像堆叠范围(或扫描范围sr)以覆盖不同zp高度的工件特征的所有表面/表面点。
78.图7b是示出视觉探针300的远端的示意图,该视觉探针的光轴oa和图像堆叠采集轴isaa相对于其上放置了工件wp1的表面大体上以垂直方向定向(即,平行于mcs的z轴),所述工件wp1具有成角度的工件表面wps1,其包括工件特征wpf1。图7c是视觉探针300的远端的示意图,该视觉探针的光轴oa和图像堆叠采集轴isaa以一定角度定向,从而大致/名义上垂直于工件wp1的成角度的工件表面wps1。
79.一般而言,图7b和7c可以理解为示出了用于覆盖工件表面wps1的3维表面形貌的期望的扫描范围(例如,与图7b相比,图7c的范围),这取决于视觉探针300相对于要测量的工件表面wps1的方向。例如,与具有图7c的方向的扫描范围sr2相比,具有图7b的取向的扫描范围sr1明显更大,从而能够覆盖工件表面wps1(例如,包括工件特征wpf1)的3维表面形貌。因此,如图7c中那样调节视觉探针300的角度/方向,以使光轴oa近似垂直于工件表面wps1和/或工件特征wpf1在减小所需的扫描范围方面在技术上是有利的,继而可以缩短扫描时间和/或减少形成图像堆叠所需的图像数量(例如,具有期望的图像密度)。
80.如图7b所示,除了用于图像堆叠的扫描范围sr1明显大于图7c的扫描范围sr2之外,视觉探针300的定向还相对于工件表面wps1成相对锐角,这可能降低成像质量或阻止工件特征wpf1某些部分/方面的成像。例如,由于较少的成像光被反射回视觉探针300等,锐角可能降低成像质量。作为另一实例,在图7b中,圆柱孔工件特征wpf1的底部的表面点sp3处的上角被示为无法通过视觉探针300看到(即,圆柱孔的上边缘在所示方向上阻挡了圆柱孔的表面点sp3处的角的视图)。比较而言,在图7c中,通过将视觉探针300定向为大致垂直于工件表面wps1和/或工件特征wpf1的至少一部分,视觉探针300可以具有更好的角度以对工件表面wps1上的各种工件特征(例如wpf1)成像(例如,对于反射的成像光具有更好的角度、能够在表面点sp3处观察角部等)。因此,在某些实施方式中,在图7c的方向上的视觉探针300除了具有与图7b的扫描范围sr1相比更小的扫描范围sr2之外还可以能够提供工件表面wps1的更精确的3维表面轮廓。
81.在各种实施方式中,也可能期望用视觉探针300以不同的方向执行不同的扫描(包括采集不同的图像堆叠)。例如,工件wp1被认为包括工件表面wps1、wps2和wps3。在一个实
施方式中,视觉探针300可以如图7b所示定位(例如,相对于垂直方向倾斜0度)以采集用于扫描工件表面wps2的图像堆叠,然后如图7c所示定向(例如,相对于垂直方向倾斜45度)以采集用于扫描工件表面wps1的图像堆叠,然后定向(例如,相对于垂直方向倾斜90度)以采集用于扫描工件表面wps3的图像堆叠。
82.在一些实施方式中,可以使扫描/图像堆叠包括多个工件表面的全部或部分。例如,用于以0度倾斜度扫描工件表面wps2的图像(和视野)也可以包括全部或部分工件表面wps1(和/或工件表面wps3)。这样的过程(其中多个图像堆叠可以包括从不同方向扫描/成像的至少一些公共表面点)可以帮助进一步验证每个表面点的3d位置和/或实现与不同的工件表面对应的各种3d数据的精确对齐/重组合以形成工件wp1的全部或局部的3d表示。例如,在各种实施方式中,可以将各种表面的3d轮廓“缝合在一起”或以其他方式组合以形成工件wp1的全部或局部的3d表示。另外,某些工件特征(例如wpf2/wpf3c)可具有某些尺寸/方面,其可以包含在多个表面(例如wps2和wps3)的扫描中,并且每个表面的扫描都可以被利用/组合来确定工件特征wpf2/wpf3c的整体特性/尺寸/3d轮廓。这样的可能的操作和过程说明了本公开的另一优点,因为某些现有技术系统通常仅能够从单个方向(例如,沿着mcs的z轴)采集图像堆叠,而本公开能够使cmm系统利用视觉探针从多个方向采集多个图像堆叠,以分析/测量/确定可以处于不同方向的多个工件表面和/或特征的3d轮廓。然后可以组合或以其他方式利用工件的各表面/特征的这种3d数据来确定全部或部分工件和/或某些工件特征的整体3d轮廓。
83.在以上参考图6a和6b描述的pff类型分析中,每个聚焦曲线(如图6a所示)对应于工件表面上的单个点。即,每个聚焦曲线的峰值表示沿着视觉探针300的光轴oa的方向的单点的zp位置。在各种实施方式中,pff类型分析针对跨工件表面的多个表面点(例如,每个具有对应的感兴趣区域)重复该过程,从而可以确定工件表面的整体轮廓。通常,可以针对视野内的多个表面点(即,如在图像堆叠的图像内捕获的)执行该过程,其中对于图像堆叠的每个图像,特定的roi(i)对应于工件表面上的特定点(该点优选在roi的中心)。另外参考图7b,作为一个说明性实例,如果roi(1)对应于圆柱孔工件特征wpf1的底部边缘处的表面点(例如,与表面点sp3相邻),并且如果roi(2)对应于不在圆柱孔中的工件表面wps1上的表面点(例如,在表面点sp2处),则对应于两个说明性表面点的聚焦曲线将不同并且将具有不同的聚焦峰。例如,对于表面点sp2,诸如图6a的聚焦曲线将被移动,其中峰位于不同的位置(例如,指示聚焦位置更靠近视觉探针300,因此在图6b中所示的图像堆叠的部分中更高,或在图6b中未示出的图像堆叠的一部分中甚至更高,例如在其中图像堆叠具有除所示的11张图像之外的其他图像的实施方式中)。
84.对于具有x、y和z轴滑动机构225
‑
227的cmm 100的总可用移动量,如果仅沿z轴移动(即仅使用z轴滑动机构227),以调节视觉探针300的焦点(例如,类似于某些现有机器视觉系统中用于采集图像堆叠的技术),则潜在的图像堆叠采集过程的总运动范围将限制为z轴滑动机构227的最大运动范围。比较而言,根据本公开的技术,视觉探针300可以在cmm 100的整个可用移动体积的对角线上移动,以采集图像堆叠,这通常可以提供更长的潜在扫描范围和更大的采集图像堆叠的灵活性,以从不同角度扫描各工件表面。
85.如前所述,在一些实施方式中,除了利用视觉探针300获得用于确定3维表面轮廓的图像堆叠之外,在某些情况下与视觉探针300组合利用触觉测量探针390(即,具有物理接
触工件以确定测量结果的探针尖端的探针,例如探针尖端定位成接触并沿其滑动以便“扫描”工件表面的接触探针或扫描探针)也可能是有用的。例如,在使用视觉探针300之后,可以将视觉探针300与cmm 100分离,并且触觉测量探针390可以被附接到cmm 100并且用于验证某些表面点的位置,和/或测量某些表面点,例如视觉探针300可能没有很好地成像的那些点。例如,在图7c的实施方式中,假设在所示出的取向中沿着视觉探针300的光轴oa表面点sp3直接在表面点sp2下方,则可能难以从视觉探针300捕获的图像堆叠中确定表面点sp3的确切位置。在这种情况下,触觉测量探针390可用于验证某些表面点的位置(例如,沿着圆柱孔工件特征wpf1的边缘和/或在其底角,例如表面点sp3和sp4等等)。
86.如前所述,在一些实施方式中,可能期望使视觉探针300的光轴大致垂直于正被扫描的工件表面(即,针对其捕获图像堆叠)。应当注意,视觉探针300的光轴可以仅垂直于工件表面的一部分,或者在某些情况下可以实际上不垂直于工件表面的任何特定部分,而是仅垂直于工件表面的总体或平均等等方向。例如,如果工件表面特别不平坦和/或包括形成复杂或不均匀的3维轮廓/表面形貌的大量工件特征,则光轴/图像堆叠采集轴(oa/isaa)可能与工件表面的任何特定部分不精确垂直,但可以大致/名义上垂直于工件表面的整体、平均和/或一般等取向或主要角度。
87.仍然参考图7a
‑
7c,将描述cmm 100的另外的实现实例,其用于获得和使用图像堆叠以确定工件表面的“深度图”和/或“表面形貌”。在某些情况下,可以描述为整个工件表面可以处于“主要角度”,其对应于相对于图3b描述的工件角度a
‑
w,该角度是在工件表面和工件所在的水平面之间形成的角度。如前所述,在一些实施方式中,使图像堆叠采集轴isaa以主要角度(a
‑
w)大体上垂直于工件表面可能是有利的或否则是期望的。即使图像堆叠采集轴isaa不完全垂直于工件表面的总体方向,也可以通过根据特定应用程序(例如,包括用户如何希望呈现图像数据等的应用程序)对图像数据进行处理,从而部分解决此问题。更具体地讲,当利用图像堆叠确定工件表面的深度图和/或表面形貌时,如果确定以主要角度(a
‑
w)垂直于工件表面并没有与isa轴完美对齐而是与isa轴形成角度(即,工件表面与isa轴不完全垂直),则作为图像数据处理的一部分,这样的角度偏移可以被减去或以其他方式补偿,使得通常可以在整个工件表面的水平面上确定/显示工件表面的深度图或表面形貌(例如,对于某些呈现和/或分析可能是期望的,等等)。在一些实施方式中,如果用户或系统在视觉上或以其他方式评估工件表面的缺陷,则可能优选的是具有工件表面的大体水平呈现,为此所述缺陷可能更容易辨别/确定为与其他水平工件表面的高度偏差(例如,根据坐标在大体水平表面的坐标之上或之下的缺陷和/或其他偏差)。
88.在cmm 100的各种示例性实施方式中,可以首先确定要测量的工件表面的主要角度(a
‑
w),以便知道以什么角度定向视觉探针300以对工件表面成像。在各种示例性实施方式中,待测量的工件的尺寸和特性(包括其主要角度)可以是已知的,为此,cmm100可以用于执行精度测量和/或检查。一旦已知或确定了主要角度,就可以确定视觉探针300的期望角度方向(例如,以大体上垂直于工件表面的至少一部分)。如上所述,通过以这种方式相对于工件表面定向视觉探针300,与覆盖更大的扫描范围所需的更加间隔开的(即,图像之间的对应聚焦位置间距更大)相同数量的图像的图像堆叠相比,可以使图像堆叠的所需范围相对更小/更短,从而允许更快地采集图像堆叠和/或允许在更密集的图像堆叠(即,图像之间的对应聚焦位置间距更小)中采集相同数量的图像。
89.参考图7b和7c,程序指令在由cmm 100的一个或多个处理器执行时,可以使一个或多个处理器采集如图7c所示的第一图像堆叠以及采集如图7b所示的第二图像堆叠。在图7c中,可以将工件表面wps1指定为第一工件表面,并且可以将视觉探针300的取向(其为第一取向)用于获取工件wp1的第一工件表面的第一图像堆叠。在图7b中,工件表面wps2可以被指定为第二工件表面,其以与第一工件表面wps1不同的角度取向,并且不同于第一取向的第二取向的视觉探针300的取向可以用来采集工件wp1的第二工件表面的第二图像堆叠。在图7b所示的取向中,第二图像堆叠可以具有主要包括工件表面wps2(第二工件表面)但是也可以包括全部或部分的工件表面wps1(第一工件表面)的视场。类似地,在图7c所示的取向中,第一图像堆叠可以具有主要包括工件表面wps1(第一工件表面)但是也可以包括全部或部分的工件表面wps2(第二工件表面)的视场。
90.在各种实施方式中,除了可以至少部分地基于对第一图像堆叠的分析(例如,关于图7c)确定的聚焦曲线数据之外,还可以至少部分地基于对第二图像堆叠的分析(例如,关于图7b)确定附加聚焦曲线数据,其中附加聚焦曲线数据指示工件的第二工件表面(例如,工件表面wps2)上的多个表面点的3维位置。在各种实施方式中,系统可以至少根据基于对第一图像堆叠的分析而确定的而不是基于对第二图像堆叠的分析而确定的聚焦曲线数据来确定和/或显示第一工件表面wps1的至少一部分的3维表示。类似地,系统可以至少根据基于对第二图像堆叠的分析而确定的而不是基于对第一图像堆叠的分析而确定的聚焦曲线数据来确定和/或显示第二工件表面wps2的至少一部分的3维表示。
91.例如,在第一图像堆叠和第二图像堆叠可以各自包含工件表面wps1和wps2的一部分或全部的一些实施方式中,与基于对第二图像堆叠的分析为第一工件表面wps1确定的聚焦曲线数据(为此,第二图像堆叠采集轴isaa2不近似垂直于第一工件表面wps1的至少一部分,并且特别地比第一图像堆叠采集轴isaa1更远离垂直)相比,基于对第一图像堆叠的分析为第一工件表面wps1确定的聚焦曲线数据(为此,第一图像堆叠采集轴isaa1可以近似垂直于第一工件表面wps1的至少一部分)可以被认为或确定为更精确和/或具有更高的质量/确定性。
92.如美国专利号8,581,162中更详细描述的(该专利的全部内容通过引用合并于此),某些聚焦峰的确定性和/或z高度质量元数据分析可以指示确定的某些3维数据的可靠性和/或质量(例如,与图像堆叠中的感兴趣区域有关)。尽管
′
162专利针对确定单个图像堆叠(即,仅沿机器坐标系的z轴方向采集)中相邻工件表面点的坐标的质量/可靠性执行了此类分析,但在根据本公开,某些相似的原理可以应用来考虑确定一个图像堆叠相对于另一图像堆叠中的工件表面点的坐标的质量/可靠性(例如,以不同角度采集的)。例如,在一些实施方式中,为利用近似垂直于工件表面的一部分的图像堆叠采集轴isaa而采集的图像堆叠所确定的聚焦曲线数据对于确定工件表面的该部分上的工件表面点的坐标可能比图像堆叠采集轴垂直度更低的图像堆叠相对更准确。在某些实施方式中,如上所述,更高的准确性至少部分是由于视觉探针/光轴相对于工件表面的更垂直的方向,这导致更多的成像光被反射回视觉探针300(例如,这可能导致3维数据的更高的聚焦峰值和更高的对应可靠性和/或质量)。在某些实施方式中,相对精度也可能部分是由于在图像堆叠的给定图像中,更多的相邻工件表面点/像素同时在更垂直的方向上同时被聚焦,因此允许确定更高的聚焦度量值(例如,基于对比度或其他聚焦度量)。相比而言,为利用相对远未垂直于工件表面的
一部分的图像堆叠采集轴isaa而采集的图像堆叠所确定的聚焦曲线数据对于确定工件表面的该部分上的工件表面点的坐标可能相对较不准确。在某些实施方式中,如上所述,更低的准确性至少部分是由于视觉探针/光轴相对于工件表面的更不垂直的方向,这导致更少的成像光被反射回视觉探针300(例如,这可能导致3维数据的更低的聚焦峰值和更低的对应可靠性和/或质量)。在各种实施方式中,相对不准确还可能部分是由于同时聚焦的相邻工件表面点/像素较少(即,由于工件表面的该部分相对于图像堆叠采集轴的倾斜),在某些情况下,在探针坐标系中只有处于相同的z距离的相对倾斜的工件表面的“条带”可能同时精确地聚焦,从而导致图像堆叠的给定图像中感兴趣区域中更少的“聚焦”像素/表面点,这些表面点对具有相应中心表面点/像素的感兴趣区域的总体聚焦度量贡献更高的数量。更具体地说,在某些情况下,给定图像中同时在感兴趣区域中的焦点像素更多可能导致更高的聚焦峰,对此,聚焦峰位置的确定可能更加准确(例如,对噪声或其他因素更不敏感),从而获得更好的聚焦峰值确定性。
93.作为另一实例,在各种实施方式中,cmm 100可以采集共同成像的表面点,例如在第一工件表面wps1的第一部分上的表面点sp2,该表面点在第一图像堆和第二图像堆中均被成像,其中(图7c的)第一图像堆叠采集轴isaa1比(图7b的)第二图像堆叠采集轴isaa2更近于垂直于第一工件表面wps1的第一部分。至少部分地基于对第一图像堆叠的分析而确定的聚焦曲线数据可以指示共同成像的表面点sp2的第一3维位置(例如,在一个实例中,其可以对应于所确定的第一组坐标,例如(xp2c、yp2c、zp2c))。另一方面,至少部分地基于对第二图像堆叠的分析而确定的聚焦曲线数据可以指示共同成像的表面点sp2的第二3维位置(例如,在一个实例中可以对应于第二组确定的坐标,例如(xp2b、yp2b、zp2b)。注意,在各种实施方式中,第二确定的3维位置(例如,在确定的坐标xp2b、yp2b、zp2b处)可以不同于第一确定的3维位置(例如,在确定的坐标xp2c、yp2c、zp2c处),并且第一3维位置可以是指示和/或确定为比第二3维位置更可靠/更准确,并且可以代替第二3维位置用作工件的一组3维数据的一部分。如上所述,这样的技术可能是有利的,因为针对利用图像堆叠采集轴isaa(其大致垂直于工件表面和/或工件特征的一部分)采集的图像堆叠所确定的聚焦曲线数据可以比针对利用图像堆叠采集轴isaa(其更不垂直于工件表面和/或工件特征的一部分)采集的图像堆叠所确定的聚焦曲线数据相对更准确。因此,对于表面点sp2,所确定的第一3维位置(例如,具有确定的坐标xp2c、yp2c、zp2c)可以比所确定的第二3维位置(例如,具有确定的坐标xp2b、yp2b、zp2b)更准确,并因此利用确定的第一3维位置作为3维数据集的一部分来表示工件wp1的表面点sp2可能是有利的。
94.图8是通过使用包括如图1
‑
7c中所述的移动机构配置的cmm系统以使视觉探针沿着多个轴并且相对于工件表面以期望的角度/方向移动来测量工件表面的方法的流程图。该方法通常包括四个步骤。
95.框802包括操作坐标测量机(cmm)系统的步骤,该系统包括:(i)视觉探针300,其被配置为基于沿着所述视觉探针300的光轴oa传输的图像光对工件wp的表面成像;(ii)滑动机构配置,其包括x轴滑动机构、y轴滑动机构和z轴滑动机构225
‑
227,它们各自配置为在机器坐标系mcs内分别在相互正交的x轴、y轴和z
‑
轴方向上移动视觉探针300;和(iii)旋转机构214,其联接在所述z轴滑动机构和所述视觉探针300之间,并且被配置为将所述视觉探针300相对于所述机器坐标系的z轴旋转至不同的角度方向。
96.框804包括使用旋转机构调整视觉探针300的方向的步骤,以使视觉探针300的光轴oa指向工件wp的表面,其中视觉探针300的光轴oa不平行于机器坐标系的z轴,并且对应于图像堆叠采集轴isaa。如上所述,在各种实施方式中,光轴oa可以近似/名义上垂直于工件表面的至少一部分,为此工件表面可以成角度(例如,在机器坐标系内可能不是水平的)。
97.框806包括采集包括多个图像的图像堆叠的步骤,每个图像具有视觉探针300沿着图像堆叠采集轴的对应聚焦位置。图像堆叠的采集包括:(i)调节多个滑动机构225
‑
227,以将视觉探针300从各自沿着图像堆叠采集轴的第一图像采集位置移动到第二图像采集位置,其中视觉探针300分别在第一图像采集位置和第二图像采集位置采集多个图像的第一图像和第二图像;和(ii)调节多个滑动机构225
‑
227,以将视觉探针300从也沿着图像堆叠采集轴的第二图像采集位置移动到第三图像采集位置,其中视觉探针300在第三图像采集位置采集多个图像的第三图像。
98.框808包括至少部分地基于对图像堆叠的图像的分析确定聚焦曲线数据的步骤,其中聚焦曲线数据指示工件表面上的多个表面点的3维位置。
99.尽管已经示出和描述了本公开的优选实施方式,但是基于本公开,本领域技术人员应当理解特征的所示和所描述的布置以及操作序列的许多变化。可以使用各种替代形式来实现本文公开的原理。另外,可以组合上述各种实施方式以提供进一步实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。