1.本实用新型涉及包装材料和容器制备技术领域,尤其涉及一种多功能可折叠、可循环复用的包装箱,尤其适用于疫苗等生物制剂产品和生鲜农产品的冷链物流和电子、陶瓷等易碎产品的缓冲包装领域。
背景技术:
2.随着在线购物的快速发展以及新冠疫情的爆发,疫苗等生物制剂的需求量日益增大,快递物流运输量也在不断增大。在快递运输物流中,有两类产品的防护包装特别值得注意。
3.第一类,一些生物制剂如疫苗、血液制剂等,在储运时需要严格的低温条件以保证其品质和活性;一些生鲜农产品如新鲜水果、水产品和冷冻水产品,在储运时也需要采取一定的保温措施。现有的快递物流用保温包装一般是直接采用泡沫保温包装箱,或用泡沫材料做内部保温层,外部用瓦楞纸箱进行包装。
4.第二类,电子产品、陶瓷、玻璃器皿等产品的快递物流运输包装,多半是采用气柱袋、纸浆模塑、泡沫塑料等材料作为内部缓冲包装,外部再用瓦楞纸箱进行包装的方法。
5.对于直接采用泡沫包装箱的方式来说,虽然材料单一、操作简单,但泡沫包装箱体积较大,外部易损,一般都是一次性使用,造成包装材料的大量浪费和环境污染;对于采用泡沫内衬结合瓦楞纸箱的包装方式,不仅其内部的泡沫无法重复使用,其外部的瓦楞纸箱也因容易磨损破裂而无法重复使用,会造成更大的资源浪费和环境污染。同时,上述方法均需要使用不干胶带进行封箱和防窃启,这带来新的浪费和污染。
6.在绿色包装、循环复用包装和环境保护的大环境下,实现物流包装箱的多功能和循环复用显得越发重要,而现有的一些有利于包装箱循环复用的专利和产品,大多功能单一,适用场景少;部分折叠包装箱的箱体板材料厚度较小,不适用于对温度条件和防护要求较高的物流场景;部分整体式的保温包装箱不便于仓储运输;部分拼装形式的保温包装箱受结构限制,泡沫层厚度较小,组合不便,且其保温效果和保护性能都无法得到保证。因此,开发设计新的结构工艺方案,弥补上述缺陷,就显得十分必要、十分迫切。
技术实现要素:
7.为顺应绿色包装、循环复用包装和环境保护的大趋势,解决快递物流包装箱现有的技术问题,本实用新型提供了一种多功能的可循环复用折叠拼装式包装箱,其不但能减少空箱运的空间,而且保温效果和防护性能好,折叠拼装和拆解储运十分简单、方便;包装箱封口采用带防窃启封签的锁扣,无需胶带。
8.为了实现上述目的,本实用新型采用了如下技术方案:
9.功能可折叠包装箱,包括连接一体的六个箱板,所述箱板包括底板、左侧板、右侧板、前侧板、后侧板和盖板,所述底板左侧短边连接左侧板的长边,所述底板右侧短边连接右侧板的长边,所述底板前侧长边连接前侧板的长边,所述底板后侧长边连接后侧板的长
边,所述后侧板的另一个长边连接盖板的长边。每个所述箱板的连接处设置v形槽结构,前侧板、后侧板以及盖板的拼接处设计有u形槽结构,箱板边部嵌入对应箱板的u形槽中,扣合形成密封结构。
10.优选的,所述盖板的短边尺寸略大于底板的短边尺寸,左侧板和右侧板的尺寸相同,前侧板的长边尺寸略大于后侧板的长边尺寸,底板的短边尺寸略大于左侧板和右侧板的长边尺寸。
11.优选的,所述前侧板、后侧板的u形槽的外压槽面所在平面与底板短边v形槽的下压痕线平齐;所述盖板长边u形槽的外压槽面在包装箱折叠后与前侧板外壁贴合,盖板短边u形槽的外压槽面所在平面与底板短边v形槽的下压痕线平齐,以保证左侧板、右侧板、前侧板、后侧板与u形槽的准确嵌合。
12.优选的,所述左侧板、右侧板的三个边缘以及前侧板的长边边缘处均设有相同斜度的倒角,所述倒角不大于
°
,以便于折叠成型。
13.优选的,所述v形槽的深度在箱板厚度的20%
‑
25%之间,以保证成型后箱体的刚度和铰链的强度。
14.优选的,所述u形槽的宽度小于箱板的厚度,u形槽可以使相邻箱板相互嵌合,而略小的槽口宽度可以提高箱体组合后的密封性和刚度。
15.优选的,所述每个箱板均由内层、中间层和外层构成。所述内层为具有反射性或耐磨性的薄膜材料,比如铝箔或聚脲;中间层为泡沫材料,比如eps材料或者epp材料,起保温、缓冲作用;外层由喷涂或贴合高强度功能性薄膜形成,比如聚脲或改性pp薄膜,起保护和防摩擦作用。根据使用环境的需要,箱板的材料可仅为泡沫材料,比如eps材料或者epp材料。
16.为实现盖体和前侧板的锁合,本多功能可折叠包装箱,还包括插锁,所述插锁包括插锁母扣和插锁公扣,所述插锁母扣固定于盖体,所述插锁公扣固定于前侧板,所述插锁母扣和插锁公扣的位置对应。将插锁母扣插入插锁公扣中,实现箱盖的锁合;插锁公扣可以用手指向外扳出,脱离与插锁母扣的接触,箱盖打开,可重复使用。在具体使用过程中,商家可将二维码或三维码封签贴在锁扣公扣外框上,以实现防窃启的功能。
17.本实用新型的有益效果是:
18.1.本包装箱采用一体式泡沫复合箱体结构,既能提供优良的缓冲防护和保温效果,又能便于展开堆叠、不易丢失箱体部件,保持箱体完整性,便于重复使用。
19.2.本包装箱的箱体设计为可折叠型,空箱时可展开为单层平板状以方便进行堆叠,使循环物流中的逆向回收过程节省空间,便于循环回收,同时也可减少空箱仓储的储存空间。
20.3.本包装箱采用v形槽实现箱板折叠、u形槽实现箱板嵌合,箱体折叠成型过程操作简单,无需不干胶带和其他黏合剂,有效地达到了绿色环保、避免污染环境的目的。
21.4.本包装箱的箱板外层材料采用聚脲喷涂或改性pp薄膜贴合,可大幅度增大箱体板的强度,解决泡沫板箱体容易折断、破损的问题,同时增大箱体板连接处的强度,耐用性好;内层采用聚脲喷涂并可贴合反射性薄膜,以实现持续的耐久性和良好的保温性,使得本包装箱可在各种场景下使用,功能性提升。
22.5.本包装箱的采用防窃启锁扣结构,可重复使用,无须使用带来大量污染的不干胶带进行封口,大大减少了环境污染,降低了操作工人的劳动强度。
23.综上,本实用新型所述的多功能可循环复用包装箱不但强度高、保温和缓冲防护效果好、可循环使用,还可节省逆向物流时的仓储和运输空间,以一体化箱体结构避免物流过程中包装箱部件丢失,具有很高的推广价值。
附图说明
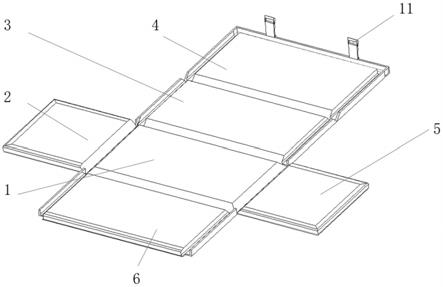
24.图1为本实用新型包装箱箱体整体展开结构图;
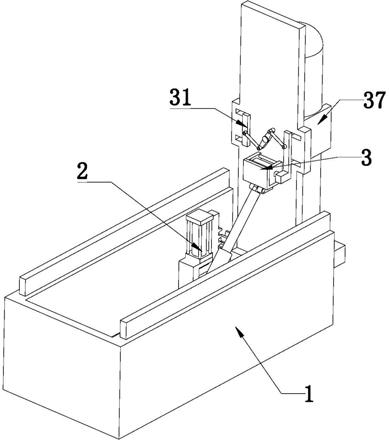
25.图2为本实用新型包装箱箱坯展开正面图;
26.图3为本实用新型包装箱箱坯展开侧面图;
27.图4为本实用新型包装箱嵌合处u形槽结构图;
28.图5为本实用新型包装箱锁扣侧面结构示意图;
29.图6为本实用新型包装箱锁扣正面结构示意图;
30.图7为本实用新型包装箱箱体成型并封合后的外观示意图。
31.图中:1
‑
底板;2
‑
左侧板;3
‑
后侧板;4
‑
盖板;5
‑
右侧板;6
‑ꢀ
前侧板;7
‑
内层;8
‑
泡沫层;9
‑
外层;10
‑
锁扣母扣;11
‑
锁扣公扣。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
33.实施例1
34.参照图1
‑
7,一种功能可折叠包装箱,包括连接一体的六个箱板,所述箱板包括底板1、左侧板2、右侧板5、前侧板6、后侧板3和盖板4,所述底板1左侧短边连接左侧板2的长边,所述底板1右侧短边连接右侧板5的长边,所述底板1前侧长边连接前侧板3的长边,所述底板1后侧长边连接后侧板3的长边,所述后侧板3的另一个长边连接盖板4的长边。每个所述箱板的连接处设置v形槽结构,前侧板6、后侧板3以及盖板4的拼接处设计有u形槽结构,箱板边部嵌入对应箱板的u形槽中,扣合形成密封结构。
35.进一步的,所述盖板4的短边尺寸略大于底板1的短边尺寸,左侧板2和右侧板5的尺寸相同,前侧板6的长边尺寸略大于后侧板3 的长边尺寸,底板1的短边尺寸略大于左侧板2和右侧板5的长边尺寸。
36.进一步的,所述前侧板6、后侧板3的u形槽的外压槽面所在平面与底板1短边v形槽的下压痕线平齐;所述盖板4长边u形槽的外压槽面在包装箱折叠后与前侧板6外壁贴合,盖板4短边u形槽的外压槽面所在平面与底板1短边v形槽的下压痕线平齐,以保证左侧板 2、右侧板5、前侧板6、后侧板3与u形槽的准确嵌合。
37.进一步的,所述左侧板2、右侧板5的三个边缘以及前侧板6的长边边缘处均设有相同斜度的倒角,所述倒角不大于1
°
,以便于折叠成型。
38.进一步的,所述v形槽的深度在箱板厚度的20%
‑
25%之间,以保证成型后箱体的刚度和铰链的强度。
39.进一步的,所述u形槽的宽度小于箱板的厚度,u形槽可以使相邻箱板相互嵌合,而略小的槽口宽度可以提高箱体组合后的密封性和刚度。
40.进一步的,所述每个箱板均由内层7、中间层8和外层9构成。本实施例针对疫苗配送用的保温型循环复用包装箱,内层7采用镀铝薄膜贴合,中间层8为eps或epp泡沫材料,外层9为聚脲喷涂层。根据使用环境的需要,箱板的材料可仅为泡沫材料,比如eps材料或者epp材料。
41.为实现盖体4和前侧板6的锁合,本多功能可折叠包装箱,还包括插锁,所述插锁包括插锁母扣10和插锁公扣11,所述插锁母扣10 固定于盖体4,所述插锁公扣11固定于前侧板6,所述插锁母扣10 和插锁公扣11的位置对应。将插锁母扣10插入插锁公扣11中,实现箱盖的锁合;插锁公扣11可以用手指向外扳出,脱离与插锁母扣 10的接触,箱盖打开,可重复使用。
42.上述多功能可折叠包装箱的制备方法,主要包括一体式箱板的加工、功能性薄膜材料喷涂或粘贴和包装箱的折叠成型三个大步骤。具体如下:
43.步骤一:将片状泡沫材料置于箱坯加工台,利用裁切装置制作出箱坯的形状轮廓,利用热压模具和热刀对其进行v形压痕槽以及u形压槽的制作。在具体操作中,先进行v形压痕槽的模压,再进行u形压槽的加工和模压得到箱坯;也可以直接用模具一次成型。
44.步骤二:进行包装箱箱坯的内外强化加工。在泡沫箱坯内侧贴合具有反射性或耐磨性的薄膜材料,完成包装箱箱坯的内层制作;使用聚脲或改性pp薄膜在泡沫箱坯外侧喷涂或贴合,构成高强度的功能性薄膜材料,完成包装箱箱坯的外层制作;
45.步骤三:将箱坯的底板固定,先对左、右侧板沿v形压痕槽的下压痕线向内折叠成直角状态,再对前、后侧板沿v形压痕槽的下压痕线向内翻折,翻折过程中需将左右侧板的短边边缘分别插进前后侧板的u形压槽中,直至前后侧板折叠成直角状态,最后将箱盖板沿v形压痕槽的下压痕线向内翻折,翻折过程中需将左、右侧板的长边边缘以及前侧板边缘分别插进箱盖板上的u形压槽中,至此完成包装箱的折叠成型。
46.本实施例提供上述包装箱的一种具体的制备方法,其加工工艺为:
47.毛坯(发泡成型)
→
箱坯(热压成型)
→
外层加工(聚脲喷涂)
ꢀ→
内层加工(镀铝膜贴合)
→
锁扣贴合
→
成品。
48.具体过程如下:
49.1.先通过发泡成型制造出平板状的毛坯,毛坯上根据箱坯的v形槽和u形槽尺寸,分别加高2mm以形成v形槽和u形槽的初始形状;
50.2.使用模具将毛坯加热压制成箱坯;
51.3.在箱坯外侧进行聚脲喷涂,喷涂范围应到达背面平面边缘向里 10
‑
15mm;u形槽部分应喷涂到槽内侧边缘向里10
‑
15mm;
52.4.使用0.15
‑
0.25mm的镀铝薄膜进行内部贴合;
53.5.根据箱体大小,用环保强力胶在盖板4前缘上方粘贴锁扣母扣 10,在前板6对应位置粘贴锁扣公扣11。至此,多功能可循环复用包装箱加工完成。
54.使用时,先将内装物放置于包装箱底板1上;然后将左侧板2、右侧板5向上翻折;再将前侧板6和后侧板3向上翻折,使左、右侧板嵌入前后侧板两边的u形槽中;最后翻折盖板4,使左、右、前侧板上缘嵌入盖板三边u形槽,嵌入时用手导向,将锁扣母扣插入锁扣公扣上方的槽中,压紧即可完成封箱。根据需要,商家可将二维码或三维码封签贴在锁扣公扣外框上,以实现防窃启的功能。此时,包装箱箱板间的所有拼接部位均嵌合完成,锁扣也封合完
成,包装箱完成打包、密封。
55.用户收件后,撕去或捅破封签即可用手指扳动公扣以使母扣脱离,盖板打开。取出内装物以后,可将包装箱展开成平板状堆叠,以便于仓储运输和回收。包装箱回收后重复以上步骤实现循环复用。
56.实施例2
57.与实施例1不同的是,本实施例中的箱板的材料可仅为泡沫材料。
58.本实施例中的多功能可折叠包装箱的制备方法,主要包括一体式箱板的加工和包装箱的折叠成型两个大步骤。具体如下:
59.步骤一:将片状泡沫材料置于箱坯加工台,利用裁切装置制作出箱坯的形状轮廓,利用热压模具和热刀对其进行v形压痕槽以及u形压槽的制作。在具体操作中,先进行v形压痕槽的模压,再进行u形压槽的加工和模压得到箱坯;也可以直接用模具一次成型。
60.步骤二:将箱坯的底板固定,先对左、右侧板沿v形压痕槽的下压痕线向内折叠成直角状态,再对前、后侧板沿v形压痕槽的下压痕线向内翻折,翻折过程中需将左右侧板的短边边缘分别插进前后侧板的u形压槽中,直至前后侧板折叠成直角状态,最后将箱盖板沿v形压痕槽的下压痕线向内翻折,翻折过程中需将左、右侧板的长边边缘以及前侧板边缘分别插进箱盖板上的u形压槽中,至此完成包装箱的折叠成型。
61.其加工工艺为:毛坯(发泡成型)
→
箱坯(热压成型)
→
锁扣贴合
→
成品。
62.以上所述,仅为本实用新型较佳的两种具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。