1.本实用新型涉及光学检测领域,尤其涉及一种多工位并行的屏幕检测系统。
背景技术:
2.显示屏生产过程中或生产完成后,需要进行检测,在其检测过程中,需要进行上料、中转、检测、下料等操作,操作过程较多,大多数操作还是依靠人工进行的,自动化程度较低,导致人工投入成本较大,生产效率较低,无法满足高效生产的需求。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种多工位并行的屏幕检测系统,解决现有技术中,显示屏进行检测及相关操作时的自动化程度低、生产效率低的问题。
5.本实用新型的技术方案如下:一种多工位并行的屏幕检测系统,包括:机架、设置在所述机架内的若干自动翻转机构、设置在所述自动翻转机构入料端的上料机构、设置在所述自动翻转机构出料端的下料机构、设置在所述上料机构一侧的ctp中转模组、设置在所述下料机构一侧的中转下料模组;所述上料机构用于从所述ctp中转模组上抓取待检测屏幕,并将待检测屏幕输送至所述自动翻转机构上;所述自动翻转机构用于将待检测屏幕输送至人工检测位,并带动待检测屏幕进行前后左右四个方向上的翻转;所述下料机构用于从所述自动翻转机构上抓取已检测屏幕,并将该已检测屏幕输送至中转下料模组。通过上料机构进行自动上料,在检测过程中,通过自动翻转机构进行左、右、前、后翻转,从而将待检测屏幕翻转至指定检测位置,操作人员进行相应检测,完成检测后,通过下料机构进行自动下料,整个过程人工参与度低,自动化程度高,可有效提高生产效率,节约人员投入成本,从而降低生产成本;另一方面,可根据生产需求,设置多组自动翻转机构、上料机构、下料机构、ctp中转模组、中转下料模组,从而实现多组待检测屏幕的同时检测,有效加快生产速度,提高生产效率,实用性强。
6.进一步地,所述的一种多工位并行的屏幕检测系统,还包括:设置在所述机架顶部的ffu除尘装置、设置在所述自动翻转机构一侧的触摸屏。
7.进一步地,所述自动翻转机构包括:翻转座、可旋转地安装在所述翻转座上的检载台、左右翻转模组、底座、设置在所述底座上的前后翻转模组。
8.进一步地,所述左右翻转模组的输出端与所述检载台连接,并用于驱动所述检载台相对所述翻转座左右翻转;所述前后翻转模组的输出端与所述翻转座连接,并用于驱动所述翻转座带动所述检载台前后翻转。
9.进一步地,所述自动翻转机构还包括:设置在所述底座底部的第一线性模组,所述第一线性模组用于驱动所述前后翻转模组、左右翻转模组、翻转座、检载台在所述自动翻转机构的入料端与人工检测位之间移动。
10.进一步地,所述上料机构包括:第二线性模组、设置在所述第二线性模组上的固定
座、设置在所述固定座上的第一吸盘组件,所述第一吸盘组件用于从所述ctp中转模组上吸取待检测屏幕。
11.进一步地,所述ctp中转模组包括:第三线性模组、设置在所述第三线性模组上的固定架、设置在所述固定架上的放置位,所述放置位用于固定及放置待检测屏幕。
12.进一步地,所述中转下料模组包括:第四线性模组、设置在所述第四线性模组上的料架、设置在所述料架上的第二吸盘组件,所述第二吸盘组件用于吸附已检测屏幕。
13.进一步地,所述下料机构与所述上料机构的结构相同。
14.进一步地,所述机架包括:机架座、设置在所述机架座外侧的保护外罩。
15.采用上述方案,本实用新型提供一种多工位并行的屏幕检测系统,具有以下有益效果:
16.1、可实现屏幕检测过程中转、上料、翻转、下料的自动化,节约人员投入成本,降低生产成本,同时提高生产效率;
17.2、可进行多组待检测屏幕的同时检测,加快检测速度,有效提高生产效率,实用性强。
附图说明
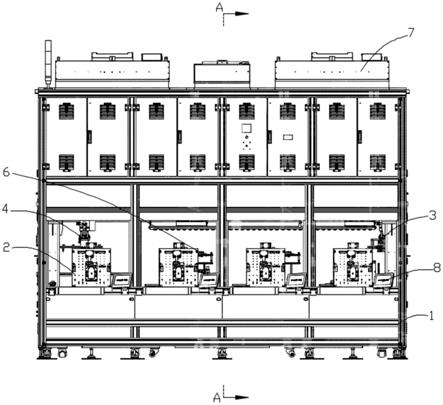
18.图1为本实用新型的结构示意图;
19.图2为图1中a
‑
a线的剖面图;
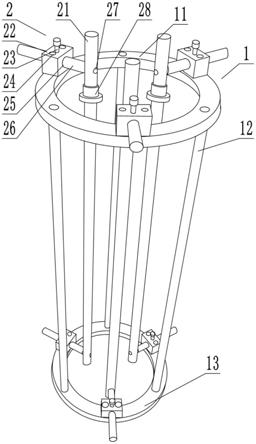
20.图3为本实用新型自动翻转机构的结构示意图;
21.图4为本实用新型自动翻转机构的侧视图;
22.图5为本实用新型上料机构的结构示意图;
23.图6为本实用新型ctp中转模组的结构示意图;
24.图7为本实用新型中转下料模组的结构示意图。
25.其中:机架1、机架座10、保护外罩11、自动翻转机构2、翻转座20、底板200、侧板201、检载台21、显示屏检测治具210、第一轴承211、连接板212、左右翻转模组22、第一旋转驱动装置220、第一减速机221、第一阻尼部222、底座23、安装板230、第二轴承231、前后翻转模组24、第二旋转驱动装置240、第二减速机241、第二阻尼部242、第一线性模组25、上料机构3、第二线性模组30、固定座31、第一吸盘组件32、下料机构4、ctp中转模组5、第三线性模组50、固定架51、放置位52、中转下料模组6、第四线性模组60、料架61、第二吸盘组件62、吸附平台620、真空吸嘴621、ffu除尘装置7、触摸屏8。
具体实施方式
26.以下结合附图和具体实施例,对本实用新型进行详细说明。
27.请参照图1
‑
图7,本实用新型提供的技术方案如下:一种多工位并行的屏幕检测系统,包括:机架1、设置在所述机架1内的四组自动翻转机构2、设置在所述自动翻转机构2入料端的上料机构3、设置在所述自动翻转机构2出料端的下料机构4、设置在所述上料机构3一侧的ctp中转模组5、设置在所述下料机构4一侧的中转下料模组6、设置在所述机架1顶部的ffu除尘装置7、设置在所述自动翻转机构2一侧的触摸屏8,所述机架1包括:机架座10、设置在所述机架座10外侧的保护外罩11,ffu除尘装置7设置在所述保护外罩11上,其它机构
均设置在所述保护外罩11内;具体地,在本实施例中,所述ffu除尘装置7为ffu风机,所述触摸屏8用于本实用新型中一种多工位并行的屏幕检测系统运行过程中相关参数的设定;另外,在本实施例中,设置四组自动翻转机构2,其他与自动翻转机构2相配合的机构均对应设置有四组,可同步进行四组待检测屏幕的检测操作,有效提高生产效率。
28.请参照图3
‑
图4,具体地,在本实施例中,所述自动翻转机构2用于将待检测屏幕输送至人工检测位,并带动待检测屏幕进行前后左右四个方向上的翻转;所述自动翻转机构2包括:翻转座20、可旋转地安装在所述翻转座20上的检载台21、左右翻转模组22、底座23、设置在所述底座23上的前后翻转模组24,所述检测台21上设置有显示屏检测治具210,显示屏检测治具210的一侧设置有图形发生器;所述翻转座20包括一底板200和前后设置的两侧板201,每一侧板201上均挖孔安装一第一轴承211,所述第一轴承211的内圈固定连接一连接板212,所述检载台21与所述连接板212连接;所述左右翻转模组22包括:第一旋转驱动装置220、与所述第一旋转驱动装置220输出端连接的第一减速机221、与所述第一减速机221输出端连接的第一阻尼部222,所述第一阻尼部222的输出轴端与所述第一轴承211连接;所述左右翻转模组22的输出端与所述检载台21连接,并用于驱动所述检载台21相对所述翻转座20左右翻转,具体过程为:启动第一旋转驱动装置220,第一旋转驱动装置220的驱动力经过第一减速机221减速后,再通过第一阻尼部222的输出轴传输给第一轴承211,从而带动连接板212转动,在连接板212的作用下,进一步带动检载台21转动,从而实现检载台21的左右翻转;具体地,所述翻转座20的底部左右两侧设有两安装板230,所述两安装板230上固定有一第二轴承231,所述第二轴承231可转动地安装于所述底座23上;所述前后翻转模组24包括:第二旋转驱动装置240、与所述第二旋转驱动装置240输出端连接的第二减速机241、第二阻尼部242,所述第二减速机241的输出端与所述第二轴承231连接,所述第二阻尼部242的一端连接至所述第二减速机241上,另一端滑动连接至所述翻转座20的底部;所述前后翻转模组24的输出端与所述翻转座20连接,并用于驱动所述翻转座20带动所述检载台21前后翻转;具体过程为:启动第二旋转驱动装置240,第二旋转驱动装置240的驱动力经过所述第二减速机241减速后,到达至第二轴承231处,驱动第二轴承231旋转,进而带动安装板230、翻转座20转动,从而实现翻转座20、检载台21等的前后翻转。所述自动翻转机构2还包括:设置在所述底座23底部的第一线性模组25,所述第一线性模组25用于驱动所述前后翻转模组24、左右翻转模组22、翻转座20、检载台21在所述自动翻转机构2的入料端与人工检测位之间移动。具体地,在本实施例中,所述第一旋转驱动装置220、第二旋转驱动装置240均为伺服电机,所述第一减速机221、第二减速机241均为行星减速机,所述第一阻尼部222为摩擦阻尼器,所述第二阻尼部242包括:一弹簧阻尼器、一弹力杆和一滚轮,所述弹簧阻尼器固定于所述第二减速机241上,所述弹力杆一端固定于所述弹簧阻尼器上,另一端连接所述滚轮,所述滚轮沿所述翻转座20的底板200的下表面滚动。
29.请参照图5,具体地,在本实施例中,所述上料机构3用于从所述ctp中转模组5上抓取待检测屏幕,并将待检测屏幕输送至所述自动翻转机构2上;所述下料机构4用于从所述自动翻转机构2上抓取已检测屏幕,并将该已检测屏幕输送至中转下料模组6,所述下料机构4与所述上料机构3的结构相同;所述上料机构3包括:第二线性模组30、设置在所述第二线性模组30上的固定座31、设置在所述固定座31上的第一吸盘组件32,所述第一吸盘组件32用于从所述ctp中转模组5上吸取待检测屏幕,具体地,在本实施例中,所述第一吸盘组件
32为真空吸嘴;所述上料机构3的具体作用过程为:在第二线性模组30的作用下移动至ctp中转模组5的上侧,通过真空吸嘴吸附住ctp中转模组5上的待检测屏幕,进一步在第二线性模组30的作用下整体移动至自动翻转机构2的入料端,并将待检测屏幕放置在自动翻转机构2,完成上料过程;所述下料机构4的具体作用过程为:在第二线性模组30的作用下移动至自动翻转机构2的出料端,通过真空吸嘴吸附住已检测屏幕,并将已检测屏幕输送至中转下料模组6上,完成下料过程。
30.请参照图6,具体地,在本实施例中,所述ctp中转模组5包括:第三线性模组50、设置在所述第三线性模组50上的固定架51、设置在所述固定架51上的放置位52,所述放置位52用于固定及放置待检测屏幕。ctp中转模组5主要用于放置待检测屏幕,该待检测屏幕已完成上一工位的相关操作。
31.请参照图7,具体地,在本实施例中,所述中转下料模组6包括:第四线性模组60、设置在所述第四线性模组60上的料架61、设置在所述料架61上的第二吸盘组件62,所述第二吸盘组件62用于吸附已检测屏幕。所述中转下料模组6用于放置已检测屏幕,并将该已检测屏幕输送至下一工位的入料端,等待下一工位的输送机构吸取该已检测屏幕;具体地,在本实施例中,所述第二吸盘组件62包括:吸附平台620,设置在所述吸附平台620上的真空吸嘴621。
32.综上所述,本实用新型提供一种多工位并行的屏幕检测系统,通过上料机构进行自动上料,在检测过程中,通过自动翻转机构进行左、右、前、后翻转,从而将待检测屏幕翻转至指定检测位置,操作人员进行相应检测,完成检测后,通过下料机构进行自动下料,整个过程人工参与度低,自动化程度高,可有效提高生产效率,节约人员投入成本,从而降低生产成本;可进行四组屏幕的同时检测,加快生产速度,进一步提高生产效率,实用性强。
33.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。