1.本发明涉及固体电解电容器及其制造方法。
背景技术:
2.随着电子设备的高频化,对作为电子部件之一的电容器也需要高频区域中的优良的阻抗特性。为了应对这样的要求,探讨了各种将电传导度高的导电性高分子用于固体电解质的固体电解电容器。作为这样的固体电解电容器,例如存在专利文献1中公开的电容器。
3.此外,近年来,对个人计算机的cpu周围使用的固体电解电容器,强烈希望小型大容量化。进一步地,对应高频化,也迫切希望低esr(equivalent series resistance:等价串联电阻)化、噪声去除、过渡响应性优良的低esl(equivalent series inductance:等价串联电感)化。为了应对这样的迫切期望,进行了各种探讨。
4.参照图6,对专利文献1所述的现有的层叠型固体电解电容器的结构进行说明。固体电容器元件31是多个电容器元件层叠而构成的。电容器元件具有:阀作用金属基体34,具有芯部35和沿着其表面而形成的粗面部36;形成在粗面部36上的电介质氧化被膜层37和形成在电介质氧化被膜层37上的固体电解质层与集电体层的复合层39。多个电容器元件的各集电体层被相互电连接。
5.电气绝缘性的外装43在阀作用金属基体34的一个端面露出的状态下覆盖层叠体33。在外装43的一个端面,设置与阀作用金属基体34的芯部35电连接的阳极侧外部电极47。此外,在外装43的另一个端面,设置与集电层电连接的阴极侧外部电极48。
6.阳极侧外部电极47包含第1导电层49、第2导电层50以及第3导电层51。第1导电层49形成为与阀作用金属基体34的芯部35直接相接,第2导电层50形成于第1导电层49的外侧。
7.在先技术文献
8.专利文献
9.专利文献1:国际公开第2014/188833号
技术实现要素:
10.本公开的一方式所涉及的固体电解电容器具备:电容器元件,具有阳极体、覆盖所述阳极体的电介质氧化被膜层、以及形成在所述电介质氧化被膜层上的阴极体;外装体,覆盖所述电容器元件;接触层,形成于所述阳极体的端部即阳极端子部,具有规定的表面粗糙度的表面;和阳极侧电极层,覆盖所述表面。
11.本公开的一方式所涉及的固体电解电容器的制造方法包含:形成具有阳极体的电容器元件的工序;通过外装体来覆盖所述电容器元件的工序;使所述阳极体的端部即阳极端子部从所述外装体露出的工序;在所述阳极端子部形成接触层的工序;在所述接触层的表面形成规定的粗糙度的工序;通过阳极侧电极层来覆盖所述接触层的表面的工序。
附图说明
12.图1a是表示本公开的实施方式所涉及的固体电解电容器的立体图。
13.图1b是固体电解电容器的俯视图。
14.图1c是图1b的a
‑
a’线处的向视剖视图。
15.图2是表示本公开中的接触层的优选的剖面形状的放大剖视图。
16.图3是接触层通过冷喷法以外而形成的情况的放大剖视图。
17.图4a是固体电解电容器的制造方法的层叠工序中的固体电解电容器的剖视图。
18.图4b是固体电解电容器的制造方法的密封工序中的固体电解电容器的剖视图。
19.图4c是固体电解电容器的制造方法的端面露出工序中的固体电解电容器的剖视图。
20.图5a是固体电解电容器的制造方法的接触层形成工序中的固体电解电容器的剖视图。
21.图5b是固体电解电容器的制造方法的电极层形成工序中的固体电解电容器的剖视图。
22.图5c是固体电解电容器的制造方法的外部电极形成工序中的固体电解电容器的剖视图。
23.图6是用于对专利文献1所述的现有的层叠型固体电解电容器的结构进行说明的图。
24.‑
符号说明
‑
25.20 固体电解电容器
26.1、1a、1b、1c 电容器元件
27.2 阳极体
28.3 电介质氧化被膜层
29.4 绝缘层
30.4a 阳极侧端面
31.4b 阴极侧端面
32.5 固体电解质层
33.6 阴极体
34.7 支承构件
35.7a 阳极侧端面
36.7b 阴极侧端面
37.8 导电材料
38.8b 阴极端子部
39.9 阳极端子部
40.10 外装体
41.10a 阳极侧端面
42.10b 阴极侧端面
43.11 接触层
44.11s 表面
45.12a 阳极侧电极层
46.12b 阴极侧电极层
47.13a 阳极侧外部电极
48.13b 阴极侧外部电极
49.14 阳极侧端面
50.15 阴极侧端面。
具体实施方式
51.在专利文献1中公开的固体电解电容器中,通过溅射等而在阀作用金属基体34的一个端面形成第1导电层49之后,依次形成第2导电层50以及第3导电层51以使得覆盖第1导电层49。在这样的情况下,认为导电层彼此通过锚定效应而接合。
52.由于基于锚定效应的导电层彼此的接合的接合强度较低,因此容易产生剥离等的不合格。若产生剥离等的不合格,则固体电解电容器的电气特性以及机械特性(机械强度)降低,因此迫切希望对策。
53.本公开的目的在于,提供一种提高了电气特性以及机械特性的固体电解电容器及其制造方法。
54.以下,参照附图来对本发明的实施方式进行说明。
55.<构造>
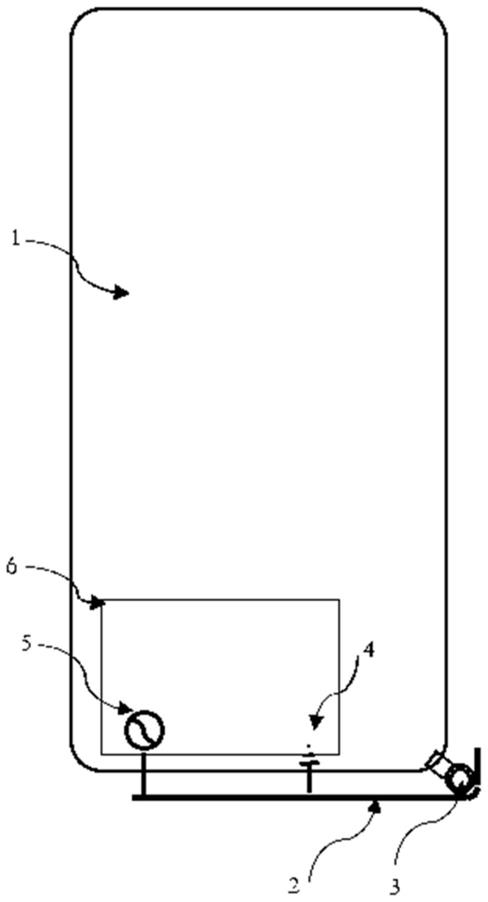
56.图1a是表示本公开的实施方式所涉及的固体电解电容器的立体图。图1b是固体电解电容器的俯视图。图1c是图1b的a
‑
a’线处的向视剖视图。另外,以下的说明中的上方向对应于图1c的上方向,以下的说明中的下方向对应于图1c的下方向。
57.图1a~图1c所示的固体电解电容器20具有:电容器元件1、支承构件7、导电材料8、阳极端子部9、外装体10、接触层11、阳极侧电极层12a、阴极侧电极层12b、阳极侧外部电极13a以及阴极侧外部电极13b。
58.(电容器元件1)
59.如图1c所示,电容器元件1具有:阳极体2、电介质氧化被膜层3、绝缘层4、固体电解质层5以及阴极体6。
60.电介质氧化被膜层3例如是在作为阀金属的al(铝)箔两面通过化学蚀刻等的方法而形成多孔质层、并在该多孔质层上形成电介质被膜而得到的。阳极体2是未多孔质化而残留的al箔的芯材部。电介质氧化被膜层3被配置于阳极体2的上表面以及下表面。
61.阳极体2的厚度以及电介质氧化被膜层3的厚度分别是20μm以上且80μm以下。另外,作为阳极体2以及电介质氧化被膜层3的材料,并不限定于a1箔,例如也可以是一般用作为电容器材料的ta(钽)等。
62.阳极端子部9是阳极体2的阳极侧的端部。在阳极端子部9附近,在阳极体2的上表面以及下表面,形成绝缘层4。通过绝缘层4,阳极端子部9和电介质氧化被膜层3以及后述的阴极体6被电分离。
63.作为绝缘层4的形成方法,采用已知的适当的方法即可。例如,能够采用通过激光或化学蚀刻而将电介质氧化被膜层3的一部分完全去除后、在阳极体2上涂敷绝缘性的树脂即聚酰亚胺、聚酰胺、环氧等的方法。或者,例如,也可以采用对电介质氧化被膜层3赋予压
缩应力来设为致密的层从而使其具有绝缘性的方法、使多孔质的电介质氧化被膜层3的一部分含浸绝缘性的树脂的方法等。
64.此外,在图1中,示例了绝缘层4是单构造的情况,但绝缘层4也可以是将不同种材料组合的复合构造。例如,绝缘层4也可以是致密的al氧化膜与聚酰亚胺树脂的层叠构造。
65.通过绝缘层4而与固体电解质层5绝缘的电介质氧化被膜层3是在通过化学蚀刻等的方法而形成于al箔两面的多孔质层形成有固体电解质层的结构。固体电解质层例如使用聚吡咯、聚噻吩等的导电性高分子材料,通过化学聚合或者电解聚合等的方法而形成。
66.在电介质氧化被膜层3上,形成阴极体6。阴极体6是例如通过印刷法或者转印法等从而碳层与导电性ag(银)糊膏层被依次层叠的部件。
67.另外,阴极体6并不限定于碳层以及导电性ag糊膏层的层叠构造。例如,阴极体6也可以取代导电性ag糊膏,包含使用了ag以外的填料的导电性糊膏或者烧结材料等。作为ag以外的填料的例子,例如举例将cu(铜)、ni(镍)芯材涂ag的材料。
68.(电容器元件1)
69.如图1c所示,固体电解电容器20具有在上下方向相互层叠的多个电容器元件1。在图1c所示的例子中,3个电容器元件1a、1b、1c被层叠,但在本公开中,被相互层叠的电容器元件1的数量并不限定于3个。
70.被配置于最下侧的电容器元件1c经由导电材料8而被固定在支承构件7上。在被固定的电容器元件1c上,经由导电材料8而层叠电容器元件1b、1a。另外,在以下的说明中,可能指代被层叠的电容器元件1a、1b、1c的任意一个来记载为电容器元件1,或者也可能将多个电容器元件集中记载为电容器元件1。
71.作为支承构件7,例如能够采用玻璃环氧基板、bt(bismaleimide
‑
triazine)树脂或者聚酰亚胺树脂基板等的耐热性优良的基板、或者cu制的引线框等。但是,在使用引线框等的导电材料的情况下,需要将阳极侧与阴极侧绝缘。
72.作为导电材料8,例如,采用导电性ag糊膏等的导电性糊膏。导电材料8与电容器元件1的阴极体6电连接。另外,导电材料8也可以不是糊膏状,而是可贴附的片状。
73.此外,在图1c所示的例子中,在相邻的电容器元件之间仅设置导电材料8,例如,除了导电材料8,也可以存在al、cu或者in(铟)等的金属箔。
74.多个电容器元件1被外装体10覆盖,以使得作为阴极侧的端部的阴极端子部8b、以及作为阳极侧的端部的阳极端子部9露出。
75.(接触层11)
76.在阳极体2的阳极侧的端部形成阳极端子部9,如上所述,阳极端子部9未被外装体10覆盖。
77.在阳极端子部9,形成使用了离子化倾向比阳极体2小的金属材料的接触层11。接触层11未形成于树脂系材料的外装体10以及绝缘层4,仅选择性地形成于金属材料的阳极端子部9的表面。在接触层11的进一步外侧形成阳极侧电极层12a以及阳极侧外部电极13a。接触层11与阳极侧电极层12a以及阳极侧外部电极13a被电连接。由此,被层叠的电容器元件1的阳极端子部9彼此的电导通主要经由阳极侧电极层12a而进行。
78.在如上述那样阳极体2由al形成的情况下,作为接触层11的材料的例子,举例zn(锌)、ni、sn、cu、ag等。通过使用离子化倾向比阳极体2小的金属材料,接触层11的表面处的
氧化膜的形成被抑制,因此能够使接触层11与阳极侧电极层12a的电连接更加可靠。
79.另外,作为接触层11的材料,更加优选使用原子间距离近的cu、zn或者ag。作为接触层11的材料,使用cu、zn或者ag的情况下,与阳极体2之间形成基于金属键合的合金层,因此能够使接触层11与阳极体2之间的接合强度更加强固。另外,接触层11除了由单元素金属构成以外,也可以由青铜、黄铜等的合金构成,也可以cu与ag等不同的金属被层叠而构成。
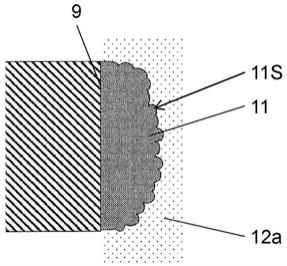
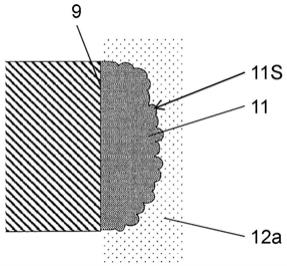
80.图2是表示本公开中的接触层11的优选的剖面形状的放大剖视图。接触层11的阳极侧电极层12侧的表面11s具有规定的粗糙度。接触层11的表面11s具有的表面粗糙度(算术平均粗糙度ra)例如优选为3μm以上。通过这样的表面粗糙度,表面11s的表面积增加,因此接触层11与阳极侧电极层12a的接触面积也增加。由此,详细后述,但能够降低接触层11与阳极侧电极层12a的电阻,能够提高接合强度(机械强度)。
81.后面详细说明接触层11的制造工序,但优选接触层11通过冷喷法而形成。所谓冷喷法,是指如下技术:通过空气、氮气、氦气等被压缩的气体,将数μm至数十μm级的金属粒子加速为亚音速、音速或者超音速,使其保持固相状态而与基材碰撞并使金属粒子与基材接合,形成金属皮膜。
82.在接触层11通过冷喷法而形成的情况下,在表面11s,为了接触层11的形成而使其碰撞的金属粒子的粒形状残留。因此,如图2所示,接触层11的表面11s通过金属粒子的粒形状所导致的凹凸,具有上述的表面粗糙度。理由后述,例如通过使用中值粒径为5μm~10μm的金属粒子,能够将表面11s的表面粗糙度设为3μm以上。
83.另外,在本公开中,接触层11也可以不必通过冷喷法而形成,例如也可以通过电镀法、浸焊法、溅射或者蒸镀法等而形成。该情况下,需要通过电镀法、浸焊法、溅射或者蒸镀法等而形成接触层11之后,使用喷射法等来将表面11s物理粗化的工序。图3是接触层11通过冷喷法以外而形成的情况下的放大剖视图。
84.<阳极侧电极层12a以及阴极侧电极层12b>
85.如上所述,电容器元件1的层叠体被外装体10覆盖,但阴极侧的端部即阴极端子部8b、以及阳极侧的端部即阳极端子部9从外装体10露出。在以下的说明中,将包含阳极端子部9、绝缘层4的阳极侧端面4a、外装体10的阳极侧端面10a以及支承构件7的阳极侧端面7a的电容器元件1的层叠体的端面记载为阳极侧端面14。此外,将包含导电材料8的阴极侧端面即阴极端子部8b、外装体10的阴极侧端面10b以及支承构件7的阴极侧端面7b的电容器元件1的层叠体的端面记载为阴极侧端面15。
86.阳极侧端面14以及阴极侧端面15分别被阳极侧电极层12a以及阴极侧电极层12b覆盖。此外,阳极侧电极层12a以及阴极侧电极层12b分别被阳极侧外部电极13a以及阴极侧外部电极13b覆盖。
87.阳极侧电极层12a以及阴极侧电极层12b的材料是在作为粘合剂的树脂材料中混入ag或者cu等的金属填料(金属粒子)的导电糊膏材料(导电树脂材料)为宜。由此,能够将适合于与构成绝缘层4、外装体10、支承构件7的材料的粘结的粘合剂成分添加到树脂材料中,因此能够期待绝缘层4、外装体10以及支承构件7与阳极侧电极层12a以及阴极侧电极层12b的基于化学键合或者氢键合的键合。
88.进一步地,期望将绝缘层4的阳极侧端面4a以及阴极侧端面4b、外装体10的阳极侧端面10a以及阴极侧端面10b、及支承构件7的阳极侧端面7a以及阴极侧端面7b各个表面粗
糙度(ra)设为5μm以上。通过这样的结构,能够使各端面与阳极侧电极层12a以及阴极侧电极层12b的接触面积增加,并且能够赋予基于锚定效应的强固的结合。
89.<制造方法>
90.接下来,使用图4a~图4c以及图5a~图5c来对本公开的实施方式所涉及的固体电解电容器的制造方法进行说明。图4a~图4c以及图5a~图5c分别是固体电解电容器的制造方法的各工序中的固体电解电容器的剖视图。
91.(层叠工序)
92.最初,进行图4a所示的层叠工序。在层叠工序中,在支承构件7上适量涂敷导电材料8,在其上精度优良地载置预先准备的多个电容器元件1之一(电容器元件1c)。
93.接下来,在电容器元件1c上适量涂敷导电材料8,在其上载置电容器元件1b。进一步地,在电容器元件1b上适量涂敷导电材料8,在其上载置电容器元件1a。
94.作为导电材料8的涂敷方法,例如能够适当采用分配方式、印刷、喷墨法、浸渍法或者转印法等的已知的方法。
95.然后,使用高温炉等来使导电材料8热固化,使各电容器元件1的阴极体6彼此导通。另外,作为热固化的手段,并不限定于高温炉,例如,也可以使用热板或者回流炉等。
96.另外,在上述说明中,说明了在支承构件7上的一个位置依次层叠电容器元件1的情况,但也可以在支承构件7上的多个位置(例如,多列、多行的矩阵状地)同时进行多个电容器元件的层叠。
97.(密封工序)
98.接下来,进行图4b所示的密封工序。在密封工序中,如图4b所示,由外装体10密封以使得覆盖被层叠的电容器元件1整体。此时,优选外装体10也填充于被层叠的电容器元件1彼此的间隙、以及支承构件7与电容器元件1的间隙。也可以在被层叠的电容器元件1彼此的间隙、以及支承构件7与电容器元件1的间隙预先填充与外装体10不同的树脂材料。
99.作为使用外装体10来密封电容器元件1的方法,例如适当采用传递法、压缩法、或者将液状树脂流入模型后使其热固化的方法等的已知的方法即可。
100.(端面露出工序)
101.接下来,进行图4c所示的端面露出工序。在端面露出工序中,针对被外装体10密封的电容器元件1的阳极侧,进行端面露出以使得阳极端子部9从外装体10露出。由此,形成阳极侧端面14。此外,针对阴极侧,进行端面露出以使得阴极端子部8b露出。由此,形成阴极侧端面15。
102.作为端面露出的方法,例如,采用使通过粘结材料而固定了金刚石粒子的切割刀片高速旋转来切割被外装体10密封的电容器元件1的方法即可。
103.(接触层形成工序)
104.接下来,进行图5a所示的接触层形成工序。在接触层形成工序中,首先使构成阳极侧端面14的各端面(阳极侧端面4a、阳极侧端面10a以及阳极侧端面7a)分别粗化。由此,阳极侧端面4a、阳极侧端面10a以及阳极侧端面7a与后述的阳极侧电极层12a的紧贴力通过锚定效应而被强化。并且,仅在阳极端子部9的表面选择性地形成接触层11。
105.如上所述,作为接触层11的形成方法,优选使用冷喷法。通过冷喷法,若作为接触层11的材料的cu粒子向阳极侧端面14喷射,则cu粒子不与通过树脂材料而形成的阳极侧端
面4a、阳极侧端面10a以及阳极侧端面7a结合,仅与通过金属材料而形成的阳极端子部9结合。
106.更加详细地,以高速碰撞阳极端子部9的cu粒子突破阳极端子部9表面的氧化膜。由此,阳极端子部9的材料即al与cu粒子在碰撞位置通过碰撞的能量而塑性变形,形成新生面。通过al与cu粒子的新生面彼此接触,形成基于al与cu的金属键合的合金层。
107.在阳极侧端面14,通过al而形成的阳极端子部9的厚度比通过树脂而形成的阳极侧端面4a、阳极侧端面10a以及阳极侧端面7a薄。因此,cu粒子难以附着于阳极端子部9的端面之中、相当于与树脂的边界的上下端附近。因此,如图2所示,阳极体2的厚度方向上的表面11s的剖面形状为中央部凸的形状。此外,在表面11s,cu粒子在残留固相的粒子形状的状态下进行塑性变形并附着,因此形成粒子形状所导致的凹凸。由此,对表面11s,赋予根据cu粒子的大小而决定的表面粗糙度。如上所述,优选表面11s的表面粗糙度(ra)为3μm以上,因此用作为接触层11的材料的cu粒子的大小优选以中值粒径为5μm~10μm左右。此外,优选cu粒子是球形或者大致球形。
108.通过将使用的cu粒子的中值粒径较大设为5μm~10μm左右,在基于冷喷法的接触层11的形成中,能够进行充分的加速,容易形成与阳极端子部9的良好的金属键合状态。
109.此外,通过将cu粒子设为球形或者接近于球形的形状的粒子,能够进行充分的加速,能够容易形成与阳极端子部9的良好的金属键合状态。另外,在使cu粒子为球形或者球形以外的形状的粒子、例如棒状或多面体形状等的情况下,在根据粒子的体积而形成的表面11s产生锐角的角。这样,在接触层11与后述的电极层形成工序中形成的阳极侧电极层12a的接合面,在阳极侧电极层12a容易产生以锐角的角为起点的裂缝。换句话说,通过将cu粒子设为球形或者球形的粒子,表面11s形成为以曲面为主体,因此能够难以产生裂缝。
110.通过将接触层11的表面11s的表面粗糙度设为3μm以上,可得到以下的效果。在接触层11的表面11s侧,在后述的电极层形成工序中形成阳极侧电极层12a。在此,阳极侧电极层12a中包含的ag等的导电填料具有小于1μm左右的大小,因此通过将表面11s的表面粗糙度设为3μm以上,导电填料容易进入到表面11s的凹凸的内部。由此,相比于表面11s顺滑地形成的情况,能够增大表面11s与阳极侧电极层12a的接触面积,能够降低接触电阻。此外,由于阳极侧电极层12a的一部分进入到表面11s的凹凸而产生的锚定效应,能够提高接触层11与阳极侧电极层12a的接合强度(机械强度)。
111.另外,在本公开中,优选对接触层11的形成使用冷喷法,但如上所述,也可以通过电镀法、浸焊法、溅射或者蒸镀法等这样的其他的金属皮膜形成方法来形成接触层11。在使用电镀法的情况下,对阳极端子部9的al表面进行使用了离子化倾向小的ni的镀敷即可。此外,也可以如ni ag镀敷那样通过多层的组合来形成接触层11。在这样的情况下,阳极体2的厚度方向上的表面11s的剖面形状如图3所示,为大致直线形状。
112.在使用电镀法、浸焊法、溅射或者蒸镀法等那样的冷喷法以外的金属皮膜形成方法的情况下,如上所述,在金属皮膜的形成后,需要物理上使表面粗化的工序。作为粗化的方法,使用喷吐氧化铝、砂、玻璃等的非金属粒子的喷射法等即可。通过这样的方法也能够形成具有图3所示的表面粗糙度的接触层11。另外,通过在喷砂处理时使用3μm以上的细小尺寸的非金属粉,能够将表面11s的表面粗糙度设为3μm以上。
113.此外,虽未图示,但通过在绝缘层4中填充绝缘树脂等来提高密封性,也能够防止
电镀液等的侵入。
114.(电极层形成工序)
115.接下来,如图5b所示,进行电极层形成工序。在电极层形成工序中,在阳极侧端面14以及阴极侧端面15分别形成阳极侧电极层12a以及阴极侧电极层12b。由此,阳极体2与阳极侧电极层12a电连接,并且阴极体6与阴极侧电极层12b电连接。
116.具体地说,阳极侧电极层12a以及阴极侧电极层12b是通过使用浸渍法、转印法、印刷法、分配法等来将ag糊膏涂敷于阳极侧端面14以及阴极侧端面15,然后通过高温来使其固化而形成的。
117.另外,阳极侧电极层12a也可以不仅覆盖阳极侧端面14,还覆盖外装体10的上表面或者支承构件7的下表面的至少一部分。同样地,阴极侧电极层12b也可以不仅覆盖阴极侧端面15,还覆盖外装体10的上表面或者支承构件7的下表面的一部分。
118.(外部电极形成工序)
119.最后,如图5c所示,进行外部电极形成工序。如图5c所示,在阳极侧电极层12a的外表面形成阳极侧外部电极13a,并且在阴极侧电极层12b的外表面形成阴极侧外部电极13b。
120.具体地说,阳极侧外部电极13a以及阴极侧外部电极13b是使用作为电镀法之一的滚镀法等而形成的。阳极侧外部电极13a以及阴极侧外部电极13b例如是ni与sn的层叠构造。
121.另外,阳极侧外部电极13a以及阴极侧外部电极13b也可以使用上述的冷喷法,形成为包含ag以及sn的构造。或者,阳极侧外部电极13a以及阴极侧外部电极13b也可以通过滚镀法与浸焊法的组合而形成。
122.进一步地,阳极侧外部电极13a以及阴极侧外部电极13b也可以通过将预先实施了sn被膜的cu材料帽通过作为粘结剂而发挥功能的ag糊膏而与形成的阳极侧电极层12a以及阴极侧电极层12b粘结的方法而形成。
123.<效果>
124.本公开能够提供使电气特性以及机械特性提高了的固体电解电容器及其制造方法。
125.本公开的实施方式所涉及的固体电解电容器20具备:电容器元件1,具有阳极体2、覆盖阳极体2的电介质氧化被膜层3、以及形成在电介质氧化被膜层3上的阴极体6;外装体10,覆盖电容器元件1;接触层11,形成于阳极体2的端部即阳极端子部9,具有规定的表面粗糙度的表面11s;和阳极侧电极层12,覆盖表面11s。
126.这样,通过具备与包含阀作用金属箔的阳极端子部9进行金属键合并具有规定的表面粗糙度的接触层11,接触层11与阳极侧电极层12a的接触面积变大。因此,接触层11与阳极侧电极层12a的接触电阻降低,并且接触层11与阳极侧电极层12a的接合强度提高。因此,能够从阳极体2到阳极侧外部电极13a确保低电阻的电流路径,能够提高固体电解电容器20的电气特性,并且能够提高机械强度,因此可靠性提高。
127.另外,本公开并不限定于上述实施方式的说明,在不脱离其主旨的范围内能够进行各种变形。
128.产业上的可利用性
129.本发明的固体电解电容器维持良好的电气特性,并且具有高可靠性和生产性,能
够适用为个人计算机、便携终端、产业用、车载用途等所有领域的电容器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。