1.本发明涉及通过斜轧穿孔或斜轧延伸的无缝管制造领域,并涉及一种在热轧管、特别是通常称为空心坯的钢制空心管的生产工艺中进行无损检测的方法。本发明还涉及一种用于执行该方法的设备。
背景技术:
2.在通过斜轧穿孔制造无缝管时,圆柱形钢坯或管坯作为进口产品在轧制设备的进口侧被引入相对于管坯轴线具有预定倾斜度的轧辊之间。轧辊使管坯受到大于管坯材料的屈变力的应力。轧辊拖拽管坯使之抵靠芯棒,芯棒将材料从管坯中心向外推并将管坯材料拉向轧辊外并抵靠轧辊背面,从而产生一个分别具有内径和外径的出口产品,称为空心坯。在斜轧穿孔过程中,管坯和由管坯形成的空心坯形成工件。空心坯在轧制设备的出口侧离开轧制设备。
3.在斜轧式延伸工艺中,空心坯作为进口产品以类似于管坯的方式在轧制设备的进口侧上被引入,并被推向所述轧制设备的出口侧。可以使用内部工具,如芯棒或芯轴。相应的出口产品被称为管件。
4.在斜轧穿孔或斜轧延伸中,轧辊使工件转动。在穿孔操作结束时,管坯已变成为空心坯。在延伸操作结束时,空心坯已变成为管件。斜轧机的重要部件是轧辊和芯棒或芯轴。轧辊全都朝相同的方向旋转,像齿轮一样作用,同时轧制材料位于中心。因此,材料以与轧辊的旋转方向相反的方向旋转。轧辊的倾斜位置引起螺旋式运动。
5.轧辊可以具有筒形,即轧辊轴线位于平行于轧制材料轴线的平面上,或者轧辊也可以具有锥形。当轧辊是锥形时,如果进料角度为零,则轧辊轴线将与工件轴线交叉于一点。
6.在专利us 3719066中描述了这种轧制设备。
7.由于轧辊沿材料轴线的表面速度不同,因而穿孔或延伸工艺导致出口产品扭转。扭转取决于多种因素,其中包括膨胀系数、穿孔机类型、进料角、辗轧角、轧辊几何形状、材料等级、进料效率。因此,扭转取决于轧制设备、材料和轧制工艺参数。
8.另外,轧制工艺可能导致生产的空心管或管件中出现缺陷。这就是为什么要检查成品空心管或管件以发现这些缺陷的原因所在。外表面缺陷可以是横向的、纵向的或斜向的。斜向缺陷的取向具有在横向取向和纵向取向之间的角度。缺陷可以位于空心坯或管件的外表面处。外表面斜向缺陷通常与扭转取向有关,如果扭转角是已知的,则可以很容易地通过ut(超声波检测)检测出来。这就是为什么确定空心管或管件的扭转角以便随后估测外表面斜向缺陷的取向、从而提高通过无损检查如超声波检查检测出这些斜向缺陷是有利的原因所在。
9.一种已知的估测扭转角的方法是在典型管坯的外表面上制造凹口,所述凹口沿管坯一直延伸,从而得到具有纵向凹槽的开槽管坯。然后将开槽管坯穿孔。在穿孔之后,可以通过测量空心坯上的这个凹槽的印记来估测扭转角。这种解决方案并不实用,而且成本高,
因为它需要多次试验,而且对于每组参数需要做至少一次试验。这种解决方案耗时且耗资源。
技术实现要素:
10.因此,存在对使得能以有效方式确定扭转角并与工业速度相兼容的无损方法和装置的需求。
11.有利地,本发明的方法和设备与所有不同的斜轧工艺兼容,在这些工艺中,穿孔后要进行延伸工艺,如曼内斯曼轧制(mannesmann rolling)、皮尔格轧制(pilger rolling)、芯棒轧制(plug rolling)、芯轴轧制(mandrel rolling)。
12.有利地,本发明的方法是无损方法。而且,可以独立于斜轧机架和穿孔工艺的所有参数来确定扭转度。
13.本发明涉及一种无损方法,用于在进口产品轧制成出口产品的轧制过程中无损确定出口产品的扭转角,无损方法包括以下步骤:
14.‑
在轧制过程中测量进口产品的旋转进口速度,
15.‑
在轧制过程中测量相应的出口产品的旋转出口速度,
16.‑
测量分别对应的出口产品和/或进口产品的纵向出口速度和/或纵向进口速度,
17.‑
根据所述旋转进口速度和所述旋转出口速度确定增量旋转,
18.‑
根据所述增量旋转和所述纵向出口速度和/或纵向进口速度确定扭转角。
19.根据一方面,可以从开始时间(t0)到结束时间(t1)测量旋转进口速度、旋转出口速度、纵向出口速度和/或纵向进口速度。
20.根据另一方面,可以从进口开始时间到进口结束时间测量旋转进口速度,从出口开始时间到出口结束时间测量旋转出口速度,进口开始时间和进口结束时间限定进口时间窗口,出口开始时间和出口结束时间限定出口时间窗口,进口时间窗口和出口时间窗口具有共享时间窗口,所述共享时间窗口具有开始时间(t0)和结束时间(t1)。
21.该方法可还包括测量出口产品的出口外径的步骤。
22.扭转角(ta)可由如下公式(f)确定:
[0023][0024]
其中,delta是在从开始时间t0到结束时间t1的时间窗口或共享时间窗口内出口产品进行的转数与进口产品进行的转数之间的转数差,
[0025]
od
h
是出口产品的外径,
[0026]
v
ht
是出口产品的纵向出口速度。
[0027]
在一实施例中,纵向出口速度v
ht
由纵向进口速度v
bt
乘以延伸系数k
e
代替。
[0028]
该方法可进一步包括测量进口产品的进口外径的步骤。
[0029]
根据一方面,可以在与出口产品轴线正交的同一平面内进行出口速度测量和出口外径测量。
[0030]
根据另一方面,可以在与进口产品轴线正交的同一平面内进行进口速度测量和进口外径测量。
[0031]
可以在稳态阶段选择开始时间(t0)和结束时间(t1),以更准确地确定扭转角。
[0032]
在一实施例中,轧制操作可以是穿孔操作,其中进口产品是管坯,出口产品是空心坯。
[0033]
在另一实施例中,轧制操作可以是延伸操作,其中进口产品是空心坯,出口产品是管件。
[0034]
本发明还涉及一种用于在进口产品轧制成出口产品的轧制过程中无损确定扭转角的设备,设备包括:
[0035]
‑
第一进口传感器,适于测量进口产品速度,
[0036]
‑
第一出口传感器,适于测量出口产品速度,
[0037]
‑
出口外径传感器(60),
[0038]
‑
电子装置,构型成用于在轧制过程中基于传感器进行的测量结果确定出口产品的扭转角。
[0039]
第一出口传感器(58)可适于测量出口产品的横向出口速度,且该设备可进一步包括适于测量出口产品的纵向出口速度的第二出口传感器(57)。
[0040]
第一进口传感器(53)可适于测量进口产品的横向进口速度。
[0041]
根据一实施例,该设备可以包括适于测量进口产品的纵向进口速度的第二进口传感器(52)。
[0042]
该设备还可以包括进口外径传感器(54)。
[0043]
在一变型中,第一进口传感器(53)、第二进口传感器(52)和进口外径传感器(54)可以被布置成在同一个进口测量平面(55)中进行测量。
[0044]
在一变型中,第一出口传感器(58)、第二出口传感器(57)和出口外径传感器(60)可以被布置成在同一个出口测量平面(59)中进行测量。
附图说明
[0045]
图1示意性示出了斜轧机架轧制间隙。
[0046]
图2示意性示出了带有扭曲印记的出口产品的展开视图。
[0047]
图3a和3b示意性示出了开槽管坯和穿孔后产生的开槽空心坯。
[0048]
图4示出了管坯穿孔过程中的轧制力测量结果图。
[0049]
图5示出了根据本发明的设备的示意图。
具体实施方式
[0050]
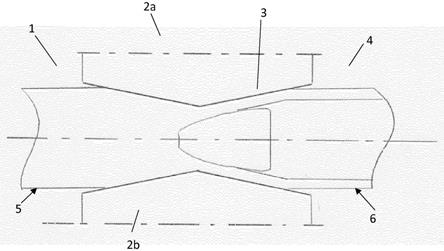
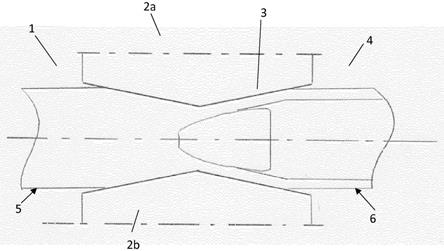
轧管工艺的一般原理如图1所示。下文将以穿孔为例描述该原理,而延伸工艺遵循相同的基本步骤。该工艺从通常称为管坯1的圆棒开始,管坯被加热到轧制温度,然后通过进口侧5被引入轧制设备中到两个倾斜的朝相同旋转方向驱动的成形轧辊2a、2b之间。管坯1由内芯棒3穿孔。这样,管坯1就在内芯棒3上且在形成轧制间隙的成形轧辊2a、2b之间沿一个方向被轧制。管坯1在内芯棒3那侧转变成空心坯4。空心坯在出口侧6离开轧制设备。该设备可以被构型为用于与管坯外径相比增加或保持或略微减小空心坯的外径。该设备可以被构型为用于生产具有预定壁厚度的空心坯。
[0051]
为了解管坯1在穿孔过程中是如何变形的,已经进行了测验。使用管坯进行试验,
在管坯上加工有凹槽以形成边缘长度为60
×
60毫米的网格。网格的凹槽的深度为3毫米,宽度为4毫米。制作了20个管坯,将它们在不同的轧制条件下进行加工。
[0052]
图2示意性地显示了一个空心坯4的展开图。所述空心坯4包括第一端部21或称头端、中心部分或称主体(filet)部分23、第二端部22或称尾端。图中示出一条扭转线24。可以确定呈现该条扭转线24的不同模式的三个区域。扭转线24沿着主体部分23形成大体上规则的椭圆。这条扭转线24在头端21和尾端22较不规则。因此,主体部分23中的扭转线24对应于沿主体部分23的大体上恒定的扭转角,而端部处的扭转则受填充和脱离轧制间隙影响。事实上,这三个区域对应于穿孔工艺的三个阶段:空心坯的头端部分在咬合或轧制开始时产生,主体部分23在平稳或稳态阶段时产生,尾端22在终结或轧制结束阶段时产生。
[0053]
在整个测试过程中观察了钢材的性状。图3a示意性地示出了特殊的开槽进口产品的展开示意图:管坯30具有笔直的轴向凹槽31和笔直的周向凹槽32。在轧制前,开槽管坯30具有形成网格图案的纵向取向的笔直的轴向凹槽31和横向取向的笔直的周向凹槽32。根据这种图案制作了几个不同尺寸的管坯。根据若干不同的参数如膨胀系数和不同的空心坯壁厚度,加热并轧制这些管坯。在将开槽管坯30穿孔后,在相应的开槽空心坯33上观察到周向凹槽32仍保持是横向取向的,而且彼此之间间隔更大,而轴向凹槽31则相对纵向存在一定的角度,形成螺旋线,如图3b中示意性示出的。因此,旋转轧辊2a、2b的作用使金属产生螺旋形变形。
[0054]
已观察到除所述开槽空心坯33的头端和尾端外,变形图案沿开槽空心坯33是规则的,且螺旋线具有大约相同的角度,所述角度大体上恒定,但在管末端部分例外,在管末端部分处变形较小,螺旋线角度小于在管身主要部分上观察到的螺旋线角度。
[0055]
基于这些测试,已经测试了若干数学模型。已经找到了一种方法,其中扭转角是空心管的一点从第一时间到第二时间的相对位移分量的函数,也是空心管从所述第一时间到所述第二时间在所述位移期间相对于管坯旋转的相对旋转量的函数。
[0056]
另外,评测管坯或空心坯的位移可以通过管在一精确坐标随时间的速度积分来进行。
[0057]
用本发明的方法可以确定头端处和尾端处的实际扭转,但由于扭转沿所述头端和尾端变化,所以精确度较低。此外,由于在目前的测试机中此时没有考虑到角度的变化,因此其对后续的无损测试目的没有实际意义。那么在头端和尾端中的这种扭转就被视为对于无损测试的目的来说未定义的扭转。
[0058]
定义无论是头端扭转长度还是尾端扭转长度的未定义的扭转长度是有利的。未定义的扭转长度可以通过以下步骤确定:
[0059]
‑
在管坯轧制过程中测量轧制力或在管坯轧制过程中测量轧制扭矩,
[0060]
‑
测量空心坯的横向速度,
[0061]
‑
确定第一时间窗口,第一时间窗口是轧制力或轧制扭矩从零上升的第一时间到轧制力或轧制扭矩分别达到预定的轧制力量或预定的轧制扭矩量的第二时间之间的时间窗口,
[0062]
‑
根据横向速度测量结果和第一时间窗口确定咬合段21长度,
[0063]
‑
确定第二时间窗口,第二时间窗口是轧制力或轧制扭矩从预定的轧制力量或预定的轧制扭矩量减少的第三时间到轧制力或当轧制扭矩达到大体为零的第四时间之间的
时间窗口,
[0064]
‑
根据横向速度测量结果和第二时间窗口确定脱离段(clearing)22长度,
[0065]
从而确定尾端处和头端处的未定义的扭转角的长度。
[0066]
可以独立地确定头端扭转长度或尾端扭转长度。
[0067]
稳态阶段可以定义为轧制力或轧制扭矩被限定为穿孔过程中施加的最大轧制力的92%。
[0068]
图4示出了代表典型的轧制扭矩时间函数的曲线,其中示出咬合段41,咬合段41的扭矩增大直到曲线的对应于稳态阶段42的大体平坦部分,对应于稳态阶段的大体平坦部分可能包括一些不规则情况,同时扭矩保持在施加的最大扭矩的92%以上,并结束于对应于轧制扭矩量减小的脱离段。
[0069]
已建立的模型主要适用于稳态阶段。稳态阶段对应于轧制速度或扭矩/力大体上恒定的工作时间,或定义为不包括轧制开始时的初始速度增加和轧制结束时的最终速度下降时间的工作时间。稳态阶段也可以称为平稳过程。从图4可以看出,当管经受轧制时,在轧制开始41时,施加在管坯上的轧制力逐渐增加且速度增加,而在轧制结束43时,轧制力和速度下降。这至少是由于管坯和管进入和离开轧辊的所导致的。最后,该模型更适于稳态阶段42,在稳态阶段轧制力大体上是恒定的,轧制速度也大体上是恒定的,即随时间变化小于10%。
[0070]
稳态阶段可以根据轧制力和轧制扭矩的读数来确定。
[0071]
根据本发明的一方面,扭转角ta由如下公式(f)确定
[0072][0073]
其中,delta是在从开始时间t0到结束时间t1的时间窗口内,为空心坯或管件的出口产品进行的转数与为管坯或空心坯的进口产品进行的转数之间的转数差。
[0074]
delta=转数
出口
‑
转数
进口
[0075]
当应用于穿孔操作时,该公式变为
[0076]
delta=转数
空心坯
‑
转数
管坯
[0077]
转数
出口
可以通过在所述出口产品的外表面上测量的从开始时间t0到结束时间t1之间的横向出口速度的积分除以为空心坯或管件的出口产品的外径来确定。
[0078]
转数
进口
可以通过在所述进口产品的外表面上测量的从开始时间t0到结束时间t1之间的横向进口速度的积分除以为管坯或空心坯的进口产品的外径来确定。
[0079]
该速度测量是表面速度测量。所述测量可以通过光学装置进行。所述测量可以通过速度激光传感器进行。这种传感器的优点是可以在热材料上进行速度测量。事实上,管坯和空心坯、管件,可能处于几百度的温度下用于轧制。已经对热材料和冷材料进行了测试,确定了这种激光传感器对材料的温度差异不敏感。
[0080]
可替代地,也可以凭借传感器直接测量旋转速度(单位为rad/s)而不是线性横向速度(长度单位除以时间单位如秒)直接评测旋转速度出口或旋转进口速度,而无需测量外径。
[0081]
od
h
是空心管的外径。
[0082]
可以通过光学传感器测量管坯和空心管的外径。
[0083]
从开始时间t0到结束时间t1可对应于选定的时间窗口。优选地,从开始时间t0到结束时间t1选择为进入工件穿孔的稳态阶段。
[0084]
v
ht
是出口产品的纵向出口速度。至于旋转速度测量,这种测量通过光学装置如激光传感器进行。
[0085]
可替代地,可以使用进口产品的纵向进口速度与对应延伸系数的乘数系数k
e
。
[0086]
在变型中,可以为在进口产品上进行的测量选择第一开始时间和第一结束时间,可以为在出口产品上进行的测量选择第二开始时间和第二结束时间;从而分别限定第一时间窗口或第二时间窗口。在这种情况下,该公式应用于共享时间窗口,其是第一时间窗口和第二时间窗口所通用的。可替代地,在第一时间窗口和第二时间窗口中选择持续时间相同的时间窗口,并在稳态阶段选择以应用公式(f)。
[0087]
本发明还涉及一种用于测量空心坯扭转角的设备,其包括:
[0088]
(1)进口模块51
[0089]
进口模块51包括:
[0090]
‑
进口横向速度测量装置53
[0091]
(2)出口模块56
[0092]
出口模块包括:
[0093]
‑
出口横向速度测量装置57和出口纵向速度测量装置58。
[0094]
优选地,出口横向速度测量装置和出口纵向速度测量装置被布置成在被称为出口测量平面59的同一平面内进行测量。该出口测量平面大体上垂直于斜轧设备中材料的纵向轴线x。
[0095]
‑
出口外径测量装置60
[0096]
外径测量装置可以是zumbach公司的旋转式steelmaster smr测量仪。这种测量装置的原理是基于通过激光在旋转或静态模式下完成的光学测量。
[0097]
速度测量装置可以是激光测量装置,如polytec公司的激光表面测速仪lsv_065。
[0098]
进口模块51可以包括进口纵向速度测量装置54。优选地,进口横向速度测量装置和进水口纵向速度测量装置被布置成在被称为进口测量平面54的同一个平面内进行测量。该进口测量平面大体上垂直于斜轧设备中材料的纵向轴线x。这意味着是在位于所述测量平面中的管的表面位置进行测量的。这一特点使得测量更加精确。
[0099]
进口模块51可以包括进口外径测量装置55,以自动获取和处理进口产品的外径,即使进口产品例如管坯的外径是已知的。
[0100]
根据一方面,横向速度测量装置和纵向速度测量装置以及外径测量装置——无论它们分别是出口装置还是进口装置——被布置为用激光射线进行测量的点或表面位于与中心线正交的被称为进口测量平面55或出口测量平面59的同一平面内。这意味着在同一平面内进行速度测量和空心坯外径测量。这样做的有利之处在于提高了计算的扭转角的精确度。
[0101]
(进口和出口)测量平面应尽可能靠近轧制间隙。
[0102]
这种方法有利地是无损的。
[0103]
这种方法适用于所有钢种或任何类型的材料,其还具有适用于各种尺寸情况、任
何外径的管坯和任何外径的成品管的优点,因此也适用于管坯外径和空心坯外径之间比例变化多端的情况。
[0104]
此外,这种方法可以在生产的每一根管上操作,而不是专门针对特定的管。
[0105]
为检查棒旋转运动和轴向运动对测量精确度的影响,进行了测试。首先,以第一轴向速度对冷管施加慢速运动,并测量了外径。在大于第一纵向速度的第二纵向速度下重复了这个实验。对外径测量的影响并不明显,因为对于测量的在89.1毫米到89.3毫米之间的外径,观察到的差异为0.05毫米。用不同的旋转速度进行了测试。测试显示了对测得的平均外径无明显影响。
[0106]
可以在沿空心坯的若干个位置计算扭转角。可以根据沿空心坯的不同位置的不同扭转角计算出平均扭转角。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。