1.本发明涉及龙头阀芯生产加工设备技术领域,具体为一种双工位阀芯高效组装生产设备。
背景技术:
2.水龙头阀芯是影响水龙头质量的关键部件,直接影响到水龙头的功能实现和质量,现有的水龙头阀芯主要有橡胶阀芯、不锈钢阀芯和陶瓷阀芯等三种类型,其中陶瓷阀芯应用最为广泛。传统的阀芯通常采用人工组装,装配速度慢且工作效率低,然而现有的龙头阀芯主要通过流水装配设备将各个配件进行组装,然而现有阀芯组装设备在流水装配工作时,其中部分配件在组装送料时,不易于对配件的抓取和输送,且对阀芯装配速度和工作效率慢,生产速度慢,为此有必要提出一种双工位阀芯高效组装生产设备。
技术实现要素:
3.针对现有技术的不足,本发明目的是提供一种双工位阀芯高效组装生产设备,以解决上述背景技术中提到的问题。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:一种双工位阀芯高效组装生产设备,包括机架a、依次设于机架a上侧的阀杆组装装置、壳体输送组装装置和气密检测出料机构、安装于机架a上若干个的夹持输送装配装置a、设于阀杆组装装置与壳体输送组装装置之间的阀杆链条输送导轨、设于壳体输送组装装置与气密检测出料机构之间的阀芯输送带过渡导轨,所述阀杆组装装置包括转动盘、设于转动盘表面若干个的阀杆双工位、以及依次围绕转动盘外围分布设置的阀杆振动盘供料机构、手杆垫振动盘供料输送机构、两个的阀杆小o型橡胶密封圈振动盘供料机构、阀杆次品出料导板和阀杆链条输送导轨,所述阀杆振动盘供料机构、手杆垫振动盘供料输送机构和阀杆链条输送导轨与转动盘之间均设置有夹持输送装配装置a用于抓取传送配件,将配件抓取并装装配一起至转动盘上,装配好后,再由夹持输送装配装置a将装配好的阀杆配件抓取至链条输送导轨,所述阀杆次品出料导板设于阀杆链条输送导轨一侧,两个所述阀杆小o型橡胶密封圈振动盘供料机构与转动盘之间分别设有o型橡胶密封圈输送张紧机构,所述阀杆链条输送导轨底部通过链条驱动输送,所述手杆垫振动盘供料输送机构结构包括振动盘供料轨道、接料台、横向工位电动推杆、顶料长管、垂直长管电动推杆、双头压杆、水平压杆气缸、安装板、纵向安装板电动气缸,所述接料台底部与机架a滑动连接,所述接料台上侧设有接料双工位,且接料台一侧通过横向工位电动推杆与机架a连接、设于振动盘供料轨道的末端,所述接料台上侧设有可位移的接料双工位,所述接料双工位的工位与振动盘供料轨道末端相对应,所述双头压杆可位移设于接料双工位上侧,所述安装板通过纵向安装板电动气缸可升降安装于接料台一侧,所述水平压杆气缸水平安装于安装板上侧,所述双头压杆安装于水平压杆气缸伸缩端,所述顶料长管可滑动设于双工位正下方,所述顶料长管通过垂直长管电动推杆可伸缩安装于接料台上,所述夹持输送装配装置a的配件夹头设于接料双工位正上方,振动盘
供料轨道一侧设置有可滑动连接的接料台,接料台通过横向工位电动推杆伸缩实现往复位移,因此接料台上侧接料双工位均能够放置两个配件,由于接料双工位下侧均设置有顶料长管,顶料长管能够通过垂直长管电动推杆将放置于接料双工位上的配件向上顶起,这样方便了夹持输送装配装置a对顶料长管顶起来的配件进行夹取,同时,接料双工位上侧设置有双头压杆,由于双头压杆通过压杆气缸伸缩实现水平位移,这样双头压杆能够盖住接料双工位的配件,水平压杆气缸水平安装于安装板上侧,安装板底部通过电动气缸可升降位移,因此双头压杆能够与顶料长管同时升降,有效的抵住顶料长管上的配件上升,在通过水平压杆气缸回缩双头压杆进行归位,以便于夹持输送装配装置a对顶料长管上的配件进行夹取,大大提高其稳定性,和使用效果,同时提高工作效率。
5.进一步改进的是:所述壳体输送组装装置包括阀杆翻转机构、壳体直线输送带、若干个的壳体双工位件、壳体振动盘供料装置、第一陶瓷片组装装置、第二陶瓷片组装装置、外壳密封圈组装装置和壳体大o型橡胶密封圈供料组装机构,若干个所述壳体双工位件均设于壳体直线输送带上,所述壳体振动盘供料装置、第一陶瓷片组装装置、第二陶瓷片组装装置、外壳密封圈组装装置和壳体大o型橡胶密封圈供料组装机构分别由左到右依次设于壳体直线输送带的侧边,且所述阀杆翻转机构、壳体振动盘供料装置、第一陶瓷片组装装置、第二陶瓷片组装装置、外壳密封圈组装装置和阀芯输送带过渡导轨与壳体直线输送带之间分别设置有用于抓取传送配件的夹持输送装配装置a,壳体振动盘供料装置通过设置的夹持输送装配装置a将壳体配件抓取至壳体双工位件上,为了配合壳体的组装,需要将阀杆进行翻转,通过阀杆翻转机构将链条输送导轨上装配好阀杆进行翻转,并调节好两个阀杆之间的间距,以便于适应壳体输送组装装置的间距需求,再通过夹持输送装配装置a将翻转后的阀杆抓取至壳体直线输送带的壳体双工位件上与壳体进行组装,随后依次将第一陶瓷片组装装置、第二陶瓷片组装装置和外壳密封圈组装装置装配于壳体双工位件的壳体内,在通过壳体大o型橡胶密封圈供料组装机构将大o型橡胶密封圈配件套设于壳体外部,装配好后,通过所述夹持输送装配装置a将壳体双工位件组装好的阀芯抓取至阀芯输送带过渡导轨。
6.进一步改进的是:所述阀杆振动盘供料机构和手杆垫振动盘供料输送机构通过夹持输送装配装置a将配件抓取至转动盘组装,所述夹持输送装配装置a组装好的阀杆抓取至阀杆链条输送导轨,所述阀杆翻转机构能够将抓取的两个阀杆进行翻转和调节间距,并通过夹持输送装配装置a抓取至壳体直线输送带组装,所述壳体振动盘供料装置、第一陶瓷片组装装置、第二陶瓷片组装装置和外壳密封圈组装装置均通过夹持输送装配装置a将配件抓取至壳体直线输送带上的壳体双工位件进行组装,并通过所述夹持输送装配装置a将壳体双工位件组装好的阀芯抓取至阀芯输送带过渡导轨,通过阀芯输送带过渡导轨将阀芯输送至气密检测出料机构进行检测和出料。
7.进一步改进的是:所述阀杆小o型橡胶密封圈振动盘供料机构和壳体大o型橡胶密封圈供料组装机构与手杆垫振动盘供料输送机构相同结构。
8.进一步改进的是:两个所述阀杆小o型橡胶密封圈振动盘供料机构和壳体大o型橡胶密封圈供料组装机构侧边均设有o型橡胶密封圈输送张紧机构,所述o型橡胶密封圈输送张紧机构结构包括安装架、连接板、连接板电动推杆、安装框、垂直安装框电动推杆、第一垂直伸缩电动推杆、第一连杆组、锥形张紧片、两个的第二垂直伸缩电动推杆和两个的第二连
接杆组,所述接料台设于安装框上方,所述安装架通过螺栓锁固于机架a上,所述连接板与安装架一侧通过滑槽滑块可滑动连接,所述连接板电动推杆水平安装于安装架一侧,且所述连接板电动推杆伸缩端与连接板锁固,所述垂直安装框电动推杆垂直安装于连接板一侧,所述安装框通过垂直安装框电动推杆伸缩端实现可升降,且垂直安装框电动推杆安装于连接板上,该连接板通过连接板电动推杆伸缩实现水平位移,因此安装框能够实现上下左右运动。
9.进一步改进的是:所述第一垂直伸缩电动推杆和两个的第二垂直伸缩电动推杆分别垂直安装于安装框上侧,所述第一连杆组和两个的第二连接杆组垂直可滑动安装于安装框下侧,所述第一连杆组顶端与第一垂直伸缩电动推杆伸缩端连接,两个所述第二垂直伸缩电动推杆伸缩端分别与两个所述第二连接杆组顶端连接,所述锥形张紧片设有多个,且各个所述锥形张紧片垂直可转动安装于安装框下侧,安装框上安装有第一垂直伸缩电动推杆和两个的第二垂直伸缩电动推杆,通过第一垂直伸缩电动推杆和两个的第二垂直伸缩电动推杆的伸缩端的上下运动使得分别推动第一连杆组和第二连接杆组在安装框上下位移运动。
10.进一步改进的是:所述第一连杆组底端均设有推板,所述推板可上下移动的设于各个所述锥形张紧片内侧,两个所述第二连接杆组底端均连接有收紧卡板,所述收紧卡板中部设有通口,各个所述各个所述锥形张紧片内侧均贯穿设于收紧卡板中部的通口,各个锥形张紧片上侧铰接于安装框底部,各个锥形张紧片内侧均可滑动卡设于推板外侧,且各个锥形张紧片呈现上宽下窄的倒三角形,因此第一连杆组向上位移后,使得推板能够向上位移推动各个锥形张紧片向外转动,这样各个锥形张紧片底部较细一端张开后便能够将o型圈橡胶圈撑开起来,反之推板向下位移后各个锥形张紧片在o型圈橡胶圈弹性作用回缩,并且各个锥形张紧片外侧均可滑动卡设于收紧卡板内侧,当第二连接杆组向上位移后带动收紧卡板向上位移,同样因为各个锥形张紧片呈现上宽下窄的倒三角形的原因,因此收紧卡板向上位移后带动各个锥形张紧片向内侧转动,使得各个锥形张紧片收紧松开o型橡胶密封圈,同理,收紧卡板向上下位移后锥形张紧片便能够在推板作用下张开,实现了对o型橡胶密封圈的张紧作用,并且收紧卡板向上下位移能够将套紧在收紧卡板底部的o型橡胶密封圈向下推动使得o型橡胶密封圈脱落,以便于对o型橡胶密封圈的装配。
11.进一步改进的是:所述锥形张紧片设有不少于三个,且各个所述锥形张紧片呈圆形阵列分布,各个所述锥形张紧片边缘由上向下逐渐变窄,锥形张紧片设有不少于三个,这样能够使得各个锥形张紧片向外转动撑开口呈圆形,以便于套设于阀杆或壳体上。
12.进一步改进的是:所述阀杆翻转机构包括固定框、转动轴、翻转板、阀杆夹头,所述转动轴可转动安装于固定框中部,且所述转动轴一端轴连接有驱动电机,所述驱动电机安装于固定框一侧,所述翻转板锁固于转动轴中部,所述阀杆夹头设有两个且分别相对可滑动连接于翻转板一侧,两个所述阀杆夹头外侧均连接有间距调节电动推杆,两个所述间距调节电动推杆相对安装于翻转板一侧两端,通过两个所述阀杆夹头夹取阀杆链条输送导轨上装配好的两个阀杆,并通过两个相对设置的间距调节电动推杆伸缩作用调节两个阀杆夹头的间距,因此能够适应壳体双工位件上的间距要求,适用性广,再通过驱动电机带动转动轴带动翻转板一百八十度转动,因此将转配好的阀杆翻转至背面,再通过夹持输送装配装置a抓取输送至壳体双工位件上转配至壳体内侧,结构简单且效率快。
13.进一步改进的是:所述夹持输送装配装置a设置于阀杆夹头上方用于抓取输送配件,所述阀杆链条输送导轨设置于阀杆夹头的一侧。
14.通过采用上述的技术方案,本发明的有益效果是:本发明提供的一种双工位阀芯高效组装生产设备,设备结构紧凑规范合理,占地面积小,且能够稳定有效的对阀杆、壳体和o型橡胶密封圈进行供料和转装装配,其自动化水平高,对龙头阀芯的生产工作效率大大提高,对现有技术来说具有较大的改进和使用价值。
附图说明
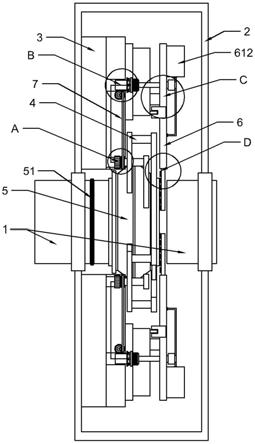
15.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:图1为本发明的结构示意图;图2为本发明的局部结构示意图;图3为本发明的局部结构示意图;图4为本发明的俯视结构示意图;图5为本发明的手杆垫振动盘供料输送机构的结构示意图;图6为本发明的手杆垫振动盘供料输送机构的俯视结构示意图;图7为本发明的o型橡胶密封圈输送张紧机构的结构示意图;图8为本发明的图7中b的结构示意图;图9为本发明的o型橡胶密封圈输送张紧机构的侧视结构示意图;图10为本发明的阀杆翻转机构的结构示意图;图11为本发明的阀杆翻转机构的结构示意图;图中:机架a、夹持输送装配装置a、阀杆组装装置1、壳体输送组装装置2、气密检测出料机构3、阀杆链条输送导轨4、阀芯输送带过渡导轨5、转动盘6、阀杆双工位61、阀杆振动盘供料机构62、手杆垫振动盘供料输送机构63、振动盘供料轨道631、接料台632、接料双工位6321、横向工位电动推杆6322、顶料长管633、垂直长管电动推杆6331、双头压杆634、水平压杆气缸635、安装板636、纵向安装板电动气缸637、阀杆小o型橡胶密封圈振动盘供料机构64、o型橡胶密封圈输送张紧机构640、安装架641、连接板642、连接板电动推杆643、安装框644、垂直安装框电动推杆645、第一垂直伸缩电动推杆646、第一连杆组6461、锥形张紧片6462、推板6463、第二垂直伸缩电动推杆647、第二连接杆组6471、收紧卡板6472、阀杆次品出料导板65、阀杆翻转机构71、固定框710、转动轴711、翻转板712、阀杆夹头713、间距调节电动推杆714、壳体直线输送带72、壳体双工位件73、壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76、外壳密封圈组装装置77、壳体大o型橡胶密封圈供料组装机构78。
具体实施方式
16.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
17.如图1
‑
5图所示,本发明提供一种双工位阀芯高效组装生产设备的技术方案:其结构包括机架a、依次设于机架a上侧的阀杆组装装置1、壳体输送组装装置2和气密检测出料
机构3、安装于机架a上若干个的夹持输送装配装置a、设于阀杆组装装置1与壳体输送组装装置2之间的阀杆链条输送导轨4、设于壳体输送组装装置2与气密检测出料机构3之间的阀芯输送带过渡导轨5,所述阀杆组装装置1包括转动盘6、设于转动盘6表面若干个的阀杆双工位61、以及依次围绕转动盘6外围分布设置的阀杆振动盘供料机构62、手杆垫振动盘供料输送机构63、两个的阀杆小o型橡胶密封圈振动盘供料机构64、阀杆次品出料导板65和阀杆链条输送导轨4,所述阀杆振动盘供料机构62、手杆垫振动盘供料输送机构63和阀杆链条输送导轨4与转动盘6之间均设置有夹持输送装配装置a用于抓取传送配件,将配件抓取并装装配一起至转动盘6上,装配好后,再由夹持输送装配装置a将装配好的阀杆配件抓取至链条输送导轨4,所述阀杆次品出料导板65设于阀杆链条输送导轨4一侧,两个所述阀杆小o型橡胶密封圈振动盘供料机构64与转动盘6之间分别设有o型橡胶密封圈输送张紧机构640,所述阀杆链条输送导轨4底部通过链条驱动输送,所述手杆垫振动盘供料输送机构63结构包括振动盘供料轨道631、接料台632、横向工位电动推杆6322、顶料长管633、垂直长管电动推杆6331、双头压杆634、水平压杆气缸635、安装板636、纵向安装板电动气缸637,所述接料台632底部与机架a滑动连接,所述接料台632上侧设有接料双工位6321,且接料台632一侧通过横向工位电动推杆6322与机架a连接、设于振动盘供料轨道631的末端,所述接料台632上侧设有可位移的接料双工位6321,所述接料双工位6321的工位与振动盘供料轨道631末端相对应,所述双头压杆634可位移设于接料双工位6321上侧,所述安装板636通过纵向安装板电动气缸637可升降安装于接料台632一侧,所述水平压杆气缸635水平安装于安装板636上侧,所述双头压杆634安装于水平压杆气缸635伸缩端,所述顶料长管633可滑动设于双工位6321正下方,所述顶料长管633通过垂直长管电动推杆6331可伸缩安装于接料台632上,所述夹持输送装配装置a的配件夹头设于接料双工位6321正上方,振动盘供料轨道631一侧设置有可滑动连接的接料台632,接料台632通过横向工位电动推杆6322伸缩实现往复位移,因此接料台632上侧接料双工位6321均能够放置两个配件,由于接料双工位6321下侧均设置有顶料长管633,顶料长管633能够通过垂直长管电动推杆6331将放置于接料双工位6321上的配件向上顶起,这样方便了夹持输送装配装置a对顶料长管633顶起来的配件进行夹取,同时,接料双工位6321上侧设置有双头压杆634,由于双头压杆634通过压杆气缸635伸缩实现水平位移,这样双头压杆634能够盖住接料双工位6321的配件,水平压杆气缸635水平安装于安装板636上侧,安装板636底部通过电动气缸637可升降位移,因此双头压杆634能够与顶料长管633同时升降,有效的抵住顶料长管633上的配件上升,在通过水平压杆气缸635回缩双头压杆634进行归位,以便于夹持输送装配装置a对顶料长管633上的配件进行夹取,大大提高其稳定性,和使用效果,同时提高工作效率。
18.所述壳体输送组装装置2包括阀杆翻转机构71、壳体直线输送带72、若干个的壳体双工位件73、壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76、外壳密封圈组装装置77和壳体大o型橡胶密封圈供料组装机构78,若干个所述壳体双工位件73均设于壳体直线输送带72上,所述壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76、外壳密封圈组装装置77和壳体大o型橡胶密封圈供料组装机构78分别由左到右依次设于壳体直线输送带72的侧边,且所述阀杆翻转机构71、壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76、外壳密封圈组装装置77和阀芯输送带过渡导轨5与壳体直线输送带72之间分别设置有用于抓取传送配件的夹持输送装配装置
a,壳体振动盘供料装置74通过设置的夹持输送装配装置a将壳体配件抓取至壳体双工位件73上,为了配合壳体的组装,需要将阀杆进行翻转,通过阀杆翻转机构71将链条输送导轨4上装配好阀杆进行翻转,并调节好两个阀杆之间的间距,以便于适应壳体输送组装装置2的间距需求,再通过夹持输送装配装置a将翻转后的阀杆抓取至壳体直线输送带72的壳体双工位件73上与壳体进行组装,随后依次将第一陶瓷片组装装置75、第二陶瓷片组装装置76和外壳密封圈组装装置77装配于壳体双工位件73的壳体内,在通过壳体大o型橡胶密封圈供料组装机构78将大o型橡胶密封圈配件套设于壳体外部,装配好后,通过所述夹持输送装配装置a将壳体双工位件73组装好的阀芯抓取至阀芯输送带过渡导轨5,所述阀杆振动盘供料机构62和手杆垫振动盘供料输送机构63通过夹持输送装配装置a将配件抓取至转动盘6组装,所述夹持输送装配装置a组装好的阀杆抓取至阀杆链条输送导轨4,所述阀杆翻转机构71能够将抓取的两个阀杆进行翻转和调节间距,并通过夹持输送装配装置a抓取至壳体直线输送带72组装,所述壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76和外壳密封圈组装装置77均通过夹持输送装配装置a将配件抓取至壳体直线输送带72上的壳体双工位件73进行组装,并通过所述夹持输送装配装置a将壳体双工位件73组装好的阀芯抓取至阀芯输送带过渡导轨5,通过阀芯输送带过渡导轨5将阀芯输送至气密检测出料机构3进行检测和出料,所述阀杆小o型橡胶密封圈振动盘供料机构64和壳体大o型橡胶密封圈供料组装机构78与手杆垫振动盘供料输送机构63相同结构。
19.两个所述阀杆小o型橡胶密封圈振动盘供料机构64和壳体大o型橡胶密封圈供料组装机构78侧边均设有o型橡胶密封圈输送张紧机构640,所述o型橡胶密封圈输送张紧机构640结构包括安装架641、连接板642、连接板电动推杆643、安装框644、垂直安装框电动推杆645、第一垂直伸缩电动推杆646、第一连杆组6461、锥形张紧片6462、两个的第二垂直伸缩电动推杆647和两个的第二连接杆组6471,所述接料台632设于安装框644上方,所述安装架641通过螺栓锁固于机架a上,所述连接板642与安装架641一侧通过滑槽滑块可滑动连接,所述连接板电动推杆643水平安装于安装架641一侧,且所述连接板电动推杆643伸缩端与连接板642锁固,所述垂直安装框电动推杆645垂直安装于连接板642一侧,所述安装框644通过垂直安装框电动推杆645伸缩端实现可升降,且垂直安装框电动推杆645安装于连接板642上,该连接板642通过连接板电动推杆643伸缩实现水平位移,因此安装框644能够实现上下左右运动。
20.所述第一垂直伸缩电动推杆646和两个的第二垂直伸缩电动推杆647分别垂直安装于安装框644上侧,所述第一连杆组6461和两个的第二连接杆组6471垂直可滑动安装于安装框644下侧,所述第一连杆组6461顶端与第一垂直伸缩电动推杆646伸缩端连接,两个所述第二垂直伸缩电动推杆647伸缩端分别与两个所述第二连接杆组6471顶端连接,所述锥形张紧片6462设有多个,且各个所述锥形张紧片6462垂直可转动安装于安装框644下侧,安装框644上安装有第一垂直伸缩电动推杆646和两个的第二垂直伸缩电动推杆647,通过第一垂直伸缩电动推杆646和两个的第二垂直伸缩电动推杆647的伸缩端的上下运动使得分别推动第一连杆组6461和第二连接杆组6471在安装框644上下位移运动,所述第一连杆组6461底端均设有推板6463,所述推板6463可上下移动的设于各个所述锥形张紧片6462内侧,两个所述第二连接杆组6471底端均连接有收紧卡板6472,所述收紧卡板6472中部设有通口,各个所述各个所述锥形张紧片6462内侧均贯穿设于收紧卡板6472中部的通口,各个
锥形张紧片6462上侧铰接于安装框644底部,各个锥形张紧片6462内侧均可滑动卡设于推板6463外侧,且各个锥形张紧片6462呈现上宽下窄的倒三角形,因此第一连杆组6461向上位移后,使得推板6463能够向上位移推动各个锥形张紧片6462向外转动,这样各个锥形张紧片6462底部较细一端张开后便能够将o型圈橡胶圈撑开起来,反之推板6463向下位移后各个锥形张紧片6462在o型圈橡胶圈弹性作用回缩,并且各个锥形张紧片6462外侧均可滑动卡设于收紧卡板6472内侧,当第二连接杆组6471向上位移后带动收紧卡板6472向上位移,同样因为各个锥形张紧片6462呈现上宽下窄的倒三角形的原因,因此收紧卡板6472向上位移后带动各个锥形张紧片6462向内侧转动,使得各个锥形张紧片6462收紧松开o型橡胶密封圈,同理,收紧卡板6472向上下位移后锥形张紧片6462便能够在推板6463作用下张开,实现了对o型橡胶密封圈的张紧作用,并且收紧卡板6472向上下位移能够将套紧在收紧卡板6472底部的o型橡胶密封圈向下推动使得o型橡胶密封圈脱落,以便于对o型橡胶密封圈的装配。
21.所述锥形张紧片6462设有不少于三个,且各个所述锥形张紧片6462呈圆形阵列分布,各个所述锥形张紧片6462边缘由上向下逐渐变窄,锥形张紧片6462设有不少于三个,这样能够使得各个锥形张紧片6462向外转动撑开口呈圆形,以便于套设于阀杆或壳体上。
22.所述阀杆翻转机构71包括固定框710、转动轴711、翻转板712、阀杆夹头713,所述转动轴711可转动安装于固定框710中部,且所述转动轴711一端轴连接有驱动电机,所述驱动电机安装于固定框710一侧,所述翻转板712锁固于转动轴711中部,所述阀杆夹头713设有两个且分别相对可滑动连接于翻转板712一侧,两个所述阀杆夹头713外侧均连接有间距调节电动推杆714,两个所述间距调节电动推杆714相对安装于翻转板712一侧两端,所述夹持输送装配装置a设置于阀杆夹头713上方用于抓取输送配件,所述阀杆链条输送导轨4设置于阀杆夹头713的一侧,通过两个所述阀杆夹头713夹取阀杆链条输送导轨4上装配好的两个阀杆,并通过两个相对设置的间距调节电动推杆714伸缩作用调节两个阀杆夹头713的间距,因此能够适应壳体双工位件73上的间距要求,适用性广,再通过驱动电机带动转动轴711带动翻转板712一百八十度转动,因此将转配好的阀杆翻转至背面,再通过夹持输送装配装置a抓取输送至壳体双工位件73上转配至壳体内侧,结构简单且效率快。
23.工作原理:本发明提供的一种双工位阀芯高效组装生产设备,首先阀杆振动盘供料机构62通过夹持输送装配装置a将阀杆抓取至转动盘6上的阀杆双工位61,带有阀杆的阀杆双工位61依次转动至手杆垫振动盘供料输送机构63和两个阀杆小o型橡胶密封圈振动盘供料机构64相对应的位置上,手杆垫振动盘供料输送机构63通过夹持输送装配装置a抓取手杆垫配件并组装好在阀杆双工位61的阀杆上,具体的:振动盘供料轨道631一侧设置有可滑动连接的接料台632,接料台632通过横向工位电动推杆6322伸缩实现往复位移,因此接料台632上侧接料双工位6321均能够放置两个配件,由于接料双工位6321下侧均设置有顶料长管633,顶料长管633能够通过垂直长管电动推杆6331将放置于接料双工位6321上的配件向上顶起,这样方便了夹持输送装配装置a对顶料长管633顶起来的配件进行夹取,同时,接料双工位6321上侧设置有双头压杆634,由于双头压杆634通过压杆气缸635伸缩实现水平位移,这样双头压杆634能够盖住接料双工位6321的配件,水平压杆气缸635水平安装于安装板636上侧,安装板636底部通过电动气缸637可升降位移,因此双头压杆634能够与顶料长管633同时升降,有效的抵住顶料长管633上的配件上升,在通过水平压杆气缸635回缩
双头压杆634进行归位,以便于夹持输送装配装置a对顶料长管633上的配件进行夹取,大大提高其稳定性,和使用效果,同时提高工作效率;两个阀杆小o型橡胶密封圈振动盘供料机构64通过o型橡胶密封圈输送张紧机构640将o型橡胶密封圈配件抓取并套设于阀杆上,具体的:安装框644通过垂直安装框电动推杆645伸缩端实现可升降,且垂直安装框电动推杆645安装于连接板642上,该连接板642通过连接板电动推杆643伸缩实现水平位移,因此安装框644能够实现上下左右运动,并且安装框644上安装有第一垂直伸缩电动推杆646和两个的第二垂直伸缩电动推杆647,通过第一垂直伸缩电动推杆646和两个的第二垂直伸缩电动推杆647的伸缩端的上下运动使得分别推动第一连杆组6461和第二连接杆组6471在安装框644上下位移运动;各个锥形张紧片6462上侧铰接于安装框644底部,各个锥形张紧片6462内侧均可滑动卡设于推板6463外侧,且各个锥形张紧片6462呈现上宽下窄的倒三角形,因此第一连杆组6461向上位移后,使得推板6463能够向上位移推动各个锥形张紧片6462向外转动,这样各个锥形张紧片6462底部较细一端张开后便能够将o型圈橡胶圈撑开起来,反之推板6463向下位移后各个锥形张紧片6462在o型圈橡胶圈弹性作用回缩,并且各个锥形张紧片6462外侧均可滑动卡设于收紧卡板6472内侧,当第二连接杆组6471向上位移后带动收紧卡板6472向上位移,同样因为各个锥形张紧片6462呈现上宽下窄的倒三角形的原因,因此收紧卡板6472向上位移后带动各个锥形张紧片6462向内侧转动,使得各个锥形张紧片6462收紧松开o型橡胶密封圈,同理,收紧卡板6472向上下位移后锥形张紧片6462便能够在推板6463作用下张开,实现了对o型橡胶密封圈的张紧作用,并且收紧卡板6472向上下位移能够将套紧在收紧卡板6472底部的o型橡胶密封圈向下推动使得o型橡胶密封圈脱落,以便于对o型橡胶密封圈的装配;装配好后的阀杆通过夹持输送装配装置a抓取至阀杆链条输送导轨4,由于阀杆翻转机构71设于阀杆链条输送导轨4一侧,能够将抓取的两个阀杆进行翻转和调节间距,具体通过两个阀杆夹头713夹取阀杆链条输送导轨4上装配好的两个阀杆,并通过两个相对设置的间距调节电动推杆714伸缩作用调节两个阀杆夹头713的间距,因此能够适应壳体双工位件73上的间距要求,适用性广,再通过驱动电机带动转动轴711带动翻转板712一百八十度转动,因此将转配好的阀杆翻转至背面,再通过夹持输送装配装置a抓取输送至壳体双工位件73上转配至壳体内侧,结构简单且效率快;再通过夹持输送装配装置a抓取至壳体直线输送带72组装,由于壳体直线输送带72一侧依次安装有壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装置76和外壳密封圈组装装置77和壳体大o型橡胶密封圈供料组装机构78,壳体振动盘供料装置74通过夹持输送装配装置a将壳体抓取至壳体直线输送带72的壳体双工位件73上与壳体配件进行组装,通过壳体直线输送带72传动输送至各个装配机构相对应的位置,第一陶瓷片组装装置75、第二陶瓷片组装装置76和外壳密封圈组装装置77通过夹持输送装配装置a装配于壳体双工位件73的壳体配件上,并通过所述夹持输送装配装置a将壳体双工位件73组装好的阀芯抓取至阀芯输送带过渡导轨5,通过阀芯输送带过渡导轨5将阀芯输送至气密检测出料机构3进行检测和出料。
24.需要说明的是,本发明的一种双工位阀芯高效组装生产设备主要对上述结构进行了改进,在说明书中提到的中夹持输送装置a、壳体输送组装装置2、气密检测出料机构3、阀杆振动盘供料机构62、壳体振动盘供料装置74、第一陶瓷片组装装置75、第二陶瓷片组装装
置76和外壳密封圈组装装置77均为现有技术,其在说明书未提及的功能、部件及结构,可以采用现有技术中能够实现相应功能的部件及结构进行实施。
25.以上通过具体实施例对本发明进行了详细的说明,但这些并非构成对本发明的限制。在不脱离本发明原理的情况下,本领域的技术人员还可做出许多变形和改进,这些也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。