1.本发明涉及人造板纤维干燥用燃气炉控制技术领域,特别涉及一种燃气炉干燥自动控制方法和系统。
背景技术:
2.在人造板制备过程中,纤维需要干燥以控制其含水率。当前是操作人员根据纤维含水率和出口温度设定阀门开度,必需要一名操作工负责修改,而由于出口跟燃气炉相隔较远,操作有滞后性,所以容易使得纤维的含水率和温度波动较大,影响产品质量。
技术实现要素:
3.本发明所要解决的技术问题之一在于针对燃气炉在人造板干燥过程中操作的滞后性,使得纤维的含水率和温度波动较大,影响产品质量的问题而提供一种燃气炉干燥自动控制方法,其通过多层pid实现对燃气干燥阀门的自动控制,使纤维经过干燥管道后的含水率和温度更稳定,实现对纤维干燥的全自动控制功能。
4.本发明所要解决的技术问题之二在于提供一种实现上述燃气炉干燥自动控制方法的系统。
5.为了实现上述目的,本发明的一种燃气炉干燥自动控制方法,具体包括如下步骤:
6.步骤1:依据纤维含水率设定值数据和纤维含水率实际测定值数据获得第一温度偏差值数据;
7.步骤2:依据干燥管道的干燥出口温度设定值数据和依据干燥管道的干燥出口温度实际测定值数据获得第二温度偏差值数据;
8.步骤3:依据热磨机产量数据来获取产量对应温度数据;
9.步骤4:将步骤1的第一温度偏差值数据、步骤2的第二温度偏差值数据、步骤3的产量对应温度数据相加得到干燥进口温度设定值数据;
10.步骤5:依据干燥管道的干燥进口温度实际测定值数据和步骤4的干燥进口温度设定值数据来设定燃气阀门的开度。
11.在本发明的一个优选实施例中,所述第一温度偏差值数据和第二温度数据偏差值数据在
±
10之间。
12.在本发明的一个优选实施例中,所述该计算单元依据热磨机产量数据来计算热磨机的产量对应温度数据是通过热磨机产量数据乘以一个系数k来获得,其中系数k的取值范围0~10。
13.本发明的一种燃气炉干燥自动控制系统,包括第一pid控制器、第二pid 控制器、第三pid控制器、上位机、纤维实际含水率测定传感器、热磨机出料螺旋转速传感器、干燥进口温度实际值测定温度传感器、干燥出口温度实际值测定温度传感器、干燥进口温度设定值单元和燃气阀门开度执行机构;所述上位机用以输入含水率设定值数据、干燥出口温度设定值数据;所述第一pid控制器具有含水率设定值数据输入端、含水率实际值数据输入端
和第一温度偏差值数据输出端,所述第一pid控制器的含水率设定值数据输入端与所述上位机的含水率设定值数据输出端连接,所述第一pid控制器的含水率实际值数据输入端与所述纤维实际含水率测定传感器连接;所述第一pid 控制器的第一温度偏差值数据输出端通过第一选择开关进行选择是否输出第一温度偏差值数据;
14.所述上位机还具有一热磨机出料螺旋转速数据输入端,该热磨机出料螺旋转速数据输入端与所述热磨机出料螺旋转速传感器连接;
15.所述上位机具有一计算单元,该计算单元依据热磨机出料螺旋转速数据来计算热磨机产量并依据热磨机产量数据来计算热磨机的产量对应温度数据并通过上位机上的产量对应温度数据输出端输出;
16.所述第二pid控制器具有第一干燥出口温度设定值数据输入端、干燥进口温度实际值数据输入端和第二温度偏差值数据输出端,所述第二pid控制器的第一干燥出口温度设定值数据输入端与所述上位机的干燥出口温度设定值数据输出端连接,所述第二pid控制器的干燥进口温度实际值数据输入端与所述干燥进口温度实际值测定温度传感器连接;所述第二pid控制器的第二温度偏差值数据输出端通过第二选择开关进行选择是否输出第二温度偏差值数据;
17.所述干燥进口温度设定值单元具有第一温度偏差值数据输入端、第二温度偏差值数据输入端、第二干燥出口温度设定值数据输入端、产量对应温度数据输入端和干燥进口温度设定值数据输出端,所述干燥进口温度设定值单元的第一温度偏差值数据输入端通过第一选择开关与所述第一pid控制器的第一温度偏差值数据输出端连接,所述干燥进口温度设定值单元的第二温度偏差值数据输入端通过第二选择开关与所述第二pid控制器的第二温度偏差值数据输出端连接,所述干燥进口温度设定值单元的第二干燥出口温度设定值数据输入端与所述上位机的干燥出口温度设定值数据输出端连接,所述干燥进口温度设定值单元的产量对应温度数据输入端与所述上位机的产量对应温度数据输出端连接;
18.所述第三pid控制器具有干燥进口温度设定值数据输入端、干燥出口温度实际值数据输入端和燃气阀门开度执行信号输出端,所述第三pid控制器的干燥进口温度设定值数据输入端与所述干燥进口温度设定值单元的干燥进口温度设定值数据输出端连接,所述第三pid控制器的干燥出口温度实际值数据输入端与所述干燥出口温度实际值测定温度传感器连接,所述第三pid 控制器的燃气阀门开度执行信号输出端与所述燃气阀门开度执行机构控制连接。
19.在本发明的一个优选实施例中,所述第一pid控制器、第二pid控制器和第三pid控制器均为西门子plc自带的pid控制功能块。
20.在本发明的一个优选实施例中,所述第一pid控制器、第二pid控制器和第三pid控制器均为博图的pid_temp。
21.在本发明的一个优选实施例中,所述第一选择开关和第二选择开关连通表示输出第一温度偏差值数据和第二温度数据偏差值数据。
22.由于采用了如上的技术方案,通过燃气炉干燥自动控制系统,可以省去一名操作工,而且温度和含水率控制更稳定,使生产连续性更好。
附图说明
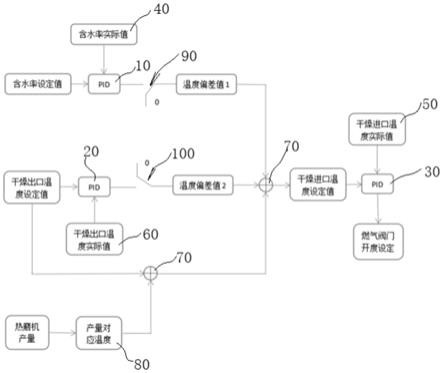
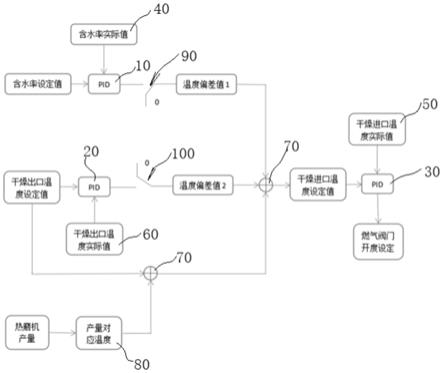
23.图1为发明的燃气炉干燥自动控制系统原理示意图。
具体实施方式
24.以下结合附图和具体实施方式来进一步描述本发明。
25.本发明的一种燃气炉干燥自动控制方法,具体包括如下步骤:
26.步骤1:依据纤维含水率设定值数据和纤维含水率实际测定值数据获得第一温度偏差值数据;
27.步骤2:依据干燥管道的干燥出口温度设定值数据和依据干燥管道的干燥出口温度实际测定值数据获得第二温度偏差值数据;
28.步骤3:依据热磨机产量数据来获取产量对应温度数据;
29.步骤4:将步骤1的第一温度偏差值数据、步骤2的第二温度偏差值数据、步骤3的产量对应温度数据相加得到干燥进口温度设定值数据;
30.步骤5:依据干燥管道的干燥进口温度实际测定值数据和步骤4的干燥进口温度设定值数据来设定燃气阀门的开度。
31.上述一种燃气炉干燥自动控制方法可以通过图1所示的燃气炉干燥自动控制系统来实现,具体如下
32.图1中所示的一种燃气炉干燥自动控制系统,包括第一pid控制器10、第二pid控制器20、第三pid控制器30、上位机(图中未示出)、纤维实际含水率测定传感器40、热磨机出料螺旋转速传感器(图中未示出)、干燥进口温度实际值测定温度传感器50、干燥出口温度实际值测定温度传感器60、干燥进口温度设定值单元70和燃气阀门开度执行机构(图中未示出)。
33.第一pid控制器10、第二pid控制器20和第三pid控制器30均为西门子plc自带的pid控制功能块。尤其是为博图的pid_temp。
34.上位机用以输入含水率设定值数据、干燥出口温度设定值数据;该上位机还具有一热磨机出料螺旋转速数据输入端,该热磨机出料螺旋转速数据输入端与热磨机出料螺旋转速传感器连接;该上位机具有一计算单元,该计算单元依据热磨机出料螺旋转速数据来计算热磨机产量并依据热磨机产量数据来计算热磨机的产量对应温度数据并通过上位机上的产量对应温度数据输出端80输出。该计算单元依据热磨机产量数据来计算热磨机的产量对应温度数据是通过热磨机产量数据乘以一个系数k来获得,其中系数k的取值范围为 0~10。
35.第一pid控制器10具有含水率设定值数据输入端、含水率实际值数据输入端和第一温度偏差值数据输出端,第一pid控制器10的含水率设定值数据输入端与上位机的含水率设定值数据输出端连接,第一pid控制器10的含水率实际值数据输入端与纤维实际含水率测定传感器40连接;第一pid控制器 10的第一温度偏差值数据输出端通过第一选择开关90进行选择是否输出第一温度偏差值数据;第一选择开关90与0连通就是不用第一pid控制器10 计算的第一温度偏差值数据,与第一pid控制器10连通就是用第一pid控制器10计算的第一温度偏差值数据。第一温度偏差值在
±
10之间,具体根据现场实际情况调整,选择不使用第一pid控制器10计算的第一温度偏差值的话,值为0。
36.第二pid控制器20具有第一干燥出口温度设定值数据输入端、干燥进口温度实际值数据输入端和第二温度偏差值数据输出端,第二pid控制器20的第一干燥出口温度设定值数据输入端与所述上位机的干燥出口温度设定值数据输出端连接,第二pid控制器20的干燥进口温度实际值数据输入端与干燥进口温度实际值测定温度传感器50连接;第二pid控制器20的第二温度偏差值数据输出端通过第二选择开关100进行选择是否输出第二温度偏差值数据;第二选择开关100与0连通就是不用第二pid控制器20计算的第二温度偏差值数据,与第二pid控制器20连通就是用第二pid控制器20计算的第二温度偏差值数据。第二温度偏差值在
±
10之间,具体根据现场实际情况调整,选择不使用第二pid控制器20计算的第二温度偏差值的话,值为0。
37.干燥进口温度设定值单元70具有第一温度偏差值数据输入端、第二温度偏差值数据输入端、第二干燥出口温度设定值数据输入端、产量对应温度数据输入端和干燥进口温度设定值数据输出端。干燥进口温度设定值单元70的第一温度偏差值数据输入端通过第一选择开关90与第一pid控制器10的第一温度偏差值数据输出端连接,干燥进口温度设定值单元70的第二温度偏差值数据输入端通过第二选择开关100与所述第二pid控制器20的第二温度偏差值数据输出端连接,干燥进口温度设定值单元70的第二干燥出口温度设定值数据输入端与上位机的干燥出口温度设定值数据输出端连接,干燥进口温度设定值单元70的产量对应温度数据输入端与上位机的产量对应温度数据输出端80连接。
38.干燥进口温度设定值数据=干燥出口温度设定值数据 第一温度偏差值数据 第二温度偏差值数据 产量对应温度数据。
39.第三pid控制器30具有干燥进口温度设定值数据输入端、干燥出口温度实际值数据输入端和燃气阀门开度执行信号输出端,第三pid控制器30的干燥进口温度设定值数据输入端与干燥进口温度设定值单元70的干燥进口温度设定值数据输出端连接,第三pid控制器30的干燥出口温度实际值数据输入端与干燥出口温度实际值测定温度传感器60连接,第三pid控制器30的燃气阀门开度执行信号输出端与燃气阀门开度执行机构控制连接。
40.燃气阀门开度执行机构依据燃气阀门开度执行信号开启燃气炉的燃气阀门,燃气阀门开度的设定值(范围是0~100),开度越大温度越高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。